
L’Encyclopédie - Planches - Volume 3/Texte entier
RECUEIL
DE PLANCHES,
SUR
LES SCIENCES,
LES ARTS LIBÉRAUX,
ET
LES ARTS MÉCHANIQUES,
AVEC LEUR EXPLICATION.
TROISIEME LIVRAISON, 298 Planches.
A PARIS,
| Chez | BRIASSON, rue Saint Jacques, à la Science. DAVID, rue d’Enfer S. Michel. LE BRETON, premier Imprimeur ordinaire du Roy, rue de la Harpe. |

M. DCC. LXV.
AVEC APPROBATION ET PRIVILEGE DU ROY.
SUR l’ordre & le nombre des Feuilles imprimées, & des Planches de cette troisieme Livraison.
EXplication des Planches de l’Ebénisterie-Marqueterie . . . . 2 Pages. Ebénisterie-Marqueterie . . . 11 Planches. Explication des Planches de l’Emailleur à la lampe, en fausses perles, & Peinture en émail . . . . 2 Pages. Planches de ces trois Arts . . 5 Planches. (Nota que l’explication fautive n’en annonce que quatre.) Explication des Planches de l’Eperonnier . . . . . . . . . . 4 Pages. Eperonnier . . . . . . 16 Planches. Explication des Planches de l’Epinglier . . . . . . . . . 8 Pages. Epinglier . . . . . . . 3 Planches, dont deux doubles. Explication des Planches de l’Escrime 16 Pages. Escrime . . . . . . . . 15 Planches. (Nota que l’explication fautive n’en annonce que quatorze.) Explication des Planches de l’Evantailliste . . . . . . . . 2 Pages. Evantailliste . . . . . . 4 Planches. Explication des Planches de la Fayancerie . . . . . . . . . 6 Pages. Fayancerie . . . . . . . 12 Planches. Explication des Planches du Ferblantier . . . . . . . . . . 2 Pages. Ferblantier . . . . . . . 2 Planches. Explication des Planches du travail sur le fil & la laine . . . . . 1 Page. Fil & laine . . . . . . . 5 Planches. Explication des Planches du Fleuriste artificiel . . . . . . . . 2 Pages.
Fleuriste artificiel . . . . . 8 Planches, dont une double. Explication des Planches des Forges ou de l’Art du fer . . . . . 46 Pages. Forges ou Art du fer . . . 51 Planches, dont treize doubles. (Nota que l’explication fautive en annonce 52, dont deux doubles.) Explication des Planches du Formier 2 Pages. Formier . . . . . . . . 4 Planches. Explication des Planches du Fourbisseur . . . . . . . . . 2 Pages. Fourbisseur . . . . . . 10 Planches. Explication des Planches du Foureur 2 Pages. Foureur . . . . . . . 6 Planches. Explication des Planches du Gainier 2 Pages. Gainier . . . . . . . . 6 Planches. Explication des Planches du Gainier 2 Pages. Gantier . . . . . . . . 5 Planches. Explication des Planches de la Glacerie, ou Manufacture des glaces. 10 Pages. Glacerie, ou Manufacture des glaces 47 Planches, dont huit doubles. (Nota que la troisieme est numérotée Pl. III. & la suiv. Suite de la Pl. III.) Explication des Planches de l’Horlogerie . . . . . . . . 26 Pages. Horlogerie . . . . . . . 64 Planches. (Nota que ces Planches d’Horlogerie sont marquées au bas & à l’angle droit, & vont depuis A jusqu’à Z; ensuite depuis A A jusqu’à Z Z; puis depuis A A A jusqu’à E E E inclusivement; enfin depuis a jusqu’à n inclusivement.) ETAT détaillé des Planches contenues dans cette troisieme Livraison.
EBENISTERIE-MARQUETERIE. 11. Planches.
1. Attelier, opérations, outils & ouvrages.
2. Suite des ouvrages, commodes, armoires, écran, &c.
3. Suite des ouvrages, table de nuit, chiffonniere, bibliotheque, &c.
4. Suite des ouvrages, secrétaire, bureau, écritoire, &c.
5. Suite des ouvrages, serre-papier, coin, petite bibliotheque, tab e à jouer, table de toilette, coffre fort, cave à tabac, nécessaire, trictrac, damier, guéridon, pupitre de musique, &c.
6. Piédestal, piédouches, consoles, escablons ou gaînes, boîtes de pendules, &c.
7. Parquets, lambris.
8. Compartimens en étain ou en cuivre.
9. Outils, outils à ondes, étau ou âne, âne ou étau différent; autre âne, presse; autre presse, établi.
10. Scie à refendre, scie à débiter, scie tournante, scie à tenon, scie de marqueterie, scie à main ou égoine, maillet, marteau à plaquer, équerre à onglet ou triangle, angle, sauterelle ou fausse-équerre, autre équerre, autre équerre, pointe à tracer, petit compas, vilebrequin, meche, fraisoirs, marteau, tenailles ou triqueises.
11. Compas en verge, sergent, varlope, rabot, demi-varlope, feuilleret, guillaume, autre rabot, couteau à trancher, autre couteau à trancher, fer crochu, polissoir de jone, trusquins ou gaileboquets, fermoir, ciseau, autre ciseau, bec d'ane, autre bec d'ane, gouge, autre gouge, tariere, presse, racloir, tourne-vis, tire fond.
EMAILLEUR à la lampe, en perles fausses, & peinture en émail. 5 Planches.
(Nota. que l'explication n'en annonce que 4.)
1. Attelier de l'émailleur à la lampe, opérations, outils, couteau, lampe à émailler, détails de la lampe.
2. Attelier, opérations, outils & ouvrages, tirage de la girasole, soufflet de la girasoie, perle bordée, tirage du fil de verre, devider du fil de verre, table de l'émailleur.
3. Suite du travail des perles fausses, écailler du poisson, liqueur où l'écaille de l'ablette est dissoute, goutte de cette liqueur introduite dans la girasole, perles attachées sur la verge enduite de cire, ouvriere qui cartonne, autre qui coupe le carton, perle ronde, perle ovale, bande de papier, carton roulé, carton sur une aiguille, perle ronde prête à recevoir le carton, perle dont le carton a déja été coupé, regle sur laquelle les perles sont collées, sas ou tamis à assortir, établi.
Peinture en émail.
1. Cabinet du peintre, opérations, outils, peintre peignant, opération de passer au feu, fourneau, moufle, détails de la moufle & du fourneau.
(Nota. qu'on n'a pas separé dans l'explication des Planches cette premiere Planche de la suivante; celle-ci commence à la fig. 11.)
2. Tole, boîte, morceau de glace, pilon d'agate, mortier, fil de fer, chauffrette, pain d'émail, spatule, chevalet, pinceaux, couteau, pierre à user l'émail, releve-moustache.
ÉPERONNIER. 16 Planches.
1. Boutique d'éperonnier, opérations, outils, ouvrages huilés, mors, poix résine, étamage, secoueur, étau, crochet & bâton du secoueur, tourne à-gauche, tenailles, tenailles à canon. tenailles croches, attache-bossettes, fourneau à étamer, chaudiere.
2. Boutique & suite du travail, ouvriers qui rivent un fonceau, qui polissent un mors, forgeur, tourneur de moulin, gourmetres fricassées, polissoir, détail du polissoir, moulin, marmite & tenailles de l'émailleur, embouchure enlevée, fonceau & ses rivets, emboutissoir, étampe, mandrin, suage.
3. (Mors pour les chevaux de selle.) Mors anglois avec ses branches, l'embouchure, bridon anglois, bridon françois.
4. Buade ou branche à pistolet, branche avec sa bossette & sans sa bossette, branche à la connétable avec & sans sa bossette.
5. Mors à la nestier, branche à tire bouchon avec & sans sa bossette, buade du côté du montoir sans bossette, mors à branche à demi S, à tire bouchon, à fleuron, embouchure gorge de pigeon, branche avec & san bossette.
6. Mors à sous barbe & bas-jarret, branche avec & sans bossette, mors à S à fleuron, embouchure gorge de pigeon d'une piece, branche avec & sans bossette.
7. Mors à la turque, mors à crochets brisés, à tire-bouchon, en S, branche.
8. Mors à tire bouchon, à fleuron, embouchure à porte brisée, à charniere avec annelets, branche avec & sans bossettes, mors à branche à genou, à tire-bouchon en S, embouchure à canon coupé, la liberté d'une piece, branche avec & sans bossette.
9. (Mors pour les chevaux de carrosse) Mors à sous-barbe, embouchure à tambour roulant, liberté à porte, branche de ce mors, mors à S à fleuron, embouchure à talon, branche de ce mors.
10. Mors à tire-bouchon, à bas-en-dessus, embouchure à canne, branche, autre branche avec bossette, mors à branches droites, bas en pot à l'eau, double banquet, embouchure, liberté basse, branche, branche avec bossette.
11. Mors à S, à tire bouchon, œil de perdrix, embouchure à orte, branche, branche avec bossette, mors à branches droites à tire bouchon, embouchure à canne ronde, branche, branche avec bossette.
12. Bridon de deux pieces à chaperon, bridon de trois pieces, mastigadour, cavesson, cavessine.
13. Mors à demi-S à piton, embouchure à canne montante, branche, branche avec bossette, mors à piton, branche droite, embouchure à billot, à liberté, branche, branche avec bossette.
14. Billot, filet à branches avec sa gourmette, branche, mors de chevaux de trait ou de poste, profil de ce mors.
15. Eperon brisé à cinq pointes, brisé à boutons, molette à cinq pointes, éperon brisé à grille, à ressort, à tous sens, à rivet, anglois, à molettes horisontales, de bottes-fortes, molettes à cinq pointes, en lancettes, à six pointes.
16. Etrier à grille, à cœur, à touret, à l'angloise, uni de poste, à violon, &c.
ÉPINGLIER. 3 Planches, dont deux doubles.
1. Attelier, opérations, outils, ouvrier qui fesse les torques, qui les lave, qui replie le fil déroulé, qui tort le fil à la bobile; affutage de la bobile, plan de cet affutage; jauge.
2. Billot, meule, fuseau, noix, &c. dresseur, coupeur de dressées, coupeur de tronçons, empointeur, tourneur de roue, repasseur, son tourneur de roue, tourneur de têtes; ciseau, cisailles, engin, boîte en plan & en profil, meule, table.
3. Jaunisseur, sécheur, vanneur; ouvrier qui coule l’étain, qui fait recuire les têtes, qui les coupe; table à couper les plaques d’étain; portée, frappeurs, chaudiere à blanchir, outibot, détails de l’outibot, canon, enclume, poinçon ou peigne, &c.
ESCRIME. 15 Planches. (Nota. que l’explication qui est à la tête des Planches n’en annonce que 14.)
1. Premiere position pour tirer l’épée, position pour la garde en quarte, serrer & rompre la mesure; position pour la garde en tierce, position pour la garde en quarte & le coup de quarte.
2. Position pour la garde en tierce & le coup de tierce, position pour la garde de tierce & le coup de quarte sur les armes, position pour la garde de tierce & le coup de seconde.
3. Position pour la garde en quarte & le coup de quarte basse; pour la gave en quarte & la flanconnade, salut, premiere position.
4. Seconde, troisieme, quatrieme, cinquieme position du salut, des parades simples, de la parade de quarte; au-dedans des armes, sur le coup de quarte.
5. Parade de tierce, sur le coup de tierce; de quarte au-dehors des armes, sur le coup de quarte hors des armes; de seconde, sur le coup de seconde.
6. Parade du demi-cercle sur le coup de quarte basse, du coup de flanconnade par le cavé ou par le liement d'épée, de prime sur le coup de seconde.
7. Parade de quinte sur le coup de quinte, riposte de quarte après la parade de quarte, riposte en tierce sur le coup de tierce.
8. Riposte en seconde, après la quarte sur les armes parée; en quinte, sur le coup de seconde; du cavé, sur le coup de flanconnade.
9. Riposte de prime, sur le coup de seconde ou de quarte basse; parade du contre-dégagement, parade du cercle, tirer & parer tierce & quarte au mur, feintes, coulés, croisés d'épée, coup de fouet, coupés sur pointes, coup de reprise, passes.
10. Echappement, saisissement de l'épée, contre-dégagemens au-dedans & au dehors des armes, contre du contre-dégagement, coups de tems, demi-volte, flanconnade, voltés.
11. Desarmemens différens.
12. Suite des désarmemens.
13. Suite des désarmemens, des gauchers, de la garde allemande, de la garde italienne, gardes italiennes avec l'épée & le poignard, de l'épée seule contre l'épée & le poignard.
14. Garde espagnole attaquée par la garde françoise, de la garde espagnole après la parade du coup d'estramaçon, garde de l'épée & manteau attaquée par l'épée & lanterne.
15. De la garde de l'épée & lanterne, de l'exercice de l'espadon, défense du pointeur contre l'espadonneur. Instrumens, fleuret, gant, plastron, sandale (& non sandandale), masque, baguette.
ÉVENTAILLISTE. 4 Planches.
1. Boutique, opérations, ouvrages, outils, colleuse, leveuse, étendeuse, arrondisseuse, pierre ou masse, étendoir, détail de l'étendoir, cercles grands & petits, plan de deux cercles garnis de papier, pile de corcles, sonde.
2. Salle de travail, ouvriere qui peint, planche ou ais, table, pinceaux, coquillier, coquille, godet de verre, verrier, compas, tour ou calibre.
3. Monture de l'éventail, salle de travail, ouvriere qui raie, autre qui sonde, feuille achevée, forme, maniere de trouver le centre de la feuille, de rayer, marbre, jetton, autre jetton emmanché.
4. Feuille rayée, maniere de pincer, de sonder; éventail relevé; maniere de couper par en bas, d'ensiler, de couper par en-haut, de border; éventail achevé.
FAYANCERIE. 12 Planches.
1. Manufacture de fayance, attelier où l'on prépare la terre, opérations, ouvrages & outils, pot à l'eau, broc, caffetiere, marabout, coquemar, theyere, biberon, pot à oile, pot à tabac, &c.
2. Suite des opérations sur la terre, la remuer, la paîtrir, la mouler; outils & ouvrages, jegneux, pots de diverses sortes, écritoire, tasses, sous-coupes, sucrier, moutardier, huilier, potager, plats, &c.
3. Suite des ouvrages, assiettes, plats, jatte, saladier, sauciere, écuelle, soupiere, fontaine, cuvette, vases de différentes formes.
4. Autres ouvrages.
5. Outils, bèche, demi-bèche, rame, barrillon, tamis, seau, baquet, poinçon, palette, latte, estoc, bâton ou levier, rateaux, fosses ou bassins.
6. Tour, détail du tour, estocs, aiguille, chandelier de jauge.
7. Tête du tour, avec une motte de terre, avec tournassine, avec un vase préparé, tournassins, tournette, détails de la tournette, pinceaux, brosses, vases, moules, table à moules, balai, couteau, plane, rouleau.
8. Billette, plateau, gazettes, moule à gazette, pernette, perçoir à pernetter, piliers d'échappade, tuiles ou plateaux d'échappade, disposition en échappade.
9. Four, détails du four.
10. Suite des détails du four, rable, rateaux, pelles.
11. Moulin à écraser le blanc, détails du moulin.
12. Autres outils, marteaux, masses, mailloche, creusets, serpe, serpette, cribles, tamis, mortier, marbre, houilles ou houes.
FERBLANTIER. 2 Planches.
1. Boutique de ferblantier, opérations & outils, ouvrier qui forme une piece, autre qui soude, qui lime; soudure, tas à dresser, bigorne, maniere de couper le ferblanc, selon l'ouvrage; tas à canneler, bigorne à chantepure, maillet, grosse bigorne, marteau à planer, martelet, marteaux à gaudronner.
2. Ouvrages & outils, cisaille à banc & à main, plaque de plomb, emporte-piece, fer à souder, rochoir, seau, appuyoir, soufflet, grand tas, tenaille, pinces plate & ronde, gouge, mirau, emporte-pieces en cœur, en étoile, en trefle, &c. ciseau, &c.
FIL & LAINE. 5 Planches. (Nota. que le numero de la Planche 2. est double, & qu'il y a Planche 2. & Planche 2. bis.)
1. Opérations & outils, fille qui file au fuseau, autre qui file au rouet, autre qui fait un écheveau, autre qui le met en pelotes sur la tournette, quenouilles, fuseaux, aspe, devidoir, détail du devidoir, rouet à filer au pié & à la main, détail de ce rouet, tournette, détail de la tournette.
2. Ouvriere qui retort, fille qui fait une bobine de deux fils, détail du rouet, profil de l'aspe ou devidoir.
2. bis. Moulin quarré, détail de ce moulin par coupes & plans.
3. Moulin rond, détail de ce moulin par coupes & plans.
4. Moulin oval, détails de ce moulin par coupes & plans.
FLEURISTE ARTIFICIEL. 8 Pl. dont une double.
1. Attelier, manœuvres & outils, emporte-piece avec leurs plans, ouvriers qui découpent avec l’emporte-piece, qui font des boutons, qui gauffrent, qui étendent, qui tournent le vélin sur le fil de fer.
2. Suite des emporte-pieces avec leurs plans.
3. Suite des emporte-pieces avec leurs plans.
4. Suite des même outils.
5. Suite des mêmes outils.
6. Autres outils, sebille, pinces camuses, plates, rondes; brucelles, compas, poinçon, gauffroir, détail du gauffroir, couteaux, cisoires, table, masse, maillets gros & petits, billot, vrille.
7. Outils, mandrins, terrine, chauderons, pié-de roi, brosse, vergette, tournette, détails de tournette, gauffroir à manivelle, détail du gauffroir, tasse à couleur, pinceaux, étendoir, planchette, chauffrette, bobine, verre & pots, rouet, détail du rouet, chaise, détail de la chaise.
8. Surtout de table avec ses plateaux.
GROSSES FORGES ou ART DU FER. 51 Planches, dont 13 doubles. (Nota. que l'explication fautive porte 52 Planches, dont 2 doubles.)
SECTION PREMIERE. De l'exploitation des mines, & de leurs préparations.
1. Tirage de la mine en roche à fond, & prise de la superficie de la terre.
Suite des opérations.
2. Tirage & transport de la mine en grains, & de la mine fluviatile.
Suite des opérations.
3. Calcination de la mine dans les fourneaux de Fordenberg.
Suite des opérations, & vues par coupes & plans des fourneaux.
4. Calcination de la mine de fer, comme elle se fait en Dauphiné, dans le Roussillon, la Navarre & le comté de Foix.
Suite des opérations, & vues par coupes & plans des fourneaux.
5. Lavage de la mine terreuse.
Suite des opérations, & vues du lavoir par coupes & plans; pelle, riaule, rabot.
6. Lavoir de M. Robert, par coupes & plans.
7. Patouillet & égrappoir, vus par coupes & plans.
8. Suite des vues du patouillet & de l'égrappoir.
9. Représentation perspective & développement d'un bocard, vues & coupes de cette machine.
10. Plan général d'un bocard composé, détails de cette machine.
11. Suite des détails de cette machine, & explication de ses différentes parties.
SECTION SECONDE. Fourneau à fer.
1. Plan général d'un fourneau & des bâtimens qui en dépendent, & différentes coupes du mole de ce fourneau.
2. Elévations & coupes du fourneau.
3. Trompes du Dauphiné, tenant lieu de soufflets, détail de cette machine.
4. Trompes du pays de Foix, détail de ces trompes.
5. Représentation d'un des deux soufflets du fourneau.
6. Développement des liteaux d'un soufflet.
7. Opération de charger le fourneau, rasse ou van, panier ou conge.
8. L'intérieur de la halle, sur le moulage & le fourneau du côté des timpes.
Suite des opérations, ouvriers occupés à faire le moule de la gueuse, d'autres à en conduire une sur des rouleaux, charrue, bèche, baguette de fer, autre baguette, levier, caracteres des gueuses, moule de gueuse en plan.
9. Opération du couler de la gueuse, & suite de cette opération, ringards, grands & petits; crochets, grands & petits; spatule, dame, gueuse tirée du moule.
10. Fourneau vu extérieurement, par l'angle du pilier de cœur, entre la face de la thuyere & celle des timpes.
Suite des opérations, bécasses, griffe ou grilles, romaine, autre grille.
SECTION TROISIEME. Des sourneaux en marchandise.
1. Plan général d'un fourneau en marchandise & des atteliers qui en dépendent, pour le moulage à découvert dans le sable, le moulage en sable dans des chassis, le marchoir, le moulage en terre & la rôtisserie.
2. Vue par coupes du fourneau, avec les proportions de ses différentes parties.
3. L'intérieur du pavillon, dont on voit le plan en s s s s, P s s t s, Pl. 1.
Suite des opérations.
4. Travail du moulage en terre, d'une marmite.
Suite des opérations.
5. Moulage en sable. Suite des opérations, & vue de l'intérieur de la halle au devant du fourneau, & d'une partie de l'intérieur du pavillon où se fait le moulage; chevalet, modele de collier, modele de tourillon, modele d'enclume, modele de marteau.
6. Suites des opérations du moulage en sable dans des chassis, & outils; battes rondes, quarrées, à parer, à anses, passe-partout; couteau à parer, gouge, marteau, planche à mouler, chassis, détail du chassis, fausse piece.
7. Suite du moulage en sable d'une marmite; modeles du corps, des anses, du pié, &c.
Suite des opérations.
8. Suite des opérations; détail du moule & du chassis, & vues différentes de l'une & de l'autre; secoueux, cueillere, tire-laine.
9. Coulage à la pôche, vue de l'intérieur de la halle du devant du fourneau.
Suite des opérations du coulage à la pôche; outils, pôche, pelle à mouler, autres pelles, crochets, ringards.
10. Moulage de différentes sortes de tuyaux pour la conduite des eaux.
Vues différentes des anciens tuyaux de conduite.
Suite des opérations de moulage de ces ouvrages, tuyaux à différentes brides.
11. Suite du même ouvrage, vues des nouveaux tuyaux, détail du moule.
12. Différentes sortes de tuyaux à branches, du calibre de huit pouces: ceux d'un plus fort calibre se moule de même.
Coupe d'un de ces tuyaux.
Opérations du travail ou moulage de ces tuyaux.
SECTION QUATRIEME. De la Forge.
1. Plan général d'une forge à deux feux; détails de cette forge.
2. Coupe longitudinale de la forge & de la halle à charbon.
Représentation des différentes pieces de l'ordon, du court carreau & du culard.
3. Coupe transversale de la forge & des coursiers. Plan du double grillage de charpente qui sert de fondation à l'ordon, plan au rez-de-chaussé de la fondation de l'ordon.
4. Chaufferie, ouvriers, opération de refouler le renard. Outils, ringards, fourgon ou écoisse, crochets, pelles, haveau ou gambier, marteau à chapelet, hache à paille, &c.
5. Opération de cingler le renard.
Vue de la chaufferie par l’angle du devant, & de la thuyere.
Outils, tenailles à cingler, autres tenailles. Suite de l’ouvrage, renard ou loupe, piece, maquette, encrenée.
6. Opération de forger ou étirer l’encrenée.
Vue de l’ordon du marteau par l’entrée de la halle à charbon.
Plan & coupes d’un foyer, affinerie ou renardiere, autrement dit ouvrage.
7. Opération de parer une maquette.
Vue de la chaufferie & de l’ordon, du marteau, du même point que dans la Planche 5.
SECTION CINQUIEME. Des deux especes de fenderie.
1. Plan général d’une fenderie de la premiere espece.
2. Coupe longitudinale & transversale de cette fenderie.
3. Vue du fourneau & des équipages, des espatards & des taillans.
Opération de fendre.
Outils, tenailles de différentes sortes, crochet ou gambier, boîte à suif, éponge, &c.
Coupe transversale du four & des deux toqueries qui y communiquent.
4. Vue de l’intérieur de l’attelier du bottelage.
Suite des opérations.
Outils, tenailles, martean à botteler, chaîne ou levier, grille à peser, établi ou table à botteler, &c.
5. Vue perspective, & du côté d’aval de l’équipage des laminoirs établis à Essone, pour profiler les plate bandes des balcons à deux doucines, &c.
Plan en grand de l’équ page des espatards & des taillans, élévation de la machine d’Essone, élévation géométrale du rouleau ou cylindre supérieur. Plan général de l’équipage des espatards ou applatissous, de l’équipage des taillans & de leur fondation.
6. Elévation géométrale de l’équipage des espatards, & de celui de leurs taillans; vue du côté d’aval, & coupe de la fondation des équipages.
Autres vues, de la même machine & de ses différentes parties.
7. Développement de toutes les pieces qui composent l’équipage des espatards.
8. Développement des pieces principales qui composent l’équipage des taillans.
9. Plan général d’une fenderie de la seconde espece, dite fenderie à double harnois.
10. Coupe transversale & longitudinale de la fenderie.
11. Vue perspective de l’intérieur de la fenderie à double harnois du coté du four.
Représentation perspective & en grand du martinet, servant à redresser & à parer la verge.
Addition à la matiere précédente.
1. Plan d’un patouillet double à laver les mines de fer.
2. Vue perspective de cette machine.
FORMIER. 4 Planches.
1. Boutique, opérations & outils. Un ouvrier ébauche des formes, un autre les finit. On voit le bois brut, le bois préparé; la suite du travail, des formes de différentes sortes, formes pour homme, à la mariniere, en pié de pendu, en demi pié de pendu, en rond, en demi-rond, &c.
2. Suite des différentes formes, formes pour femme, à la mariniere, &c. formes brisées pour homme formes brisées pour femme; parties de ces formes séparées & assemblées, demi formes, &c. tige, &c.
3. Embouchoirs & bouisses; détail de l’embouchoir, ses parties assemblées & séparées; demi embouchoirs, bouisse à manche, bouisse sans manche.
4. Outils, billot, établi, banc, étaux de bois, hache, marteau, vrille, maillet, tenailles ou triquoises, gratteau emmanché & sans manche, tranchant, rappes de différentes sortes, limes de differentes sortes.
FOURBISSEUR. 10 Planches.
1. Boutique ou attelier, opérations, ouvrages & outils. Ouvriers qui ciselent, damasqument, montent une épée & l’essayent, avec autour d’eux différens ouvrages, comme lame enfer prête à être acierée, lame acierée, massue, masses, hache-d’armes, bâtons ferrés.
2. Pique, demi-pique, lance, javeline, javelot, sleche, vireton, arc, dague, poignard, épée, braquemard, espadon, cimetere, coutelas.
3. Pertuisane, hallebarde, épieu, sponton ou esponton, bayonnette, sabres, couteaux de chasse.
4. Epées, fleurets, gardes d’épée. Détail de la garde & de l’épée.
5. Lame d’épée de différentes formes.
6. Lames de sabres de différentes formes, lames de cimeteres, lames de couteaux de chasse de différentes formes, lames de poignards.
7. Moulin à fourbir les lames. Détail de ce moulin.
8. Outils. Tas, bigorgnes, étaux, muteaux, burins, bees-d’ane, lang les de carpe ou gouges, poinçons ronds, méplats, matoirs quarrés, ronds, méplats, ciselets.
9. Suite des outils. Chasse pommeaux, grattoirs, pointes à tracer, équarrissoirs quarrés, exagones, octogones, mandrins de crochets & de gardes, limes, brunilloirs.
10. Suite des outils. Limes, rapes, rislards en lime & en rape, tenailles de bois & à vis, pinces, cisailles, fraises, foret avec son archet, l’archet & la palette, filieres, scies à refendre, bloc de piaque & de corps, détail du bloc & brochette.
FOUREUR. 6 Planches.
1. Coupe des peaux, en escalier, en palette, &c.
2. Suite de la coupe des peaux.
3. Meme matiere, & maniere de coudre les pieces.
5. Boutique de fourrures. Opérations & outils, couteau à habiller, regle, couteau à écharner, triballe, chevalet, baguette à battre, carrelet, sorces, ciseaux gros & petits.
6. Suite des outils. Dégraissoir, banc à tirer, éponge, claie, cuvier, recloire, fer de pelletier, pots, mortier, tamis, brosse, baquet, tonneau, pinceau, écu à tracer, paumelle, étuve, détail de l’étuve.
GAINIER. 6 Planches.
1. Boutique, opérations, outils & ouvrages. Ouvrier qui scie des tablettes; autre qui double des étuis; troisieme qui découpe l’étoffe, &c. bidet à vis, polissoire, brosses, tasseau, trusquin, &c.
2. Tenailles à vis & à coulisse, pinces, moule à étui, poinçon, plateau, ciseaux, bigorgne, marteau, différens étuis.
3. Scies, rapes quarrelettes, demi-ronde, fendante, d’Allemagne, gouge, ciseau, couteaux, fers simple, double, quadruple.
4. Compas, vrille, équerre, autres étuis.
5. Etablis, varlope, rabot, chevrette, &c.
6. Racloir, tire-fond, & autres outils.
GANTIER. 5 Planches.
1. Boutique, opérations, outils. Ouvriers qui étavillonnent, qui taillent les étavillons, &c. étavillons, enlevure, &c.
2. Fourchettes, carreaux. Différentes sortes de gants, mitaines, &c.
3. Autres étavillons.
4. Suite des ouvrages.
5. Epluchoir, ciseaux, forces, marbre, presse, renformoir, demoiselle, palisson, &c.
MANUFACTURE DES GLACES. 47 Planches, dont huit doubles.
Nota qu'il y a deux Planches III. l'une numérotée Pl. III. & l'autre numérotée Suite de la Pl. III.
Glaces coulées.
1. Plan de la halle, plan géométral des piliers, galeries, &c.
2. Coupe longitudinale & transversale de la halle, & autres détails, élévation du four & de ses arches, élévation des carcaises, &c.
3. Coupe transversale & longitudinale du four, coupe du sourneau, machine pour l'extraction des sels, égoutoir, fourneau de calcination, &c.
3. bis. Autre machine à extraire les sels, vûes différentes de cette machine.
4. Le marchoir, opération du marcher, outils, moules.
5. Attelier des mouleurs, fabrication des pots & des cuvettes, pot, cuvette, escabeau, fonceau, battes.
6. Plans, coupes & autres développemens d'un fourneau, ouvreaux, arches, tisars, sieges à pots, cuvettes, bonards, &c.
7. Autres développemens du four, arches, glaie, ouvreaux, tonnelle, &c.
8. Coupe du four par l'arrête du milieu, d'une glaie à l'autre glaie, & représentation des différentes pieces qui en forment la fermeture, plan géométral de la glaie, chios, joues, margeoirs, pieces du four.
9. Plan géométral de la roue.
10. Lavage du sable & du calcin, opérations, outils, pelles, paniers, moules, &c.
11. Saline. Plan géométral de la saline, ou extraction du sel de soude, chaudieres de dissolution, d'évaporation, de réduction, bassins, coupe des chaudieres, éiévation de la maçonnerie d'une chaudiere.
12. Vûe perspective d'un four à frite double en travail, détails de ce four.
13. Développemens du four à frite double.
14. Plan des tenailles & de la table.
15. Elévation de la table, & développement de son pié.
16. Chariot à rouleau.
17. Développement de la potence & de la tenaille servant à porter les cuvettes.
18. Opération d'enfourner, outils, ferrets, cornards, pelles, brouettes, rables, &c.
19. Opération de curer. Vûe perspective du four, de ses arches & de la roue, outils, grand mere, cornard, grapins, rabot, pinces, plan du chariot à tenailles, pioche.
20. Opération d'écrémer. Vûe perspective du four, des arches & de la roue, outils, ferret, pontil, graton, pôche, gambier, crochets, chariot à ferrace,
21. Opération de tréjetter.
22. Opération de tirer la cuvette hors du four. Outils, crochet, croix, main, grillot, pelle, y grec.
23. Ecremer sur le chariot à ferrace. Outils, sabre, développement du sabre, vûe perspective, profil & plan du chariot à potence.
24. Opération de verser & de rouler. La table avec les différens instrumens & outils relatifs à son usage.
25. L'opération de pousler les glaces dans la carcaise. Outils, grand-croix, outils, &c.
26. Opération de sortir les glaces des carcaises. Outils, crochet, regle, équerre, mâchoire, marteau d'équarrisleur, bricole, égrugeoir, coëte ou chantier rembouré, diamant en rabot.
27. L'opération de mettre un pot à l'arche. Outils, barres croche & d'équerre, dent de loup, moïse, gros diable, diable servant de pince.
28. L'opération de tirer un pot de l'arche. Plan géométral & profil du grand chariot.
29. L'opération de mettre un pot au four. Le four est vû par le coin d'une arche qu'on suppose abbatue, la fourche, plan géométral & profil de la fourche.
30. L'opération de tirer les cuvettes de l'arche. Outils, houlette, bras, &c.
31. L'opération de tirer le picadil. Outils, le danzé. Vûe perspective & profil de ces instrumens. Grand bar.
32. Plan, coupe & élévation d'une carcaise.
Glaces soufflées.
33. Plan génétral de la halle à souffler les glaces.
34. Opérations du souffler des glaces. Vûes différentes du four.
35. Suite des opérations.
36. Même matiere.
37. L'intérieur d'une des galeries où sont les fours à recuire.
38. Etats successifs d'une glace soufflée, & outils, felles, procello, canne, demi-procello, poinçon, masse.
Poli des glaces.
39. Attelier où l'on voit les différens travaux du poli des glaces, avec les instrumens qui y servent.
40. Banc à dresser, table, pierre de liais, tablette, chassis, gouge, ciseau, fermoir, palette.
41. Banc de roue & ses détails.
42. Suite des opérations du poli.
43. Machine à polir les glaces, établie à S. Yldefonse. Plan général de la machine, pris au rez de-chaussée.
44. Elévation latérale & coupe par le milieu de la longueur du coursier.
45. Elévation & coupe de la machine par un plan parallele à l'arbre de la grande roue.
46. Représentation de la machine entiere.
HORLOGERIE. 64 Planches. SECTION PREMIERE. Notions élémentaires de l'Art.
1. A. Réveil à poids. Détail de ce réveil.
1. B. Profil ou coupe de toute cette machine.
2. C. Plan d'une horloge horisontale, sonnant les quarts & les heures. Du mouvement, de la sonnerie des quarts, de la sonnerie des heures.
2. D. Elévation du rouage du mouvement vû du côté de la sonnerie des quarts. Elévation & coupe du rouage du mouvement vû du côté de la sonnerie des heures. Elévation de la cadrature. Ponts. Coq.
2. E. Elévation & coupe du rouage de la sonnerie des quarts sous différens points de vûe. Portion d'une des barres de cage. Bouchon en plan & en perspective.
2. F. Elévations & coupes du rouage de la sonnerie des heures, sous différens points de vûe.
2. G. Les détentes en perspective & en action. Pendule. Régulateur. Coulant de la fourchette.
3. H. Pendule à ressort. De la sonnerie.
4. I. Représentation en perspective d'une pendule à secondes, propre aux observations astronomiques. Chassis. Thermometre de compensation. Rouage. Nombres du rouage. Cadrature. Profil de la cadrature.
5. K. Les différentes sortes d'échappemens.
6. L. Pendule à quarts.
7. M. Suite de la Planche précédente, ou développement de la répétition ordinaire.
8. N. Thermometre de compensation. Pendule composé. Cadrature d'une pendule d'équation de M. Julien Leroi. 9. O. Fausse plaque de la pendule d'équation. Roue annuelle.
9. P. Pendule à équation, par Dauthiau.
9. Q. Pendule à équation, par Ferdinand Berthoud.
9. R. Pendule à équation de Rivaz.
9. S. Cadran de la montre à équation à secondes concentriques, marquant le quantie me du mois, & le mois de l'année. Sa bâte. Cadrature du sieur Rivaz. Bissextile de Ferdinand Berthoud.
9. T. Pendule d'équation à secondes concentriques, marquant les mois & quantiemes des mois, & allant treize mois sans être remontée.
9. V. Pendule à équation, par le sieur Amirault.
9. X. Pendule à équation, à cadran mobile, par Ferd. Berthoud.
9. Y. Pendule à équation du sieur le Bon.
9. Z. Suite de la même pendule.
10. AA. Montre ordinaire & ses développemens. Notions élémentaires de la montre. Montre à secondes. Jugement de cette montre.
10. BB. Montre à roue de rencontre, & ses détails.
10. CC. Vûe de la fusée & de la roue.
10. DD. Montre à réveil & ses détails. Montre à équation, à secondes concentriques, marquant les mois & leurs quantiemes.
10. EE. Montre à répétition avec échappement à cylindre, selon la construction de Graham.
10. FF. Vûe perspective de la chaussée & du limaçon.
10. GG. Montre à équation, répétition & secondes concentriques, d'un seul battement. Calibre ou plan d'une montre à équation allant un mois.
11. HH. Répétition de Julien Leroi. Répétition à la Stacden. Répétition de Sulli. Détails de ces machines.
12. II. Suspensions par ressorts, de Graham, de Renault. Outils. Bigorne. Tas. Grattoir. Resingues. Scie. Charnons. Lunette. Cuvette, &c.
13. KK. Suite des outils. Tour d'Horloger. Détail du tour.
14. LL. Suite des outils. Limes. Brunissoirs. Equarrissoirs. Alézoir. Fraizes. Outil à river. Poinçon. Forets, &c.
15. MM. Suite des outils. Compas. Outil à polir les faces des pignons. Huit de chiffre. Maître à-danser. Levier à égaliser la fusée.
16. NN. Suite des outils. Clé. Outil à polir les vis. Echantillon. Arbre excentrique. Bruxelles. Porte-aiguille. Arbre pour mettre les ressorts dans le barrillet. Estampe. Pointeau. Porte-huile. Crochet. Outil pour les engrenages. Presse à river. Outil pour retrouver la place d'un trou. Outil pour mettre de niveau les pivots.
17. OO. Suite des outils. Tenailles. Pincettes. Etaux. Filieres.
18. PP. Vûes différentes de l'outil à placer les ressorts. Machine pour mettre les roues droites en cage. Usage de cette machine.
18. QQ. Machine à tailler les fusées du sieur Regnault de Châlons.
18. RR. Machine à tailler les fusées du sieur le Lievre.
19. SS. Figures relatives à la forme des dentures des roues & des pignons.
20 TT. Machine à fendre de Sulli. Vûe perspective de cette machine.
21. VV. Plan général de la machine.
22. XX. Profil général de la machine.
23. YY. Profil de la largeur de la machine, & divers développemens.
24. ZZ. Vûe perspective de la machine à fendre du sieur Hulot.
25. AAA. Profil de la machine à fendre.
26. BBB. Vûe perspective de la machine à fendre, & développement de ses parties.
27. CCC. Vûe perspective d'un carillon à quinze timbres. Rouage qui le meut.
28. DDD. Pieces de détail du carillon, & vûe de cette machine du côté opposé au rouage. Plan du rouage. Fausse plaques & détentes.
29. EEE. Description d'un pyrometre pour les expériences sur la dilatabilité des métaux.
SECONDE SECTION. Premiere Partie. Machine à tailler les limes, & à arrondir les dentures.
1. a. Différentes vûes & détails de la machine à tailler les limes.
2. b. Manche de l'outil, & suite de détails de la même machine.
3. c. L'outil recouvert de son manche, & suite des détails.
4. d. Le même outil monté & vû en-dessous.
5. e. Suite de la même matiere.
Seconde Partie. Machine à évaluer les frottemens.
1. A. f. La machine vûe en-dessus. Boussole.
2. A. g. La même machine vûe de profil, avec son méchanisme de face. Arbres. Ressorts spiraux.
3. A. h. Vûe de profil du méchanisme de cette machine. Balancier plein. Globe plein. Coquille mobile du pié.
4. A. i. Vûe perspective de la machine. Miroir M I. Balanciers.
5. A. K. La machine vûe en-dessous. Compas pour le diametre des pivots.
Troisieme Partie.
1. B. l. Outil à égalir les roues de rencontre & les roues de cylindre, vû par-dessus. Développemens de cet outil.
2. B. m. Le même outil vû par-dessous, & suite de ses développemens.
3. B. n. L'outil vû par-devant. Autres détails.
Nous réitérons l'avertissement que nous avons déjà donné dans un des volumes précédens, que l'explication des Planches, & la description de l'Art, sont deux objets fort différens. L'explication de la Planche est une nomenclature plus ou moins détaillée, relative à la Planche même qu on a sous les yeux; la description de l'Art est le fond & le détail de ses différentes opérations, ce qui le concerne proprement & le constitue, deux choses qui ne sont pas toujours de la même personne. Par exemple, on trouvera à l'article Grosses forges, la description de l'Art qui est de M. Bouchu, & dans ce Volume l'explication des Planches de Grosses forges, qui est de M. Goussier; au lieu que l'article Glacerie qu'on peut voir dans le Dictionnaire sous le mot Verrerie, & les explications qui sont ici à la tête des Planches de la Manufacture des glaces, sont également de M. Alut le fils. On lira dans dans les Volumes de discours, à la fin de la description de chaque Art, le nom de celui à qui nous la devons; & pour faire honneur à chacun de son travail, nous allons annoncer ceux qui nous ont fourni des explications de Planches. Les explications des Planches de l'Ebénisterie-Marqueterie, de la Fayancerie, du Ferblantier, du Fleuriste artificiel, du Formier, du Foureur, du Fourbisseur, du Gainier, du Gantier, sont de M. Lucotte. Celles de l'Emailleur à la lampe & en perles fausses, de l'Eperonnier, de l'Evantailliste, du Travail du fil & de la laine, des Grosses forges, & de l'Horlogerie, sont de M. Goussier, qui a dessiné les Planches des Glaces coulées à la Manufacture de Rouelle, nous a déclaré tenir de M. Benard les plans, mesures, dimensions, manœuvres, & autres détails nécessaires à la confection de ces Planches, & a exigé expressément de nous que nous en fissions mention. J'ai expliqué les Planches & Arts qui ne sont point indiqués ci-dessus, & qui sont renfermés dans ce Volume; & j'ai revû le Volume entier. TABLE des Arts contenus dans cette troisieme Livraison.
EBENISTERIE-MARQUETERIE.
Attelier. Manœuvres. Outils & ouvrages.
EMAILLEUR à la lampe. EMAILLEUR en fausses perles. PEINTURE en émail.
Attelier. Manœuvres. Outils & ouvrages. Lampe de l'Emailleur. Fourneau du Peintre en émail.
EPERONNIER.
Boutique. Travail. Outils. Ouvrages. De la forge. De la lime. De l'étamage. Mors de chevaux de selle, de chevaux de carrosse, de chevaux de trait, à la françoise, à la turque, à l'angloise. Eperons. Molettes. Etriers.
EPINGLIER.
Boutiques. Manœuvres & outils.
ESCRIME.
Toute la théorie & la pratique de cet Art, d'après l'excellent Traité de M. Angelo.
EVANTAILLISTE.
Boutique. Travail. Outils & Ouvrages. Collage & préparation des papiers. Peinture. Monture.
FAYENCERIE.
Manufacture. Bâtimens. Outils & ouvrages. Outils à remuer & passer la terre. Tours & ses détails. Moules. Gazettes. Echappades. Four. Plan & élévation du four. Plan & élévation de la fournette. Moulin.
FERBLANTIER.
Boutique. Travail. Outils & ouvrages.
FIL ET LAINE.
Rouet à pié & à main. Devidoirs. Rouet. Moulin quarré. Moulin rond. Moulin ovale.
FLEURISTE ARTIFICIEL.
Attelier. Travail. Outils & ouvrages.
GROSSES FORGES ou ART DU FER.
Exploitation des différentes mines. Calcination. Lavage. Lavoirs. Patouillets. Egrapoirs. Bocard. Bocard composé. Fourneau à fer. Trompes du Dauphiné & du pays de Foix. Soufflets, détail du soufflet. Opérations. Charger le fourneau. Couler la gueuse. Vûes du fourneau. Fourneaux en marchandises. Moulage en terre. Moulage en sable. Opérations & outils de ce moulage. Coulage à la pôche. Moulage des tuyaux de conduite. De la forge à deux feux. Chaufferie. Opérations. Refouler le renard. Cingler le renard. Forger ou étirer l'encrénée. Parer une maquette. Fenderie de deux especes. Vûe du fourneau de fenderie, des espatards & des taillans. Attelier du bottelage. Laminoirs d'Eslone, avec leurs détails. Fenderie à double harnois, &c.
FORMIER.
Boutique. Travail. Outils & ouvrages.
FOURBISSEUR.
Attelier. Travail. Outils & ouvrages. Armes anciennes. Armes modernes. Machine à fourbir.
FOUREUR.
Boutique. Travail. Outils & ouvrages.
GAINIER.
Boutique. Travail. Outils & ouvrages.
GANTIER.
Boutique. Travail. Outils & ouvrages.
CLACERIE ou MANUFACTURE de Glaces coulées & de Glaces soufflées.
Bâtimens. Opérations. Poli. Machine de Saint-Yldesonse.
HORLOGERIE.
Attelier. Travail. Outils & Ouvrages. Réveil. Horloge horisontale. Pendule à ressort, à secondes, à échappemens. Pendule à quarts & à répétition. Pendule d'équation. Montres à roue de rencontre, à cylindre, à équation, répétition, secondes. Machine à tailler les fusées, à fendre. Carillon. Pyrometre. Machine à tailler les limes, & arrondir les dentures. Machine à apprétier les frottemens. Outil à égalir les roues de rencontre, &c.
ARTS & autres matieres renvoyées aux Volumes suivans.
en statue équestre.
des canons.
FONDERIE des cloches.
en sable.
du plomb à giboyer.
en cuivre.
en bois.
en maniere noire.
en maniere de crayon.
GRAVURE. en pierres fines.
en cachets.
en médailles.
en géographie.
en musique.
en lettres.
GAZIER. HISTOIRE NATURELLE.
Regnes végétal, animal, minéral.
Toutes ces matieres sont prêtes. On peut en voir les Desseins & les Planches chez les Libraires associés. On ne les a renvoyées aux Volumes suivans, que parce que le nombre de Planches qu'elles fournissoient ne quadroit point avec celui qu'on avoit à publier, pour remplir le premier engagement qu'on a pris avec le Public.MEssieurs les Libraires associés à l’Encyclopédie ayant demandé à l’Académie des Commissaires pour vérifier le nombre des Desseins & Gravures concernant les Arts & Métiers qu’ils se proposent de publier: Nous Commissaires soussignés, certifions avoir vû, examiné & vérifié toutes les Planches & Desseins mentionnés au présent Etat montant au nombre de six cens sur cent trente Arts, dans lesquelles nous n’avons rien reconnu qui ait été copié d’après les Planches de M. de Réaumur. En foi de quoi nous avons signé le présent Certificat. A Paris, ce 16 Janvier 1760. De Parcieux. Noblet. Morand. De La Lande.
J’AI examiné par ordre de Monseigneur le Vice-Chancelier, deux cens quatre-vingt-dix-huit Planches gravées de grandeur d’in-folio ordinaire, avec leurs Explications; le tout composant la troisieme Livraison du Recueil général des Planches sur les Sciences, Arts & Métiers, toutes gravées d’après des Desseins originaux que j’ai vûs & comparés. Non seulement je n’y ai rien trouvé qui doive en empêcher la Publication, mais tout fait desirer de voir bientôt completer cette grande & savante Collection. A Paris, ce 17 Octobre 1765. De Parcieux.
LOUIS, par la grace de Dieu, Roi de France et de Navarre. A nos amés & féaux Conseillers, les gens tenans nos Cours de Parlement, Maîtres des Requêtes ordinaires de notre Hôtel, Grand-Conseil, Prevôt de Paris, Baillifs, Sénéchaux, leurs Lieutenans Civils, & autres nos Justiciers qu’il appartiendra, Salut. Notre amé André-François Le Breton, notre Imprimeur ordinaire & Libraire à Paris, Nous a fait exposer qu’il desireroit faire imprimer & donner au Public un Ouvrage qui a pour titre, Recueil de mille Planches gravées en taille-douce sur les Sciences, les Arts libéraux & les Arts méchaniques, avec les Explications des figures, en quatre volumes in-folio, s’il nous plaisoit lui accorder nos Lettres de Privilege pour ce nécessaires. A ces causes, voulant favorablement traiter l’Exposant, Nous lui avons permis & permettons par ces Présentes, de faire imprimer ledit Ouvrage autant de fois que bon lui semblera, & de le vendre, faire vendre & débiter par tout notre Royaume, pendant le tems de quinze années consécutives, à compter du jour de la date des Présentes. Faisons défenses à tous Imprimeurs, Libraires, & autres Personnes, de quelque qualité & condition qu’elles soient, d’en introduire d’impression étrangere dans aucun lieu de notre obéissance; comme aussi d’imprimer ou faire imprimer, vendre, faire vendre, débiter ni contrefaire ledit Ouvrage, ni d’en faire aucun extrait, sous quelque prétexte que ce puisse être, sans la permission expresse & par écrit dudit Exposant, ou de ceux qui auront droit de lui, à peine de confiscation des Exemplaires contrefaits, de trois mille livres d’amende contre chacun des contrevenans, dont un tiers à Nous, un tiers à l’Hôtel-Dieu de Paris, & l’autre tiers audit Exposant, ou à celui qui aura droit de lui, & de tous dépens, dommages & intérêts; à la charge que ces Présentes seront enregistrées tout-au-long sur le Registre de la Communauté des Imprimeurs & Libraires de Paris, dans trois mois de la date d’icelles; que l’impression dudit Ouvrage sera faite dans notre Royaume, & non ailleurs, en bon papier & beaux caracteres, conformément à la feuille imprimée attachée pour modele sous le contre-scel des Présentes; que l’Impétrant se conformera entout aux Réglemens de la Librairie, & notamment à celui du 10 Avril 1725; qu’avant de l’exposer en vente, le manuscrit qui aura servi de copie à l’impression dudit Ouvrage sera remis dans le même état où l’Approbation y aura été donnée, ès mains de notre très-cher & féal Chevalier, Chancelier de France, le Sieur de Lamoignon, & qu’il en sera ensuite remis deux Exemplaires dans notre Bibliotheque publique, un dans celle de notre Château du Louvre, & un dans celle de notredit très-cher & féal Chevalier, Chancelier de France, le Sieur de Lamoignon: le tout à peine de nullité des Présentes. Du contenu desquelles vous mandons & enjoignons de faire jouir ledit Exposant & ses ayans cause pleinement & paisiblement, sans souffrir qu’il leur soit fait aucun trouble ou empêchement; Voulons que la copie des Présentes, qui sera imprimée tout-au-long au commencement ou à la fin dudit Ouvrage, soit tenue pour duement signifiée; & qu’aux copies collationnées par l’un de nos amés & féaux Conseillers-Secrétaires, foi soit ajoutée comme à l’original. Commandons au premier notre Huissier ou Sergent sur ce requis, de faire pour l’exécution d’icelles tous actes requis & nécessaires, sans demander autre permission, & nonobstant clameur de Haro, Charte Normande, & Lettres à ce contraires: Car tel est notre plaisir. Donné à Versailles le huitieme jour du mois de Septembre, l’an de grace mil sept cent cinquante-neuf, & de notre regne le quarante-cinquieme. Par le Roi en son Conseil. LE BEGUE.
Registré sur le Registre XV. de la Chambre Royale & Syndicale des Libraires & Imprimeurs de Paris, ensemble la cession faite par le sieur Le Breton à ses Confreres associés, N°. 3125, conformément au Réglement de 1723. A Paris, ce 18 Septembre 1759.
Saugrain, Syndic.RECUEIL
DE PLANCHES,
SUR
LES SCIENCES,
LES ARTS LIBÉRAUX,
ET
LES ARTS MÉCHANIQUES,
AVEC LEUR EXPLICATION.
PLANCHE Iere.
LA vignette de la premiere Planche représente un attelier de marqueterie composé d'établis a a, commodes b, secrétaires c, armoire en bibliotheque d, étaux ou âne e, presse f, auprès de laquelle sont deux hommes occupés à refendre, tandis qu'un autre g, corroye du bois.
Fig. 1. Une commode de marqueterie dont A A sont les tiroirs, & la fig. 2. en est le plan.
3. Une autre commode de marqueterie d'un autre genre: A A en sont les tiroirs, & la fig. 4. en est le plan.
PLANCHE II.
5. Autre commode de marqueterie; A A en sont les tiroirs, & la fig. 6. en est le plan.
7. Elévation d'une armoire en noyer; A A en sont les portes, B B les pilastres, & C C leurs cadres.
8. Un bas-d'armoire dont A A sont les portes, ornées de marqueterie, & B B des pilastres, & la fig. 9. en est le plan.
10. Élévation d'un chassis d'écran dont la fig. 11. est le plan, A A en sont les traverses, B B les montans, & C C les piés.
PLANCHE III.
12. Élévation d'une table de nuit dont la fig. 13. est le plan. A est une tablette inférieure, B une autre tablette supérieure, & C C les piés.
14. Une petite table appellée chiffonniere dont la fig. 15. est le plan, A A en sont les piés, B B B les tiroirs, & C le dessus.
16. Une bibliotheque dont A A sont les portes treillagées, B la base & C la corniche.
17. Autre bibliotheque avec lambris d'appuis, dont A A A sont les portes treillagées, B la base & C la corniche.
PLANCHE IV.
18. Un secrétaire dont la fig. 19. est le plan; A A sont des tiroirs extérieurs, B B B des tiroirs intérieurs, C C C des tablettes, D un coffre-fort, E une table, & F F les piés.
20. Un secrétaire en armoire, ornée de fruits & de fleurs en marqueterie; A en est la tablette, & B B les portes d'une armoire inférieure.
21. Un bureau simple, dont la fig 22. est le plan; A A A en sont les tiroirs, B B le dessus & C C les piés.
23. Autre bureau de marqueterie plus riche que le précédent, dont la fig. 24. est le plan. A A &c. sont des pilastres, B B des tiroirs, C C des armoires, D une grande armoire contenant un coffre-fort, & E le dessus.
25. Plan d'une écritoire en forme de boîte dont la fig. 26. est l'élévation intérieure.
27. Plan d'une autre écritoire en forme de pupître dont la fig. 28. est l'élévation intérieure.
PLANCHE V.
29. Élévation d'un serre-papier.
30. Élévation d'un coin de marqueterie, dont la fig. 31. est le plan.
32. Élévation d'une petite bibliotheque: la fig. 33. en est le plan.
34. Élévation d'une table à jouer dont la fig. 35. est le plan. A est le chassis, B un petit tiroir, C le dessus & D D les piés.
36. Élévation d'une table de toilette dont la fig. 37. est le plan. A A sont des tiroirs, B B des coffres, C une tablette, D le dessus, & E E les piés.
38. Élévation d'un coffre-fort dont A A sont les bandes de cuivre.
39. Élévation intérieure, & fig. 40. plan d'une cave à tabac.
41. Plan intérieur d'un nécessaire.
42. Plan intérieur d'un trictrac; A A en sont les charnieres.
43. Plan d'un damier.
44. Élévation d'un guéridon. A en est la tablette, B la charniere, C la tige, D les piés, E un arc-de-cercle, F piece de bois portant une vis, & G la tige d'un écran.
45. Élévation d'un pupître de musique. A A sont des chassis obliques, B une piece de bois qui les tient, C un chassis croisé horisontal, D une tige, E un pié croisé, F boucle de crémaillere. PLANCHE VI.
46. Élévation d'un piédestal de marqueterie dont le plan est quarré, avec avant-corps au milieu.
47. Élévation d'un piédestal en forme de piédouche, aussi quarré par son plan.
48. Élévation d'un autre piédestal de marqueterie, en forme de balustre circulaire par son plan.
49. & 50. Piédouches saillans, ornés de marqueterie.
51. & 52. Consoles de marqueterie, dont la derniere termine l'extrémité supérieure d'un pilastre.
53. & 54. Escablons ou gaînes ornées de marqueterie.
55. & 56. Boîtes de pendules, avec leurs piés de marqueterie en cuivre ou en étain.
57. Boîte de pendule à secondes, ornée de marqueterie & de filets en cuivre ou en étain.
PLANCHE VII.
58. & 59. Plans de parquets de marqueterie.
60. Un lambris de marqueterie. A A sont les pilastres de hauteur, B B les entrepilastres de hauteur, C C les pilastres d'appui, D D les entrepilastres d'appui, E E la corniche, F F le gorgerin, G G l'astragale, I I la cimaise, K K la plinthe, & L L les chapiteaux des pilastres.
PLANCHE VIII.
61. 62. & 63. Compartimens de marqueterie en étain ou en cuivre. A A, &c. sont les parties de cuivre ou d'étain qui tiennent lieu de fond; & B B, &c. les parties de bois, écaille ou ivoire, qui à leur tour tiennent lieu de fond.
PLANCHE IX. Des Outils.
Fig. 64. Outil à ondes. A A en est la boîte, B B les treteaux, C leur traverse, D la roue dentée, E la manivelle, F la crémaillere, G la travée, H la piece de bois que l'on travaille, I l'outil de fer aceré, K la presse, L L les vis, M le plateau ou sommier inférieur, N la vis, O le plateau ou sommier supérieur, P P les jumelles ou montans.
65. Étau ou âne dont A est la jumelle dormante, B la jumelle mouvante, C bout de l'arc-boutant, D arc-boutant, E corde ou chaîne, F pédale, G table, H H sommiers du chassis, I I montans, K K traverses, & L L planches.
66. Ane ou étau différent; A est la jumelle dormante, B la jumelle mouvante, C l'arc-boutant, D la crémaillere, E une chaîne ou corde, F la pédale, G G, &c. piés de la table, H table.
67. Autre âne composé presque des mêmes pieces que le précédent.
68. Une presse arrêtée à un établi. A est l'établi, B B, &c. les piés, C C leurs traverses, D D les vis de la presse, E E leurs écroux, F la piece de bois qui presse.
69. Autre presse arrêtée au plancher. A est le plancher, B B les montans, C C leurs arc-boutans, D D le sommier, E la piece de bois qui presse, F F les vis, G G les manivelles, en forme de levier, & H une piece de bois prête à être refendue.
70. Établi portant en A un valet, B B le dessus de l'établi, C C, &c. les piés, D D, &c. les traverses, E une petite planche retenant les outils, F les outils, G un trou quarré, percé dans l'établi, H un tampon, un crochet, & K un arrête-bois cloué sur l'établi.
PLANCHE X.
Fig. 71. Scie à refendre. A A, B B, D E sont la monture de la scie, dont A A sont les montans, B B les traverses, C le fer de la scie, D une coulisse, E une autre coulisse garnie de sa clavette F.
72. Une scie à débiter; A en est le fer, & BCDEFG la monture.
73. Une scie tournante; B B en sont les tourets.
74. Une scie à tenon.
75. Une scie de marqueterie. A en est le fer, B une petite moufle à vis, à écrou, C le manche, D D un chassis ou monture de fer, & E une autre moufle à vis, avec écrou à oreille.
76. Une scie à main, ou égoine.
77. Un maillet de bois.
78. & 79. Marteaux à plaquer, dont A B, A B sont les fers, & C C les manches.
80. Une équerre à onglet ou triangle anglé; A en est l'épaulément.
81. Une sauterelle ou fausse équerre.
82. Une équerre; A en est l'assemblage.
83. Autre équerre; A est une branche plus épaisse que celle B, dont C est l'assemblage.
84. Une pointe à tracer. A en est la pointe, & B le manche.
85. Un petit compas.
86. Un vilbrequin. A en est la manivelle, B le manche tournant, C le trou quarré, & D le tasseau qui tient la meche.
87. Une meche. A en est la tête, & B le bout percant.
88. 89. & 90. Fraisoirs; A A A sont les fraises, & B B B leur tête.
91. Un marteau dont A B est la tête, & C le manche.
92. Une paire de tenailles ou triquoises. A A en sont les branches, B B les mors, & C la charniere.
PLANCHE XI.
93. Un compas en verge. A A en est la tige & B B les coulisses.
94. Un sergent. A en est la tige, B le coude, C le crochet denté, D la coulisse, E la vis, & F le bout renforci de la tige.
95. Une varelope dont A est le manche, & B le crochet par où on la pousse.
96. Un rabot.
97. Une demi-varelope.
98. Un feuilleret.
99. Un guillaume.
100. Un rabot armé de fer.
101. Un couteau à trancher. A en est le fer, & B le manche.
102. Autre couteau à trancher, mais plus petit que le précédent.
103. Un fer crochu. A A en sont les coudes, & B B les tranchans acerés.
104. Un polissoir de joue.
105. & 106. Trusquins ou guileboquets. A A en sont la tige, B B les pointes à tracer, C C les planchettes & D D les clavettes.
107. Un fermoir. A en est le fer aceré, B la pointe, & C le manche.
108. Un ciseau; A en est le biseau aceré.
109. Un petit ciseau.
110. Un fort bec-d'âne.
111. Un petit bec-d'âne.
112. Une forte gouge, dont A est le fer.
113. Une petite gouge.
114. Une tariere dont A est le fer aceré, & B le manche.
115. Une petite presse. A A en est le chassis, B l'une des deux jumelles, & C la vis.
116. Un racloir. A en est le fer, & B la piece de bois servant de manche.
117. Un tourne-vis, dont A est le fer & B le manche.
118. Un tire-fond. A en est la vis acerée, & B l'anneau. Page:Encyclopedie Planches volume 3.djvu/13 Page:Encyclopedie Planches volume 3.djvu/14 Page:Encyclopedie Planches volume 3.djvu/15 Page:Encyclopedie Planches volume 3.djvu/16 Page:Encyclopedie Planches volume 3.djvu/17 Page:Encyclopedie Planches volume 3.djvu/18 Page:Encyclopedie Planches volume 3.djvu/19 Page:Encyclopedie Planches volume 3.djvu/20 Page:Encyclopedie Planches volume 3.djvu/21 Page:Encyclopedie Planches volume 3.djvu/22 Page:Encyclopedie Planches volume 3.djvu/23LA vignette représente l'intérieur d'une arriere-boutique ou d'un cabinet, dont tous les jours sont fermés par des rideaux, afin que l'émailleur puisse mieux voir la flamme de sa lampe. L'émailleur tient de la main gauche une piece d'ouvrage, montée au bout d'un chalumeau, dans la flamme de la lampe.
Bas de la Planche.
Fig. 1. Couteau d'acier dont se sert l'émailleur pour trancher les pieces d'émail & les séparer du tube qui a servi à les souffler.
2. Plan de la lampe de l'émailleur placée dans sa cuvette.
3. n. 1. Élévation perspective de la lampe, séparée de sa cuvette.
3. n. 2. Gouttiere placée dans la lampe, le long de laquelle la meche est couchée.
4. Cuvette de la lampe de l'émailleur.
5. Lampe de l'émailleur en perspective, & placée dans sa cuvette, avec le chalumeau qui lance obliquement la flamme.
PLANCHE II.
La vignette représente l'intérieur d'une chambre obscure, où plusieurs ouvriers travaillent à la lampe.
Fig. 1. L'émailleur qui tient la girasolle pour la réduire en plus petits tubes, & en faire ensuite des perles.
2. Émailleur qui souffle la girasolle.
3. Ouvriere qui borde la perle du côté qu'elle a été séparée du tube.
4. Ouvrier qui fait du fil de verre.
5. Ouvriere qui tourne le rouet, sur lequel le fil se dévide.
Bas de la Planche.
6. Table de l'émailleur, vue par-dessous pour montrer les rainures ou porte-vents qui distribuent le vent du soufflet aux quatre lampes.
7. Table d'émailleur en perspective, vue du côté de la marche ou pédale qui communique le mouvement au soufflet.
8. Coupe transversale de la table par le milieu de sa longueur.
PLANCHE III.
Continuation du travail des perles fausses.
Vignette.
Fig. 1. Ouvriere qui écaille le poisson nommé ablette, dont l'écaille sert à colorer les perles.
2. Ouvriere qui suce avec un chalumeau de verre la liqueur, dans laquelle l'écaille de l'ablette est dissoute.
3. Ouvriere qui introduit en soufflant dans le chalumeau une goutte de cette liqueur dans la girasolle ou perle fausse, qu'elle jette ensuite dans la corbeille qui est placée dans le sasseau qui est sur la table.
4. Ouvriere qui attache les perles sur un bâton ou regle enduite de cire, pour les remplir de cire en les plongeant dans la terrine qui est devant elle.
5. Ouvriere qui cartonne, c'est-à-dire qu'elle introduit un rouleau de papier dans la perle.
6. Ouvriere qui coupe le carton avec un couteau.
Bas de la Planche.
1. Perle ronde.
2. Perle ovale.
3. Bande de papier que l'on coupe suivant la direction des lignes ponctuées, pour former de chaque piece un carton.
4. Carton entierement roulé, prêt à entrer dans une perle.
5. Carton roulé en partie sur une aiguille.
6. Perle ronde, prête à recevoir le carton qui est à côté.
7. Perle ronde, enfilée sur le carton.
8. Perle dont le carton a déjà été coupé d'un côté.
9. Regle sur laquelle les perles sont collées, pour pouvoir les plonger dans la terrine qui contient la cire fondue.
10. Sas ou tamis percé de trous pour assortir les perles.
11. Établi des fig. 2. & ;. de la vignette, représenté plus en grand, pour que l'on puisse discerner les différentes parties du sasseau ou berceau qui est posé dessus, & auquel l'ouvriere, fig. 3. communique le mouvement par la marche sur laquelle elle pose le pié.
De la peinture en émail. PLANCHE Iere
LA vignette représente un cabinet.
Fig. 1. Le peintre occupé à colorer un morceau d'émail.
2. Émailleur qui passe la piece au feu après qu'elle est peinte.
Bas de la Planche.
Fig. 1. Porte du chapiteau du fourneau.
2. Moufle qui se place dans le fourneau, & sous laquelle on fait fondre les émaux, vue du côté de l'ouverture.
3. Élévation latérale extérieure de la moufle.
4. Élévation de la partie extérieure de la moufle.
5. Élévation géométrale du devant du fourneau.
6. Coupe verticale du corps du fourneau & du dôme qui le ferme par un plan passant par le milieu des portes.
7. Coupe verticale du fourneau par un plan parallele à la face que la fig. 5. représente.
8. Plan du rez-de-chaussée du fourneau.
9. Coupe horisontale du fourneau, au niveau de l'âtre.
10. Plan du chapiteau du fourneau.
11. Tôle percée de trous, sur les bords relevés de laquelle on pose les plaques émaillées pour les faire sécher & les passer au feu.
12. Une des boîtes qui contiennent les émaux en poudre.
13. & 14. Deux morceaux de glace qui servent, l'un de molette, & l'autre de pierre à broyer.
15. Pilon d'agate.
16. Mortier qui est aussi d'agate.
17. Fil-de-fer que l'on pose liorisontalement en-travers de la chauffrette, & sur lequel on met les plaques pour les faire sécher.
18. Chauffrette: elle n'a rien de particulier.
19. Pain d'émail.
20. Spatule vue en plan & en profil.
21. Chevalet.
22. Pinceaux de différentes grosseurs.
23. Couteau à couleur.
24. Pierre à user l'émail.
25. Releve-moustache, ou pinces pour porter les pieces émaillées dans le fourneau. Page:Encyclopedie Planches volume 3.djvu/25 Page:Encyclopedie Planches volume 3.djvu/26 Page:Encyclopedie Planches volume 3.djvu/27 Page:Encyclopedie Planches volume 3.djvu/28 Page:Encyclopedie Planches volume 3.djvu/29 EPERONNIER, Contenant seize Planches.
PLANCHE Iere.
LA vignette représente l’intérieur d’une boutique d’éperonnier.
De la Forge.
Les outils de la forge sont, outre la forge & son soufflet, une enclume à deux bigornes, l’une ronde du côté de la main, & l’autre quarrée du côté opposé; une bigorne ordinaire; des tenailles croches, plates & à canon; des marteaux d’enlevure, d’autres à panne; un marteau pour emboutir les fonceaux; des poinçons de différentes grosseurs; une tranche; un mandrin; un emboutissoir, & son étampe; un suage.
En général, pour enlever les pieces, on prend du fer de Berry, quarré, d’un pouce de gros, que l’on étire à la grosseur convenable. On enleve la partie qui doit former le banquet sur le bord de l’enclume, en laissant porter cette partie à faux: on enleve bout-à-bout les deux branches du même mors que l’on sépare avec la tranche.
Après que les branches sont enlevées, on les forge pour leur donner la forme requise, ainsi qu’on peut voir dans les planches suivantes, qui contiennent les meilleurs modeles en usage à-présent. Pour donc forger la branche, on commence ayant rechauffé, par ouvrir l’arc du banquet avec un poinçon, dont la pointe tronquée a trois ou quatre lignes de diametre. On forme la broche & l’arc du banquet en bigornant. On forge ensuite l’œil que l’on panne & qu’on aggrandit sur la bigorne. On étire ensuite la soie; on perce le trou du touret de bas de branche; on étire la gargouille; on la soude après l’avoir pliée; on perce le trou du bas de branche qui doit servir à attacher la bossette.
Pour forger l’embouchure, on étire le ser à plat, plus étroit au milieu que par les extrémités; on commence à le tourner sur le suage, & on acheve de l’arrondir sur le mandrin.
Pour forger les fonseaux, on étire une partie ronde, que l’on estampe avec le marteaux à emboutir.
De la Lime.
Il faut contrepercer tous les trous, ensuite dresser les branches sur la ligne; après on évide le bas de la branche, & on en lime le corps aussi-bien que l’arc du banquet; on finit par l’œil dont on évuide l’intérieur.
Pour monter les branches, il faut fendre diamétralement les extrémités de l’embouchure avec un ciseau & réparer avec une lime à fendre pour pouvoir y loger la broche de la branche, que l’on y fait tenir en rabattant avec un ciseau & un mattoir les parties des fentes sur la branches. On refend ensuite l’embouchure à angles droits avec une lime pour recevoir deux des quatre tenons ou rivets du fonceau, que l’on lime en y laissant un biseau vif qui doit en rivant être recouvert par le bord du canon de l’embouchure, que l’on lime par-tout aussi-bien que les fonceaux qu’on enduit d’huile de navette pour empêcher la rouille & donner pié à l’étamage.
De l’étamage des mors.
Les ouvrages étant huilés, comme il vient d’être dit, ou reblanchis à la lime, si ce sont de vieux ouvrages, ensuite huilés, on les poix-résine, c’est-à-dire qu’on les saupoudre de poix-résine pilée, mêlée avec du sel ammoniac en poudre. On trempe les mors dans le bain d’étain fondu au degré de chaleur qui lui donne la couleur jaune; on les retire, & on les secoue au bout d’un crochet de fer, en frappant avec un bâton pour faire tomber les gouttes d’étain superflues.
Fig. 1. Ouvrier occupé à huiler les ouvrages avec l’huile de navette contenue dans une terrine qui est devant lui: il se sert, pour appliquer l’huile, d’une patte de lievre.
2. Ouvrier ou petit apprentif occupé à poix-résiner les mors: il a devant lui une sebille de bois qui contient la poix-résine & le sel ammoniac: de la main droite il tient une spatule ou petite pelle avec laquelle il répand la poudre sur les ouvrages: à sa gauche sont des mors huilés par l’ouvrier, fig. 1. & à sa droite sont les mors poix-résinés à portée de l’étameur.
3. L’étameur: il prend les mors poix-résinés avec des tenailles: il les plonge dans le bain d’étain, où il les retourne de tems en tems: il les donne ensuite à l’ouvrier, fig. 4, qu’on nomme secoueur.
4. Le secoueur ayant reçu le mors étamé sur le bout de son crochet de fer, qu’il tient de la main gauche appuyé sur le genou, tenant de la main droite un bâton, frappe dessous le crochet auquel le mors est suspendu, ce qui en fait tomber des gouttes d’étain lesquelles sont reçues dans une plaque de tôle dont les bords sont retroussés: c’est aussi dans cette espece d’auge de tôle que l’étameur rejette les crasses de sa chaudiere d’étain, chaque fois qu’il l’écume.
Au-dessus de l’appui de la boutique on voit la barre qui sert d’étalage, à laquelle plusieurs mors sont suspendus.
Bas de la Planche.
Fig. 1. Étau: l’étau des éperonniers differe des étaux des autres artisans, en ce que les mâchoires sont beaucoup plus élevées au-dessus de la boîte, & que les mors de l’étau sont plus courts, n’ayant tout-au-plus que trois pouces de long. Ils sont élevés de six pouces au-dessus du nud supérieur de la boîte.
2. Crochet de fer & bâton du secoueur.
3. Tourne-à-gauche.
4. Tenailles plates.
5. Tenailles à canon, dont une des parties est ronde & un peu conique, pour être introduite dans le canon des embouchures.
6. Tenailles croches: les Serruriers en ont de semblables.
7. Attaches-bossettes de différentes formes.
8. Fourneau de l’étameur.
9. Chaudiere de fer battu qui se monte sur le fourneau.
PLANCHE II.
La vignette représente l'intérieur de la même boutique, & plusieurs opérations relatives à cet art.
Fig. 1. Ouvrier qui rive un fonceau au bout d'une embouchure en se servant d'un mattoir ou d'un ciselet.
2. Ouvrier qui polit un mors; le bois du polissoir est saisi par l'étau. Il tient de la main droite le manche du polissoir, & de la main gauche le mors qu'il présente sur le bois du polissoir, du sens convenable pour former.
3. Forgeur ou ouvrier qui fait recuire les gourmettes pour les étamer de nouveau.
Pour étamer à blanc les gourmettes, on les fait rougir au charbon de terre; & sortant de la forge, on secoue les gourmettes contre le billot de l'enclume pour en faire détacher les écailles: on les jette ensuite dans le baquet plein d'eau qui est au-devant de la seconde forge: ensuite on les met dans le moulin de la fig. 4. qui est un tonneau ou quarteau enarbré sur un axe, dont une des extrémités est tournée en manivelle. On tourne le moulin, ce qui fait rouler les gourmettes & les décrasse entierement: cela fait on met les gourmettes dans une marmite de fer fondu, que l'on chauffe à la forge, & dans laquelle on met de l'étain & du sel ammoniac seul. On retourne, on fricasse les gourmettes, jusqu'à ce qu'elles aient pris l'étain par tout. De-là on les jette dans le baquet d'eau claire, d'où on les retire pour passer au moulin dans lequel on met du son: on le fait tourner, ce qui seche & éclaircit les gourmettes.
4. Tourneur de moulin, soit pour décaper, ou pour sécher & éclaircir les gourmettes.
5. Ouvrier qui fricasse les gourmettes dans la marmite de fer fondu chauffée dans laquelle on a mis de l'étain & du sel ammoniac.
Bas de la Planche.
Fig. 1. Polissoir avec son bois, vû du côté de l'ouvrier qui en fait usage; il n'y a d'acier trempé que le petit t qui est au milieu de l'arc.
2. Polissoir vû du côté opposé à l'ouvrier, pour laisser voir les petites entailles où se loge le crochet qui sert de charniere au polissoir.
3. Plan du bois du polissoir & des entailles dont il vient d'être parlé.
4. Moulin vû du côté de la porte par laquelle on introduit les gourmettes, avec quelques ferrailles pour éclaircir, ou les gourmettes avec du son pour secher & polir.
5. Marmite & tenailles de l'étameur.
6. Embouchure enlevée.
7. Fonceau & ses quatre rivets.
8. Emboutissoir.
9. Étampe.
10. Mandrin sur lequel on acheve d'arrondir les canons des embouchures.
11. Suage que l'on pose sur l'enclume, & sur lequel on commence à arrondir les canons des embouchures.
PLANCHE III. Pour les chevaux de selle
Fig. 1. Élévation du mors anglois du côté de la charniere.
2. Profil du mors anglois.
3. Une des deux branches du mors.
4. Les deux pieces qui composent l'embouchure.
5. Branche du côté du montoir.
6. Bridon anglois.
7. Bridon françois.
PLANCHE IV.
Fig. 1. Buade ou branche à pistolet.
2. Branche garnie de sa bossette.
3. Branche du côté du montoir dégarnie de bossette.
4. Branche à la connétable.
5. Branche garnie de sa bossette.
6. Branche du côté du montoir dégarnie de sa bossette.
PLANCHE V.
Fig. 1. Élévation du mors à la nestier; branche à tire-bouchon.
2. Branche garnie de sa bossette.
3. Buade du côté du montoir sans bossette.
4. Élévation du mors, dont la branche est à demi S, à tire-bouchon & à fleuron, embouchure gorge-de-pigeon.
5. Branche garnie de sa bossette.
6. Branche sans bossette.
PLANCHE VI.
Fig. 1. Élévation du mors à sous barbe & bas jarret: embouchure à gorge-brisée.
2. Branche garnie de sa bossette.
3. Branche du côté du montoir sans bossette.
4. Élévation du mors à S à fleuron, embouchure gorge-de pigeon d'une piece.
5. Branche garnie de sa bossette, laquelle est l'uniforme des mousquetaires.
6. Branche du côté du montoir sans bossette.
PLANCHE VII.
Fig. 1. Élévation du mors à la turque.
2. Profil du mors à la turque.
3. Élévation du mors à crochets brisés, à tire-bouchon en S.
4. Profil de la branche du côté du montoir.
PLANCHE VIII.
Fig. 1. Élévation du mors à tire-bouchon, à fleuron, embouchure à porte brisée, à charniere avec annelets.
2. Branche garnie de sa bossette.
3. Branche du côté du montoir sans bossette.
4. Élévation du mors dont la branche à genou, à tire-bouchon à S, embouchure à canon coupé, la liberté d'une piece.
5. Branche garnie de sa bossette.
6. Branche du côté du montoir sans bossette.
PLANCHE IX. Mors des chevaux de carrosse.
Fig. 1. Mors à sous-barbe, embouchure à tambour roulant, liberté à porte.
2. Branche de ce mors, vûe de profil.
3. Mors à S à fleuron, embouchure à talon.
4. Branche de ce mors, vûe de profil.
PLANCHE X.
Fig. 1. Mors à tire-bouchon à bas en-dessus, embouchure à canne.
2. Branche de ce mors, vûe de profil.
3. Autre branche du même mors, garnie de sa bossette.
4. Mors à branches droites à tire-bouchon; bas en pot-à-l'eau & double-banquet, embouchure, liberté basse.
5. Branche de ce mors, vûe de profil.
6. Autre branche du même mors garnie de sa bossette.
PLANCHE XI.
Fig. 1. Mors à S à tire-bouchon, avec œil de perdrix, embouchure à porte.
2. Branche du même mors, vûe de profil.
3. Autre branche du même mors garnie de sa bossette.
4. Mors à branches droites à tire-bouchon, embouchure à canne ronde.
5. Branche du même mors, vûe de profil.
6. Autre branche du même mors, garnie de sa bossette.
PLANCHE XII.
Fig. 1. Bridon de deux pieces à chaperon.
2. Bridon de trois pieces.
3. Mastigadour.
4. Cavesson de manege à charniere, avec pitons recourbés.
5. Cavesson, de trois pieces à pitons.
6. Cavessine.
PLANCHE XIII.
Fig. 1. Mors à demi S à piton, embouchure à canne montante.
2. Branche du même mors, vûe de profil.
3. Autre branche du même mors garnie de sa bossette.
4. Mors à piton, branche droite, embouchure à billot à liberté. 5. Branche du même mors, vûe de profil.
6. Autre branche du même mors garnie de sa bossette.
PLANCHE XIV.
Fig. 1. Billot: il y en a aussi de bois.
2. Filet à branches, garni de sa gourmette
3. Profil de la branche de ce mors.
4. Mors de chevaux de trait ou de poste.
5. Profil du mors précédent.
PLANCHE XV. Eperons, Mambrets, Manbrets, Manbrais, Molette.
Fig. 1. Éperon brisé à cinq pointes.
2. Éperon brisé à boutons, molette à cinq pointes.
3. Éperon brisé à grille.
4. Éperon à ressort.
5. Éperon à tous sens.
6. Éperon à rivet.
7. Éperon anglois, à molettes horisontales.
8. Éperon de bottes fortes.
9. Molette à cinq pointes.
10. Molette à cinq pointes en lancettes.
11. Molette à six pointes.
PLANCHE XVI. Etriers.
Fig. 1. Étrier à grille, modèle de chez le roi.
2. Étrier à grille à cœur.
3. Étrier à touret.
4. Étrier à l'angloise, planche à grille.
5. Étrier uni.
6. Étrier de poste à violon. Page:Encyclopedie Planches volume 3.djvu/33 Page:Encyclopedie Planches volume 3.djvu/34 Page:Encyclopedie Planches volume 3.djvu/35 Page:Encyclopedie Planches volume 3.djvu/36 Page:Encyclopedie Planches volume 3.djvu/37 Page:Encyclopedie Planches volume 3.djvu/38 Page:Encyclopedie Planches volume 3.djvu/39 Page:Encyclopedie Planches volume 3.djvu/40 Page:Encyclopedie Planches volume 3.djvu/41 Page:Encyclopedie Planches volume 3.djvu/42 Page:Encyclopedie Planches volume 3.djvu/43 Page:Encyclopedie Planches volume 3.djvu/44 Page:Encyclopedie Planches volume 3.djvu/45 Page:Encyclopedie Planches volume 3.djvu/46 Page:Encyclopedie Planches volume 3.djvu/47 Page:Encyclopedie Planches volume 3.djvu/48IL y a deux sortes d'épingles; l'une qui est faite avec du cuivre nommé laiton ou laton, & l'autre avec du fil-de-fer; la premiere est beaucoup plus utile & plus en usage que la derniere, & c'est de cette sorte d'épingle dont on va parler.
Le cuivre dont on fabrique ces épingles, se tire de Suede ou d'Allemagne en gros fil, que l'on réduit à Laigle à la grosseur dont on a besoin pour chaque sorte d'épingle, en le faisant passer par différens trous de filiere, au moyen d'une machine que l'on nomme buche à dégrossir, & d'une autre nommée bobille. On ne parlera point ici de la façon dont ces opérations se font, parce qu'il en a été fait une description particuliere.
On suppose donc le fil réduit à la grosseur convenable, & tel qu'il sort de dessus la bobille en paquets d'environ six pouces de diametre. On commence par dresser ce fil de la façon suivante.
Le dresseur prend un paquet de fil de laiton (Pl. II. fig. 2.) qu'il pose sur le tourniquet G, & dont il fait passer le bout entre les clous, & de la façon figurée par le plan de l'engin, (fig. 17. n. 2. Pl. II.) Il tient ce bout avec des tenailles ordinaires, & le tire en courant sur un espace d'environ cinq toises de longueur planchéié; il quitte ce bout & revient a l'engin où il coupe le fil, après quoi il recommence la même opération, & ce successivement jusqu'à la fin de la botte de fil.
Cette fonction paroît bien simple; & si cependant elle est la plus difficile à pratiquer de toutes les autres: tout l'art consiste à placer six clous sur une planche d'environ huit pouces de long sur six de large, (fig. 17. n. 2. Pl. II.) que l'on nomme engin, de telle sorte que l'espace du vuide entre les trois premiers soit exactement de l'épaisseur de chaque sorte de fil que l'on dresse en ligne droite, & que les autres clous puissent faire prendre au fil une certaine ligne courbe qui doit changer suivant les différentes grosseurs & premieres courbures de ce fil, & dont la construction seule donneroit bien de l'ouvrage aux théoriciens.
L'intervalle de ces clous doit aussi être différent pour chaque grosseur de fil; & la fig. 17. Pl. II. représente la grandeur au naturel & la position de ces six clous, telle qu'elle doit être pour dresser le fil propre à faire les épingles, n°. 10, dont l'espace est de deux pouces quatre lignes, celle pour les épingles du n°. 6. est de quatre pouces; & ainsi à proportion des autres grosseurs en augmentant d'une ligne au-dessus du n°. 10, & en diminuant d'autant au-dessous.
Les dresseurs mêmes, ouvriers qui sont journellement dans l'usage de poser ces clous, manquent souvent de le faire dans les proportions convenables, & pour lors le fil n'est pas parfaitement droit, ou est si courbe qu'ils sont obligés de recommencer l'opération; mais comme ces différens ouvriers travaillent tous à leur tâche, le fabriquant n'y perd rien.
L'on voit qu'il faut un engin différent pour chaque sorte de fil, à l'exception néanmoins que lorsque ce fil est un peu mou, un même engin peut servir à deux grosseurs peu différentes l'une de l'autre.
L'ouvrier peut dresser dix toises de longueur de fil par minute, gros ou menu, qui font six cens toises par heure; & comme il parcourt le double de cet espace pour revenir à l'engin, lorsqu'il a dressé un bout, il suit que ce dresseur parcourt douze cens toises ou une demi-lieue par heure.
Lorsqu'il y a une botte du poids d'environ vingt-cinq livres de dressé, l'ouvrier en prend le bout du côté de l'engin, sur lequel il frappe, pour que les bouts grands & petits, ne se surpassent pas les uns les autres, & il lie le tout avec un bout de fil de laiton; il attache ensuite à sa cuisse gauche proche le genou la chausse (fig. 21. n. 2. Pl. II.). Il s'assied à terre, ayant la jambe droite ployée de façon que le bout du pié soit sous sa cuisse gauche, ce qui donne une espece de ressort à son genouil & qui est nécessaire pour couper ce fil avec la force (fig. 12. Pl. II.) dont il met le bout du bras le plus long (& qui est plat, ainsi qu'il se voit au profil joignant) sous son jarret droit; ensuite il coupe ce fil de la longueur de trois ou quatre épingles, que l'on nomme tronçons, en mettant la cueillée ou poignée de fil, liée ainsi qu'il est dit ci-devant, sur la chausse (fig. 21. n. 12. Pl. II.), & la serrant avec la crosse de fer n entre les crampons r, s, de telle sorte qu'elle excede d'environ un pouce la longueur de trois ou quatre épingles auxquelles le fil est destiné. L'on met ensuite une boîte de fer (fig. 10. Pl. II. & n. 19. fig. 21.même Pl.) au bout de la cueuillée dont la longueur est ici de quatre pouces neuf lignes pour la longueur de trois épingles du n°. 20, ou de quatre du n°. 12, laquelle le dresseur tient bien ferme de la main gauche; & de la droite il coupe la cueuillée à environ quatre lignes de cette boîtée, pour suppléer à ce dont les épingles sont raccourcies en leur faisant la pointe, & ce avec la force susdite, en appuyant sur le bras le plus court. Il met cette partie coupée dans une sebille, & après avoir ôté la crossette n, fig. 21. n. 2. il recule le lien de la cueuillée, & l'avance sur la chausse en recommençant l'opération précédente jusqu'à son bout. Et pour cette dressée de cinq toises de longueur dans la boîte ci-devant dite de quatre pouces neuf lignes, l'ouvrier a employé vingt-deux minutes de tems, & ainsi des autres, proportionnément à la raison inverse de leur longueur.
Pour dresser le fil des différentes grosseurs & couper les tronçons, le dresseur a un sol de la douzaine d'épingles, composée de douze milliers, & il fournit le treizieme millier par-dessus le marché, pour les défectueuses.
Un ouvrier peut en faire de la sorte huit ou dix douzaines par jour, & gagner par conséquent huit ou dix sols.
L'engin, le tourniquet, & la table qui les porte, peuvent valoir 6 liv.
La chausse coûte 4 liv.
La force, que l'on nomme aussi ciseaux ou cisailles, coûte 3 liv. 10 s.
Et chaque boîte à couper les tronçons coûte 10 s.
Le dresseur remet ensuite ces tronçons à l'empointeur qui fait la pointe à chaque bout avec la meule représentée par la fig. 5. de la vignette, & la fig. 16. bas de la Pl. II. composée d'une grande roue de cinq piés & demie de diametre, dont les jantes sont recreusées d'un pouce en auget pour tenir la corde, laquelle roue a sa manivelle de treize pouces de longueur, & est portée sur deux poteaux de charpente, ainsi qu'il est figuré par le dessein. A seize de distance de milieu en milieu, est une espece de billot contenant dix-huit pouces en quarré par bas, quinze pouces par le haut, lequel est recreusé, ainsi qu'il se voit. Dans la fig. 16. est représentée la meule dessinée plus en grand au-dessous, laquelle est de fer trempé, & a six pouces de diametre sur un pouce huit lignes d'épaisseur, avec un œil de deux pouces neuf lignes dans le milieu. La surface de cette meule est taillée un peu obliquement. Dans l'œil l'on place une espece de couronne de bois ou tampon quarré en dedans pour y placer le fuseau d'acier de huit pouces dix lignes de long & sept lignes de gros en quarré portant à deux pouces deux lignes de l’un des bouts, la petite roue ou noix, de huit lignes de diametre dans le milieu sur quatorze lignes de large.
Il est essentiel que la meule soit bien en équilibre autour du fuseau; & pour l’y placer, l’on observe de faire l’œil du tampon de bois d’environ cinq lignes de diametre de plus que la grosseur du fuseau qui doit y être placé, & d’en garnir l’intervalle avec des cartes dont on remet ou on ajoute une suffisante quantité jusqu’à ce qu’ayant fait tourner le tout obliquement, en appuyant le bout du fuseau contre un endroit fixe, & tenant l’autre bout avec la main, on s’apperçoive que la meule continue de tourner sur son axe du côté où elle a été mise en mouvement, sans retrograder de l’autre côté. Les ouvriers emploient qnelquefois beau-coup de tems à cette opération, & l’on connoîtra ci-après qu’il est très-nécessaire d’observer cet équilibre.
On pose ensuite l’axe & la meule dans la situation représentée par la fig. 1. Pl. II. contre deux morceaux de bois, que l’on avance ou recule autant qu’il est nécessaire, après quoi on les arrête fixement au moyen des coins de bois.
La corde qui fait tourner cette meule, est de peau de mouton, & elle passe sur la grande roue & sur la petite fixée au fuseau ou essieu, auquel la meule étant arrêtée fixement, elle doit tourner avec le fuseau.
Audevant de l’ouverture du billot (fig. 5. & 6. vign. Pl. II.) & de la meule, est un petit chassis d’un carreau de verre, & qui sert à empêcher que les parties de cuivre qui se détachent de l’épingle en faisant la pointe, & qui sont renvoyées avec vîtesse de tous côtés par la meule, ne sautent aux yeux de l’empointeur.
Au bas de la fig. 1. Pl. II. est une plaque de tôle ou fer blanc, nommé aperçoir, & qui est attaché fixement avec un clou à chaque coin, dont l’usage sera expliqué ci après.
La roue à empointer, compris le billot & la corde, coûte 36 liv.
Le fuseau d’acier pour porter la meule, pese deux livres & coûte 3 liv.
La meule pese quinze livres, & coûte 6 liv. à raison de 8 sols la livre.
Lorsque les hacheures ou retailles de la roue sont usées, il en coûte 8 sols pour les refaire; mais auparavant cette meule peut empointer environ trente douzaines de milliers d’épingles.
Pour faire la pointe aux épingles, nous avons dit précédemment, que le dresseur remet à l’empointeur les tronçons de la longueur de trois ou quatre épingles suivant leur sorte; celui-ci met le tout dans une sebille, & s’assied sur un coussin les jambes croisées; il prend une pincée d’environ vingt-cinq tronçons de grosses épingles, ou quarante de petites, ce qu’il nomme tenaillee qu’il tient avec le pouce de l’index de chaque main; après quoi il pose cette tenaillée contre l’aperçoir pour égaler les pointes, & dans cette situation il présente sa tenaillée contre la meule qui est mise en mouvement par le tourneur appliqué à la manivelle de la grande roue. L’empointeur, en posant sa tenaillée contre la meule, la tourne du pouce & du gros doigt de la main gauche, & l’appuie du pouce de la main droite contre la meule; il retourne ensuite sa tenaillée pour faire la pointe à l’autre bout, il remet le tout dans une autre sebille, & prend une autre tenaillée pour recommencer la même opération.
Il y a à côté de la précédente roue à empointer une pareille roue égale en toute chose à la précédente, à l’exception de la meule qui n’a que quatre pouces de diametre, un pouce & demi d’épaisseur; l’œil ou vuide dans le milieu, n’a que deux pouces de diametre, & les hachures de cette derniere meule sont plus fines. Elle pese huit livres, & le fuseau & le reste est pareil à la précédente: l’ouvrier qui y est appliqué, se nomme repasseur, & a également son tourneur.
L’empointeur remet ces tronçons ou épingles au repasseur lorsqu’il en a empointé une certaine quantité; & celui-ci fait la même opération que l’empointeur en repassant les pointes sur sa meule par tenaillée, laquelle étant hachée plus près que la précédente, les pointes y sont adoucies & perfectionnées.
L’empointeur d’épingles peut empointer quinze douzaines de milliers d’épingles grosses & petites, dans un jour, compris le treizieme en sus pour le déchet, & il a 15 den par douzaine de milliers, en sorte qu’il pourroit gagner 18 sols par jour s’il étoit fourni d’une suffisante quantité d’épingles; mais les meilleurs fabriquans de Laigle ne débitent par jour qu’environ sept ou huit douzaines de milliers d’épingles, ce qui n’est que la moitié de la quantité susdite; cet empointeur pourroit travailler pour deux fabriquans, & dans ce cas gagner environ ses 18 sols par jour, ce qui est le prix le plus avantageux des autres ouvriers qui travaillent à la même fabrication; mais aussi leur santé est bien alterée de la limaille & poussiere du laiton qu’ils respirent en faisant leurs fonctions, le carreau de vitre, &c. mentionné ci-devant, ne pouvant tout-au-plus que leur garantir la vue des parties les plus grossieres de cette poudre.
Le tourneur de la roue de l’empointeur a 1 s. 9 d. de la douzaine de milliers, compris le treizieme en sus, ce qui paroît être un meilleur prix que celui de l’empointeur qui n’a que 15 den. mais ce tourneur gagne cependant la moitié moins, parce qu’il est obligé en outre de battre le papier qui sert à envelopper les épingles, & de les laver avant de les faire blanchir, ainsi qu’il sera expliqué dans son lieu.
Ce tourneur fait faire à la manivelle environ quarante-cinq tours par minute, & à la grande roue par conséquent autant; cette roue a cinq piés quatre pouces de diametre, déduction faite d’un enfoncement d’un pouce à chaque bout. La petite roue ou noix a huit lignes de diametre dans le fond de son renfoncement, & comme elle est mue par la même corde qui passe sur la grande roue précédente; la vîtesse de cette petite roue doit être à celle de la grande dans la raison inverse du diametre de l’une au diametre de l’autre, ou comme 96 est à 1, c’est-à-dire, qu’elle fera quatre-vingt seize tours, pendant que la grande n’en fera qu’un, ou comme cette grande en fait quarante-cinq par minute, la petite toue ou la meule même qui y est fixée, feront chacune pendant le même tems quatre mille trois cens vingt tours. Cette meule ayant six pouces de diametre & dix huit pouces un septieme de circonférence, qui étant multiplié par quatre mille trois cens vingt tours qu elle fait en une minute, qui font pendant une heure soixante-cinq mille trois cens quatorze toises deux septiemes, ou bien vingt-sept lieues & cinq cens quatorze toises, à raison de deux mille quatre cens par lieue.
En supposant d’après Guillaume Derham (Théologie physique, troisieme édition, page 39) la vîtesse d’un boulet de canon de cinq cens dix verges de Londres en deux secondes & demie, ce qui revient à cinq cens soixante & quatorze piés de roi par seconde, la verge étant de trois piés de Londres, & le rapport de ce pié au pié de roi étant comme 15 à 16 + , on aura pour la vîtesse du même boulet pendant une heure trois cens quarante-quatre mille quatre cens toises; d’où il suit que celle de la meule à apointer mentionnée ci-dessus, est presque la cinquieme partie de cette prodigieuse vîtesse du boulet de canon.
Si la meule ne se trouvoit pas dans un parfait équilibre autour de son axe ou fuseau, il est facile de présumer qu’avec une aussi grande vîtesse elle agiteroit l’air de façon à procurer un grand bruit, & c’est ce qui arrive effectivement; mais lorsque cette meule est bien en équilibre, il ne résulte aucun bruit de son mouvement, ni par conséquent de résistance de la part de l’air.
Le repasseur gagne 1 sol par douzaine de milliers d’épingles, y compris le treizieme en sus: il en fait une pareille quantité que l’empointeur, ainsi il gagne par conséquent un cinquieme de moins que lui.
Le tourneur de la roue à repasser gagne le même prix que le repasseur.
En sortant des mains du repasseur, les tronçons sont donnés au coupeur qui les réduit en hanse, en les coupant d’une longueur d’épingle à chaque bout, lorsque les tronçons sont de la longueur de quatre épingles; & en ne coupant qu’une longueur d’épingle lorsqu’ils ne sont que de trois longueurs, cette fonction se fait avec la chausse & les ciseaux, de la même façon qu’il a été expliqué pour les tronçons, & ce coupeur se sert de boîtes de différentes grandeurs, suivant la sorte des épingles, lesquelles sont numérotées d’un pareil numéro à celui dont on se sert pour exprimer chaque espece d’épingles pour plus grande facilité. La fig. 10, Pl. II. représente le plan & le profil de l’une de ces boîtes dont un côté numéroté XIV. a seize lignes de large & treize de long, sert aux epingles des num. XIV. & XV. & l’autre numéroté XVII. qui a dix huit lignes de large sur quinze de long, sert aussi pour les épingles des n°. XVI. & XVII.
Lorsque des tronçons de trois longueurs d’épingle on en a coupé une épingle, il en reste deux dont une a la pointe faite; l’on fait ensuite la pointe à l’autre, & on la repasse de la façon expliquée ci-devant; après quoi le coupeur coupe une épingle des deux susdites à sa longueur exacte, suivant la boîte qui lui convient. Et comme nous avons marqué précédemment que les tronçons ont été coupés environ quatre lignes trop longs, la meule ne raccourcissant pas les épingles de leur longueur en faisant les pointes; ces dernieres épingles se trouvent un peu plus longues, & même inégales entr’elles, parce qu’en faisant la pointe, la meule en use quelquefois plus des unes que des autres; & pour les réduire toutes à la longueur convenable, le coupeur met la pointe dans le fond de la boîte à hanse, & coupe l’excédent du côté de la tête, exactement d’après le bord de cette boîte.
Des tronçons de quatre épingles l’on en coupe une épingle à chaque bout, ainsi que nous l’avons dit ci-devant; après quoi on fait les pointes à chaque bout des hanses de deux longueurs d’épingles restantes; le coupeur les reprend ensuite & fait la même opération qui vient d’être expliquée pour les hanses de deux longueurs de deux épingles.
Pour couper les hanses de différentes grosseurs, l’ouvrier gagne 9 den. de la douzaine de milliers d’épingles, compris le treizieme en sus. Il peut en couper ordinairement trois douzaines de milliers par heure, & en forçant un peu le travail, jusqu’à quatre douzaines de milliers; en sorte qu’en moins de trois heures de travail il peut couper les sept à huit douzaines de milliers que fabriquent ordinairement par jour les meilleurs marchands de Laigle, ce qui ne suffit pas pour les occuper toute la journée; au moyen dequoi un coupeur peut suffire à deux ou trois fabriquans, & il peut gagner environ quinze sols par jour. Les ciseaux forment à ces coupeurs un calus de chair morne à la main droite, qui est épais d’un doigt, & leur est même utile pour cette fonction.
Lorsque ces épingles ont été coupées de longueur, on prépare du fil, ainsi qu’il suit, pour faire les tetes.
Il y a un rouet à cet usage (Pl. II. fig. 18.) composé d’une roue qu’on ne voit pas dans la fig. de deux piés huit pouces de diametre avec sa manivelle de six pouces de longueur, d’une noix 1, représentée plus en grand au-dessous (fig. 20), laquelle a trois lignes de diametre dans le milieu, & dix-huit lignes de longueur, au milieu de laquelle passe une broche de fer a f, qui lui est fixe, laquelle a huit pouces de longueur, & est percée par le bout a. Cette broche passe au-travers de deux nerfs de bœufs qui sont attachés fixement à une tête de bois e (fig. 18.) laquelle a trois pouces trois lignes de large sur cinq de haut, avec une queue d de six pouces de longueur que l’on passe dans une mortaise de la planche ou table du rouet 7, 7, (même fig.) où elle est arrêtée fixement avec des coins. On passe une corde à boyau sur la grande roue & la noix; & on la serre ou lâche au moyen d’un coin 5, (fig. 18.) que l’on pousse plus ou moins sous le morceau de bois 4 attaché fixement & d’équerre au bas de la tête e.
On attache fixement au bout de la broche a f (fig. 20. Pl. II.) un fil de laiton un peu plus gros que la sorte d’épingle dont on veut faire les têtes, & qui se nomme moule; ensuite on passe le laiton pour faire la tête & quiest très-fin dans la porte b (fig. 14 & 26.) dont le plan est au-dessus & plus en grand à côté; on le fait passer ensuite obliquement contre l’une des épingles q. Ensuite on passe ce fil de tête au-travers du trou de la broche sans l’y attacher. Le même ouvrier tenant ce bois de la porte de sa main gauche proche la broche, & qui soutient le fil de tête contre le moule, tourne avec son autre main la manivelle du rouet, en retirant sa main gauche le long du moule, à mesure que le fil de la tête se devide autour, suivant le plus ou moins de vîtesse avec laquelle il tourne la manivelle, ce qui forme une ligne spirale adhérente & contiguë au moule. Ce fil se devide sur un tourniquet monté sur un pié qui est auprès; & pour soutenir le moule, on met un bâton fourchu par en-haut porté sur un pié ambulant.
On continue ainsi de tourner la manivelle jusqu’à ce que l’ouvrier ait étendu les bras autant qu’il le peut, ce qui est la mesure de chaque moulée, & peut avoir cinq à six piés suivant la grandeur de l’ouvrier; ensuite de quoi il coupe le fil de tête, met la moulée à part, & le moule étant toujours attaché fixement à la broche, il recommence la premiere opération susdite; ce fil ainsi tors, ressemble aux bords de chapeaux, nommés ragotz y, lesquels sont faits de la même façon avec du fil d’argent. L’on emploie le meilleur fil de laiton pour les têtes; & lorsqu’il y a une certaine quantité de moulées de faite, le même ouvrier les coupe pour faire les têtes de la façon suivante.
Cet ouvrier s’assied à terre ou sur une sellette basse en croisant les jambes comme un tailleur, ayant une peau liée autour de lui, attachée sur une autre sellette qui est devant lui pour recevoir les têtes, il tient de la main droite le ciseau représenté par la fig. 11. Pl. II. dont il met le bout du bras le plus long qui est plat, ainsi qu’il se voit par le profil joignant, sous son jarret, comme pour couper les tronçons & hanses ci-devant dits, quoiqu’il ne soit pas assis de-même. De la main gauche il tient sa tranche de têtes composée de douze moulées, dont il égalise le bout contre les ciseaux en commençant; ensuite il donne environ douze coups de ciseau de suite, en ne coupant à chacun que deux pas ou cercles des moulées qui sont nécessaires pour faire les têtes, ce qui est très-difficile & demande une grande expérience, attendu la vîtesse avec laquelle ces coups de ciseaux sont donnés, qui est d’environ soixante & dix par minute; & aussi le nombre des moulées qui sont coupées à chaque coup: les têtes qui se trouvent avoir plus ou moins de deux cercles, ne peuvent être employées, ce qui oblige d’autant plus l’ouvrier à acquérir la précision requise: ensuite il égalise comme auparavant ces moulées contre les ciseaux, & donne de rechef environ douze autres coups de ciseaux, & ainsi de suite jusqu’au bout de la tranche de tête: ce qui est encore plus merveilleux, c’est qu’il y a des ouvriers si expérimentés qu’ils coupent sans se reprendre & de suite la tranche entiere.
L’ouvrier peut, comme on l’a déja dit, donner soixante dix coups de ciseaux par minute, c’est par heure quatre mille deux cens; & comme il coupe douze moulées à chaque coup de ciseau, cet ouvrier peut couper cinquante mille quatre cens têtes de menues épingles en une heure (les grosses étant plus difficiles), ce qui feroit néanmoins un travail forcé, parce qu’il n’est point déduit de tems pour les reprises dans ce calcul; mais en y ayant égard, un ouvrier peut communément couper trente milliers par heure, grosses & menues l’une dans l’autre, il ne pourroit pas même continuer sur ce pié toute la journée, parce que la vue fatigue beaucoup à cette fonction, mais il peut en couper quinze douzaines de milliers, grosses & menues, par jour.
L’ouvrier a 3 den. pour tourner une douzaine de milliers de têtes, & 9 den. pour les couper séparément; & comme il peut en couper quinze douzaines par jour, ainsi qu’il est dit ci-devant, il gagneroit 11 s. 3 den. Il ne peut faire que douze douzaines par jour, de têtes & couper, ce qui revient à 12 sols.
Le rouet coûte 4 liv. avec la porte, & les ciseaux autant.
Lorsque les moulées pour faire les têtes ont été coupées, on en met deux ou trois livres pesant dans une cuillere de fer, & qui contient dix à douze douzaines de milliers de têtes du numéro VIII. Ensuite on met la cuillere couverte de charbon sur le feu pendant une demi-heure de tems; & lorsque le tout est refroidi, on frappe la tête de l'épingle avec la machine représentée Pl. III. fig. 13. & fig. 12. n. 2. dont le plan est fig. 18. même Pl. laquelle a six pans ou places semblables pour y employer un pareil nombre d'ouvriers à-la-fois. Le tout est porté sur un billot de bois ou tronc d'arbre, de trois piés neuf pouces de diametre & seize pouces de haut, élevé d'un pié au-dessus du plancher par trois piés. Dessus sont six poteaux posés aux angles, & retournés sur deux pouces de largeur à chaque face, sur dix-huit lignes d'épaisseur & dix-sept pouces de hauteur. A treize pouces & demi au-dessus du billot sont assemblées les traverses de même épaisseur que les poteaux sur quinze lignes de hauteur, lesquels sont percés aux endroits convenables pour passer des broches de fer de six lignes de gros & seize pouces de longueur, dont le haut est arrêté fixement dans les précédens trous avec des coins, & le bas qui est diminué en pointe, porte sur des plaques ou especes de crapaudines de plomb fondues dans des trous faits dans le billot, de deux pouces en quarré sur six lignes d'épaisseur. Le milieu des mêmes traverses est percé pour passer l'aiguille de fer ou outibot de douze pouces & demi de longueur, & six lignes de gros, lequel est percé par-enhaut pour passer la corde qui est attachée au levier. Le bas de l'outibot a dix-huit lignes de long & un pouce en quarré de gros, dont le dessous est percé de six lignes en quarré sur neuf lignes de profondeur. Cet outibot est quarré par-enbas sur quatre pouces de hauteur, dans lequel passe une traverse ou moise de fer, laquelle a neuf pouces neuf lignes de long, neuf lignes de large & trois d'épaisseur: les deux bouts sont percés pour passer les broches de fer, & l'on observe deux à trois lignes de vuide au pourtour pour y placer du parchemin coupé par bande, & huilé pour que la traverse monte & descende facilement le long des broches de fer. Dessus cette traverse on met un poids de plomb percé dans son milieu pour passer la tige de l'outibot lequel a quatre pouces de diametre par le haut & trois pouces de hauteur. On met aussi un peu de parchemin entre ce poids & la traverse, pour les rendre plus adhérens l'un à l'autre. Dans la partie recreusée au-bas de l'outibot on met un poinçon d'acier lequel a dix lignes de long sur six lignes de gros par le milieu, & cinq lignes en quarré par les bouts, sur lesquels sont recreusés des trous de la grosseur des têtes que l'on veut faire. Sous cet outibot est posé un canon de fer lequel a seize lignes de long sur quinze lignes de gros en quarré que l'on enfonce dans le billot; le dessus de ce canon est percé d'un trou de six lignes en quarré sur autant de profondeur.
Dans ce canon on place une enclume d'acier d'un pouce de hauteur, quatre lignes de grosseur en quarré par le bas & sept lignes par le haut, sur lequel sont gravés quatre trous de différentes grandeurs pour former les têtes d'épingles. La corde qui passe par le trou du haut de l'outibot, est attachée sur un bras de levier de bois, de deux pouces de gros, à un endroit distant du point d'appui de sept pouces & demi. Proche l'autre bout est la corde qui répond à la puissance à onze pouces de distance dudit point d'appui. Au bas de cette corde est un bout de planche de dix pouces de long sur six de large, attaché par l'autre bout avec un bout de corde à un piquet. A chaque place il y a deux planches, de chacune un pié de long & six pouces de large, clouées au billot, de façon que ces planches puissent se mouvoir autour de ces clous pour accotter les bras des ouvriers. Au-devant de chaque place est une calotte de chapeau nommé planche, de six pouces de long sur quatre de large & deux pouces de hauteur, d'abord arretée fixement au billot & qui sert à mettre les hanses & épingles. Du côté intérieur est un cercle ou enclos nommé parc, lequel est fait d'un demi-cercle, ayant pour corde ou diamettre toute l'étendue de la face de chaque pan entre les poteaux. Ce parc sert à reeevoir les épingles, à mesure que les têtes en sont frappées. Au milieu du billot est un chandelier qui sert à éclairer toutes les places. Sur ledit billot sont deux poteaux diamétralement opposés, de deux pouces de grosseur, lesquels sont bien serrés contre les solives du plancher supérieur pour bien affermir le billot & empêcher que les coups continuels des poinçons sur les enclumes ne l'ébranlent.
La cuillere de fer pour faire cuire les têtes, coûte 15 s. le plomb & les autres machines de chaque place de la machine à frapper les têtes, valent 8 liv. le billot 12 liv. ce qui fait pour le tout ensemble 60 liv. 15 sols.
Pour faire la tête, l'ouvrier s'assied sur une sellette ou billot de bois à trois piés, de quinze pouces de hauteur. Du pié droit qu'il pose sur la planchette, en alongeant la jambe il leve le plomb au moyen du levier, & frappe à petits coups, après avoir auparavant placé le bout de l'épingle de la main droite, avec une tête dans l'un des trous de l'enclume, sur lequel répond directement un pareil trou du poinçon dans lequel cette tête est frappée de cinq à six coups. Sa forme spirale lui donne la facilité de se serrer autour de l'épingle assez considérablement pour n'en pouvoir être ôtée qu'avec peine; après quoi le frappeur laisse tomber cette épingle dans le parc. Pendant qu'il frappe une tête, il a la main gauche dans la calotte ou planche avec laquelle il prend une hanse ou épingle sans tête, il en pousse la pointe dans une grande quantité de têtes qui sont dans un coin de la même planche où il ne peut manquer d'en enfiler une ou plusieurs; il prend cette épingle de la main droite, en faisant sortir d'un coup de doigt les têtes qu'il auroit pu enfiler de trop; & en la mettant dans le trou de l'enclume (le plomb étant levé) il l'attire jusqu'à ce que cette tête ait coulé jusqu'au bout de l'épingle; & pour lors il recommence à frapper cinq ou six coups de poinçon sur l'enclume, ainsi qu'il est dit ci-devant, & il recommence la même opération, ce qui se fait sans remuer les coudes qui sont accottés, ainsi que nous avons dit précédemment.
Lorsque les trous de l'enclume & du poinçon ne répondent pas précisément l'un sur l'autre, la tête ne peut être bien faite, & il est assez difficile de rencontrer cette précision; on le fait cependant avec un peu d'attention en éloignant ou rapprochant les broches, qui étant pointues & portées sur les crapaudines de plomb, y forment différens petits trous où on peut les placer en levant un peu le poids, après quoi le chassis ne peut se déranger.
Pour frapper la tête d'une grosse épingle, il faut des coups plus forts que pour une petite; & à cet effet l'on rapproche la corde qui est sur le levier un peu plus près du centre de mouvement au point d'appui, ce qui donne la facilité d'élever le poids un peu plus haut, en rend l'impulsion sur l'enclume plus forte, mais d'un autre côté l'ouvrier a un plus grand effort à surmonter avec le pié.
Un homme peut frapper vingt têtes d'épingles grosses ou petites par minute; & comme il frappe cinq à six coups sur chaque tête, le tout produit cent ou cent vingt coups; & un frappeur fait communément un millier de têtes par heure & dix à douze milliers par jour, non compris le treizieme en-sus pour les défectueuses.
Les frappeurs gagnent deux prix différens, savoir, 9 sols de la douzaine de milliers, compris le treizieme en-sus, pour frapper les têtes de grosses épingles, depuis le numéro XXII. jusqu'au numéro XIV. & 8 sols pour les épingles au-dessous, ce qui produit 7 à 8 sols par jour, sur quoi les entêteurs sont obligés de se fournir de poinçon & d'enclume, qui coûtent ensemble 10 sols; de les faire regraver lorsque l'on change de grosseur d'épingle, ce qui revient à environ 2 sols par mois, comme aussi de frotter, faire sécher & de vanner les épingles, ainsi qu'il sera expliqué ci-après.
Lorsque les entêteurs reportent leurs épingles au fabriquant, on les pese pour tenir compte aux ouvriers de chaque place, de ce qui leur est dû par douzaine; après quoi on met une trentaine de livres pesant d'épingles qui font dix douzaines du numéro X. & environ quatre douzaines du numéro XX. dans un baquet avec un seau d'eau, dans laquelle on a fait bouillir pendant une demi-heure à gros bouillons une demi-livre de tartre-de-vin: ce baquet a vingt-un pouces de diametre par le haut & quatorze pouces de hauteur, avec une anse de fer & un crampon au haut suspendu à une piece de bois stable; un homme remue le tout pendant une demi-heure sans relâche, en tenant le baquet à deux mains, l'une au bord de dessus, & l'autre aux peignes d'en-bas, ce qui jaunit & décrasse l'épingle. Ensuite on jette l'eau, & on en remet deux ou trois fois jusqu'à ce que l'on connoisse par la netteté de l'eau que les épingles auront été bien décrassées; cette derniere opération dure environ un quart-d'heure, & elle est faite ainsi que la précédente par le tourneur de la roue de l'empointeur, ainsi qu'il a été dit dans son lieu.
Ce baquet coûte 5 liv. avec sa ferrure.
Ensuite on jette l'eau pour bien égoutter les épingles qui sont pour lors jaunes, & on les fait blanchir de la façon suivante.
On met un demi-pouce d'épaisseur d'épingles sur les plaques rondes d'étain le plus fin d'Angleterre de seize pouces de diametre; l'on pose les plaques l'une sur l'autre au nombre de vingt sur une croisée ou gril de fer où sont attachées quatre cordes, en observant de mettre la même sorte d'épingles ensemble; deux hommes portent ces plaques dans une chaudiere de cuivre rouge qui a été mise auparavant sur le feu, laquelle a dix-huit pouces de diametre & deux piés & demi de hauteur; l'on continue de mettre plusieurs de ces croisées de fer, chargées chacune de vingt plats jusqu'à la hauteur du bord de la chaudiere, en observant de mettre dehors les bouts des cordes attachées aux croisées qui portent ces plats; l'on emplit ensuite cette chaudiere de l'eau la plus claire que l'on peut avoir avec quatre livres de tartre-de-vin le plus blanc & le meilleur; on laisse le tout bouillir ensemble pendant quatre heures de tems à gros bouillons; ensuite quatre hommes enlevent la chaudiere de dessus le feu avec deux galons ou leviers de bois qu'ils passent dans des crochets mis aux boucles de fer qui sont de chaque côté au haut de la chaudiere, & on retire les croisées avec leurs cordes que l'on met séparément dans un baquet d'eau fraîche & nette. En retirant les plaques d'étain, & ne mettant ensemble que les mêmes sortes d'épingles, on les lave bien; après quoi on verse l'eau des baquets, & on met les épingles de chacun sur une serpiliere de grosse toile: cette fonction a été faite par le jaunisseur qui est aussi le tourneur de la roue à empointer.
Ensuite les entêteurs d'épingles sont tenus, sur le prix ci-devant dit, de frotter & faire sécher les épingles; ce qui se fait en mettant environ quatorze livres d'une même sorte avec du son dans un sac de cuir composé de deux peaux de mouton cousues ensemble, à quoi sont employés deux hommes pendant un quart-d'heure, qui tiennnent chacun le bout du sac & se renvoient les épingles mutuellement environ cinq cens coups à chaque bout du sac à frotter, ce qui fait mille coups en tout. Ce sac a trois piés de long, dix-huit pouces de large par un bout, & dix par l'autre.
Ensuite on met six ou sept livres pesant d'épingles dans un plat de bois de dix-huit pouces de diametre & trois pouces & demi de profondeur, nommé plat à vanner, dans lequel on vanne les épingles pour en faire sortir le son, lorsqu'elles sont séches; un demi quart-d'heure suffit pour faire cette fonction, & ce sont pareillement les entêteurs qui le font sur les prix ci-devant dits.
Les plaques d'étain pesent chacune une livre & demie, & coûtent vingt-huit sols la livre en lingots, que les marchands de Laigle fondent eux-mêmes: il en faut une soixantaine pour emplir la chaudiere, cette chaudiere coûte 80 liv.
La gravelle ou tartre-de-vin se tire de la Rochelle, de la Saintonge, de Château-du-Loir, &c. & coûte, rendu à Laigle, 25 liv. le cent pesant de cent quatre livres.
Lorsque les épingles out été vannées, on en met chaque sorte dans des demi-boisseaux ou quarts; on les donne aux bouteuses qui les placent dans les papiers.
Ces papiers sont percés avec une espece de peigne de fer dont les dents sont d'acier, & représenté par la fig. 7. Pl. III. que l'on nomme quarteron.
Il y en a de différens, suivant les sortes d'épingles: celui d'un pouce neuf lignes de longueur, deux pouces de hauteur, avec un manche ou queue d'un pouce sur six lignes, sur lequel on frappe avec le marteau représenté par la fig. 8. Ce quarteron convient aux épingles des numéros VIII. & IX. Il coûte 1 liv. 5 sols; le marteau en coûte 12. Ce sont les bouteuses qui se fournissent de ces outils: elles peuvent percer douze douzaines de milliers de trous par jour, gros ou menus.
Une bonne bouteuse peut placer ou bouter dans les papiers quartre douzaines de milliers d'épingles par jour, & une bouteuse ordinaire deux douzaines de milliers, grosses & petites: elles ont 1 sol par douzaine de milliers pour cette opération.
Elles sont aussi chargées d'éplucher les épingles pour rebuter les défectueuses; & pour percer le papier, bouter les épingles & les éplucher, elles ont 2 sols 6 den. par douzaine de milliers, grosses & petites. Les plus fortes ouvrieres gagnent 4 sols par jour à ces trois fonctions, n'en faisant que deux douzaines de milliers; & les enfans de six à huit ans, qui peuvent y être employés, attendu la facilité de l'opération, peuvent gagner 1 sol par jour pour bouter seulement.
Ces bouteuses font aussi, dans leur marché, l'empreinte ou la marque des marchands sur les papiers: elles en font un millier par heure, en frappant du plat de la main la feuille de papier sur la planche qui est fixée sur une table, & sur laquelle elles mettent la couleur d'ocre en détrempe avec une grosse brosse.
Les dimensions des outils & machines précédentes, relativement aux desseins, sont conformes aux outils & machines, sur lesquels ces observations ont été faites, & il est facile de connoître ce que l'on peut y changer.
On peut présentement savoir le prix auquel les épingles reviennent aux fabriquans, & par la connoissance du prix de ceux qui les vendent, savoir en quoi consiste leur bénéfice. Pour mettre en état de faire ces calculs: voici un détail qui concerne la sorte d'épingle numérotée VI. dont la longueur est de neuf lignes.
Le douzain ou les douze milliers dudit numéro VI, pese une livre neuf onces six gros sans papier, & on a vu par le mémoire de la façon dont on prépare le fil pour le réduire anx différentes grosseurs convenables à la fabriquation des épingles, que celui qui a passé par neuf trous, revient à trente-un sol trois den. la livre,
ce qui produit, pour une livre neuf onces liv. s. d six gros. . . . . . . . . . . . . . . . . 2 9 7 Pour dresser & couper les tronçons. . . . . . 1 Empointer. . . . . . . . . . . . . . . . . . 1 3 Tourneur de la roue à empointer. . . . . . . 1 9 Repasser la pointe. . . . . . . . . . . . . . 1 Tourneur de la roue à repasser. . . . . . . . 1 Couper les hanses. . . . . . . . . . . . . . 9 Tourner le fil de la tête des épingles. . . . 3 Couper ce fil ou les moulées. . . . . . . . . 9 Le marchand fait cuire les têtes, dont la dépense pour le feu est estimée. . . . . . . 3 Pour frapper la tête des épingles. . . . . . 8 Pour décrasser & jaunir les épingles, une demi-livre de tartre pour dix douzaines, & le feu
estimé, non compris le tems des ouvriers qui est employé dans les prix précédens.... 1
Pour faire blanchir les épingles, le tartre &
le feu sont estimés. . . . . . . . . . . . . 1
Pour placer & bouter les épingles dans le papier. . . . . . . . . . . . . . . . . . . . . 1 Pour le papier sur lequel les épingles sont piquées, la main de papier pese une livre, &
coûte 6 sols. Il entre cinq onces trois gros de papier pour la douzaine de milliers desdites épingles, qui valent audit prix. . . . 2
Les outils & faux frais estimés. . . . . . . . 4 Total du prix de la douzaine de milliers d'épingles du numéro VI. . . . . . . . . . . . 3 7 3 Ces épingles se vendent communément 4 liv. la douzaine de milliers à Laigle. Ainsi le profit seroit de 12 s. 9 den. ou de près du cinquieme.
Pour connoître plus particulierement ces détails, on a joint à ces mémoires la table ci-après, qui comprend le poids des épingles sans papier, le poids du papier, le prix auquel elles doivent revenir aux fabriquans, celui qu'ils le vendent, & le bénéfice qu'ils doivent y faire.
Table pour une douzaine de milliers d'épingles.
Prix auquel elles Prix qu'ils
Numéro des Leur longueur. Poids sans Poids du Total. reviennent aux les vendent. Bénéfice.
épingles. papier. papier. fabriquans.
lignes. livres. onces. gros. onces. gros. livres. onces. gros. livres. sols. deniers. livres. sols. liv. sols. den.
V. 8 14 7 4 1 2 7 2 8 6 3 11 6
VI. 9 1 9 6 5 3 1 15 1 3 7 3 4 12 9
VII. 10 2 5 4 6 2 11 4 4 4 7 5 15 5
VIII. 11 2 11 2 6 4 3 1 6 4 18 10 6 1 1 2
X. 11½ 3 8 3 8 5 6 6 10 1 4
XII. 12½ 3 6 4 10 4 4 5 12 1 7 1 7 11
XIV. 13 3 12 4 11 0 18 4 7 4 18 6 3 11 8 1 16 1
XVII. 14 4 6 5 11 5 1 6 6 17 4 9 2 2 8
XX. 15 5 1 12 5 13 7 15 6 10 10 2 14 6
XXII. 16 5 11 6 13 6 8 6 8 14 2 12 3 5 10
Les poids & prix des épingles de chaque numéro sont un peu différens, suivant les fabriquans qui les font. Mais cette table peut toujours en faire connoître la proportion: on y voit que ces marchands gagnent plus sur les grosses épingles que sur les menues; le bénéfice pouvant être pour un marchand qui en débiteroit six douzaines de milliers par jour, de 19 liv. 15 s. & seulement de 3 liv. 9 sols pour les plus petites, ce qui fait 11 liv. 12 sols du prix moyen par jour.
Les outils & machines précédentes & qui suffisent pour la fabriquation des épingles, reviennent à 380 liv.
Ce mémoire nous a été communiqué par M. Perronet, a qui nous avons beaucoup d'autres obligations.
PLANCHE Iere.
Fig. 1. Ouvrier qui fesse les torques de fil de laiton.
2. Ouvrier qui les lave.
3. Ouvrier qui replie le fil déroulé autour de son bras.
4. Ouvrier qui tire le fil à la bobille.
Bas de la Planche.
Représentation de tout l'affutage de la bobille.
5. Plan du même affutage.
8. Jauge.
PLANCHE II.
La fig. 1. A représente l'élévation antérieure du billot dans lequel la meule est placée.
m, la meule.
b d, le fuseau.
e, la noix.
a b, d e, barreaux quarrés de bois, que l'on fixe avec des coins dans les faces latérales du billot, & dans les extrémités desquels les pointes du fuseau se placent: on voit en f une plaque de tôle, contre laquelle l'empointeur frappe les hampes qu'il veut empointer avant de les présenter à l'action de la meule, ainsi que la fig. 16 le fait voir. On voit à côté en B la coupe par la ligne A f où l'on voit comment le billot est recreusé quarrément pour placer la meule m n o qui tourne dans l'ordre de ces lettres, & en entonnoir g h k l pour laisser passer la corde sans fin qui communique le mouvement de la roue à la meule. On voit ce billot en perspective dans la vignette.
q p, profil du chassis.
La fig. 2. représente le dresseur tenant avec des tenailles a, un fil a b qui sort de dessus le tourniquet G, passe entre les clous de l'engin d où il se redresse. Le dresseur tire ce fil aussi long que la longueur du lieu peut le lui permettre, le coupe près de l'engin: on voit à ses piés plusieurs dressées x y.
Fig. 3. Coupeur de dressées; il divise la dressée g s en tron çons aussi longs que la boîte fig. 15, & les met dans la sebile g qui est à côté de lui.
4. Coupeur de tronçons; celui-ci divise les tronçons en longeurs de trois ou quatre épingles: il a sur la cuisse de la jambe étendue, la chausse représentée fig. 21, & deux sebilles à ses côtés, une pour les tronçons que le coupeur de dressées lui a remis, & l'autre pour les épingles qu'il en sépare. Ces deux ouvriers se servent de la cisaille représentée fig. 12, au bas de la Planche.
5. Empointeur assis, les jambes croisées devant le billot, sur une sellette inclinée: il présente les parties de tronçons que l'ouvrier, fig. 4. a coupés, & qui sont contenus dans la sebille a, à l'action de la meule pour y faire la pointe, & qu'il met ensuite dans la sebille b. On voit devant lui le chassis de verre qui garantit ses yeux de la limaille que la meule élance de tous côtés.
6. Tourneur de roue de l'empointeur.
7. Repasseur: il prend dans la sebille c les épingles auxquelles l'empointeur a fait la pointe: il perfectionne cette pointe sur une meule plus douce, les met ensuite dans la sebille d, d'où elles passent entre les mains des ouvriers qui y mettent les têtes.
8. Tourneur de roue du repasseur.
9. Tourneur de têtes. Son rouet. c a, le moule autour duquel le fil de tête s'enroule à mesure qu'il se développe de dessus le tourniquet b.
10. Profil & plan d'une boîte de fer servant à l'ouvrier, fig. 4. à couper les tronçons en longueurs d'une ou de plusieurs épingles. Il y a des boîtes de différentes longueurs pour les différentes sortes d'épingles. Voyez aussi la fig. 21:19. est la boîte en perspective.
11. Ciseaux ou cisailles servant au coupeur de têtes, fig. 8. Pl. III.
12. Cisailles servant au coupeur de dressées & au coupeur de tronçons: fig. 3. & 4. Extrémité de la plus longue branche terminée en palette se place sous le jarret de la jambe droite qui est pliée.
13. Représente dans la grandeur véritable la position des six clous 1, 2, 3, 4, 5, 6. qui composent l'engin propre à dresser le fil destiné à faire les épingles du numéro X. Le fil entre entre les clous par le coté b, & sort par le côté a.
14. Représente la porte b e, dans laquelle passe le fil de tête f c. L'ouvrier, fig. 9. tient cette porte à pleine main, & s'en sert pour conduire le fil de tête le long du moule c a, en allant de c vers a. c b, partie du moule déja entouré du fil de tête. d, épingle qui empêche le moule de s'écarter de la porte: on voit à côté le plan en grand de la poignée.
15. Profil & plan de la boîte dont se sert l'ouvrier, fig. 3. pour couper les dressées en tronçons.
Fig. 16. Profil de la meule où on voit comment l'empointeur ou le repasseur présentent les épingles S à la surface de la meule m; b d, le fuseau; c, la noix sur laquelle passe la corde sans fin qui vient des roues, fig. 6 & 8, qui ont cinq piés & demi de diametre.
16. n°. 2. Plan de la meule M. pq, tampon de bois qui remplit l'œil de la meule: il est percé au centre d'un trou quarré, pour recevoir le fuseau. Ces deux figures sont sur une échelle double; c'est-à-dire, qu'un pié de l'échelle qui est au-dessous ne doit être compté que pour six pouces.
Fig. 17. Profil de la table qui porte l'engin, vûe en perspective dans la vignette. G le tourniquet. H K l'engin.
La fig. 17, n°. 2, est le plan des mêmes objets.
18. Profil de l'extrémité inférieure du rouet à tourner les têtes, fig. 9 de la vignette. e d, la tête ou poupée. 6. clé qui l'assujettit sur le banc du rouet. 4. tasseau de la poupée sous laquelle on force le coin 5, pour donner plus ou moins de bande à la corde, qui après avoir passé sur la noix, va passer sur la roue du rouet, laquelle a deux piés huit pouces de diametre. 11. morceaux de nerfs de bœufs dans lesquels passe la broche de fer f c de la fig. suivante.
20. Élévation de la tête du rouet, vûe du côté de la roue. e d, tête ou poupée; la queue d est traversée par la clé 6. 4 le tasseau. 5 le coin. f c, broche qui passe dans les deux nerfs de bœuf 3, 1: cette broche porte la noix 2 de trois lignes de diametre: cettte broche porte le moule c a, sur lequel s'enveloppe le fil de tête conduit par la porte b c.
21. Perspective de la chausse, que le coupeur de tronçons attache sur sa cuisse & sur laquelle il fixe les tronçons qu'il veut couper au moyen de la crosse n qui passe dans les brides s r. Il présente la boîte 19, dont la profondeur regle celle des épingles, & il tranche avec les cisailles, fig. 12. m p, la queue de la chausse qui est tournée du côté du genou, & sert à empêcher qu'elle ne se renverse lorsque l'ouvrier pousse la boîte 19 contre les tronçons. k k, courroies de cuir servant à attacher la chausse sur la cuisse gauche.
21. n°. 2. Élévation & profil de la chausse. l l, coussins qui garnissent la partie de la chausse qui s'applique sur la cuisse. (D)
Tous ces desseins sont exactement conformes aux machines dont on fait usage à Laigle en Normandie. Les dimensions qu'on a obmises, se retrouveront facilement par le secours des échelles qui sont au-bas de chaque Planche.
PLANCHE III.
La Fig. 1. représente le jaunisseur d'épingles, qui agite les épingles dans un baquet suspendu à une piece de bois fixe. Ce baquet a vingt-un pouces de diametre par le haut, & quatorze pouces de hauteur: on y met une trentaine de livres pesant d'épingles & un seau d'eau dans laquelle on a fait bouillir pendant une demi-heure à gros bouillons, une demi-livre de tartre. L'ouvrier balance ce baquet à deux mains, dont une est placée aux bords de dessus, & l'autre aux peignes d'en-bas, jusqu'à ce que les épingles soient décrassées, & que leurs têtes soient reblanchies: ce baquet sert aussi à éteindre les épingles.
2. Ouvrier qui seche les épingles dans le barril foncé B, qu'on appelle frottoir, dans lequel on les a introduites avec du son.
3. Ouvrier qui vanne les épingles.
4. & 5. Deux ouvriers qui sechent les épingles après qu'elles sont sorties du blanchiment: ce qui se fait en mettant environ quatorze livres pesant d'une seule sorte avec du son dans un sac de cuir composé de deux peaux de mouton cousues ensemble. Ces deux ouvriers se renvoient alternativement les épingles contenues dans le sac à frotter, où étant ainsi agitées avec le son, elles sont bientôt seches.
Fig. 6. Ouvrier qui coule l'étain sur le coutil pour le réduire en plaques. Il verse dans le chassis avec une cuillere l'étain fondu qu'il a puisé dans la chaudiere m.
7. Ouvrier qui fait recuire les têtes d'épingles dans la cuillere n, dont le manche terminé comme un chenet, soutient la cuillere, ce qui dispense l'ouvrier de ce soin.
8. Ouvrier qui coupe les têtes: cette figure est mal-à-propos citée comme appartenant à la planche II. Cet ouvrier tient de la main gauche une douzaine de moulées o n, qu'il tranche avec les ciseaux camards représentés par la fig. 11, pl. II. Les têtes sont reçues dans un tablier de peau attaché à sa ceinture & à une espece de sellette qu'il a devant lui; il les met ensuite dans une sebille que l'on voit à côté.
9. Représente la table où l'on coupe au compas les plaques d'étain dont on se sert pour blanchir les épingles, & qui doivent entrer dans la chaudiere, fig. 14.
10. Représente ce qu'on appelle une portée composée d'une vingtaine de plaques d'étain de seize pouces de diametre, sur chacune desquelles on met environ deux livres pesant d'épingles après qu'elles sont sorties des mains du jaunisseur. Ces plaques ont un rebord d'environ six lignes de haut pour empêcher les épingles de tomber: le tout est porté par une croix de fer 1, 2, 3, 14, qu'on voit au bas de la Planche. On empile dans la chaudiere autant de portées qu'elle en peut contenir.
11. Représente deux bâtons de bois, au milieu desquels est une boucle passée dans un anneau. Ces bâtons servent à enlever la chaudiere destinée au blanchiment, que l'on voit à côté, en passant les crochets dont elle est armée dans les anneaux de ces bâtons: on voit mieux un de ces crochets dans la fig. 14.
12. & 13. Deux Frappeurs qui mettent les têtes aux épingles. Ces figures sont mal-à-propos citées comme appartenant à la planche II. La fig. 12, n°. 2. au bas de la planche, & les fig. 17, 18, & 19 sont toutes relatives au même objet. La fig. 18. est le plan du métier à six places, ABCDEF pour six frappeurs. C'est un billot de bois ou tronc d'arbre, de trois piés neuf pouces de diametre & seize pouces de haut, sur lequel sont élevés six poteaux s s s, st, st, fig. 12, n. 2, assemblés par les traverses tt. dans lesquelles passent les broches x x & l'outibot b c. Les broches terminées en pointes reposent par leur partie inférieure sur des plaques de plomb 5, 7, place B, fig. 18, encastrées dans des creux 1, 3, place A, pratiqués dans le billot. L'outibot est guidé par la moise de fer y y, en sorte que le poinçon Z dont son extrémité inférieure est armée, tombe juste sur l'enclume 6, places B & C, dont la queue entre dans le trou 2, place A. L'entêteur, assis à sa place, les coudes appuyés sur les barres de bois G H, prend dans la poche ou calotte o z, places E, F, qu'il a devant lui, une hampe ou corps d'épingle placé en Z, comme on voit place D, & la pousse dans un grand nombre de têtes placées en o, où elle ne peut manquer d'en enfiler une ou plusieurs. Il place ensuite l'épingle chargée d'une seule tête sur l'enclume 6; & lâchant le pié de dessus la marchette g f, fig. 12. n. 2, le poids a dont l'outibot est chargé, le fait descendre sur l'enclume & comprime la tête autour de l'épingle, qui après qu'elle est façonnée, est jettée dans l'espace 3, 10, place D ou Z, place C, fig. 18.
14. Chaudiere à blanchir de cuivre rouge, de dix-huit pouces de diametre & deux piés & demi de hauteur.
15. Partie d'une portée empilée sur la premiere, & destinée à entrer dans la chaudiere.
16. Représente le plan de la moise yy qui guide le mouvement vertical de l'outibot. On voit par cette figure dessinée, ainsi que les deux suivantes, sur une échelle quadruple de celle qui est sur la planche, que les broches x x de six lignes de gros, ne remplissent pas exactement les trous dans lesquelles elles passent. On laisse un vuide de deux ou trois lignes que l’on remplit de parchemin huilé pour faciliter le mouvement de la moise le long des broches: on met aussi du parchemin dans le trou de la traverse par lequel passe la tige de l’outibot.
Fig. 17. Représente en grand l’outibot sur l’échelle quadruple, c’est-à-dire, que quatre piés ne font compte que pour un. On voit en Z comment la partie inférieure est recreusée sur neuf lignes de profondeur & six en quarré pour recevoir le poinçon z a de six lignes en quarré, & dix lignes de long réduit à cinq lignes en quarré par les extrémités. A côté en x est le plan du poinçon, le long des quatre rives duquel sont des cavités hémisphériques, dans une desquelles la tête de l’épingle se forme: ces cavités sont faites avec le poinçon émoussé que l’on voit de l’autre côté de l’outibot.
18. Voyez ci-dessus, fig. 12.
Fig. 19. Représente le canon & l’enclume dessinée sur l’échelle quadruple. a 6, l’enclume: 6, le canon qui la reçoit, & qui est recreusé, comme les lignes ponctuées le font voir, de six lignes en quarré, sur autant de profondeur. Ce canon dont la queue 7 entre dans le trou 2, place A, fig. 18, reçoit l’enclume a 6, d’un pouce de long, sur sept lignes en quarré par le haut & quatre lignes par le bas: la face supérieure a quatre cavités hémisphériques comme le poinçon, ainsi qu’on peut voir par le plan y qui est à côté. Ces cavités communiquent à des gouttieres dans lesquelles le corps de l’épingle trouve place.
20. Représente le poinçon ou peigne avec lequel on pique les papiers dans lesquels on place les épingles après qu’elles sont achevées. On voit au-dessous le profil du même poinçon, & la maniere dont le papier est plié en plusieurs doubles quand on le pique. Page:Encyclopedie Planches volume 3.djvu/57 Page:Encyclopedie Planches volume 3.djvu/58 Page:Encyclopedie Planches volume 3.djvu/59 ESCRIME, Contenant quatorze Planches.
CEt art est entierement tiré d’un traité d’escrime publié récemment à Londres par M. Angelo. Nous lui devons le discours & les Planches. Si nous eussions connu quelque chose de plus parfait en ce genre, nous nous en serions servis. Ce qui nous convient, nous le prenons partout où nous le trouvons; en revanche nous abandonnons notre travail à ceux qui voudront en disposer utilement.
Dès que les Goths eurent introduit la coutume des combats singuliers, il devint d’une nécessité indispensable de savoir manier les armes. On en fit un art qu’on soumit à des regles, & il s’établit des académies où l’on instruisit la jeunesse de la maniere d’attaquer & de se défendre.
L’epée, qui a remplacé chez les modernes les armes anciennes, a fait naître le jeu de la pointe. C’est ce qu’on appelle l’escrime; elle fait avec raison partie de l’éducation d’un jeune homme de famille, lui inspire de la confiance & du courage, augmente sa force, lui donne de la grace, de l’agilité, de l’adresse, & le dispose en même tems à toutes sortes d’éxercices.
Cet art, dont on a porté la pratique à un si haut degré de perfection, est encore dans l’enfance par rapport à la théorie. Plusieurs maîtres françois & italiens ont publié quelques réflexions sur cette matiére, mais ils ne se sont pas assez étendus sur ce qu’elle a d’intéressant. C’est ce qui a engagé M. Angelo à composer son cours d’escrime, & à le donner au public.
Il y explique, d’une maniere simple & claire, les principes & les règles de l’art de faire des armes; il donne un détail circonstancié des différentes attitudes du corps & des divers mouvemens de la main, des bras, des jambes; il y ajoute des réflexions & des recherches, au moyen desquelles la théorie & la pratique s’éclairant mutuellement, montrent l’art dans ses effets. Voilà l’idée de son livre.
Maniere de monter une épée.
Lorsqu’on fait monter une épée, il ne faut pas faire limer la soie de la lame; car c’est de cette partie que dépend la fermeté d’une épée. Si la soie se trouvoit plus grosse qu’à l’ordinaire, il faudroit faire ouvrir & limer le dedans du corps de la garde & du trou du pommeau, & enfoncer avec un marteau des éclisses de bois dans les vuides de la monture de l’epée; le pommeau & le bouton doivent être de deux pieces. Ledit bouton doit entrer à vis dans le pommeau & faire cinq tours de la soie qui doit passer à-travers le bouton. Battre le bout de la soie avec un marteau, la réduire en pointe de diamant sans se servir de lime. Cette méthode est la meilleure; je la recommande à tout homme d’épée. Elle est aussi très-utile pour les sabres ou demi espadons. Il faut aussi que la garde de l’épée porte juste sur l’assiette du talon de la lame, laquelle doit baisser un peu sur les doigts de la main, & le corps de la garde doit être tourné un peu en quarte. Cette maniere de monter une épée donne de la facilité pour dégager, & de la liberté pour tirer les coups d’armes.
Du choix d’une lame d’épée & de sa longueur.
Il paroît nécessaire, avant de donner les regles de se servir d’une épée, d’enseigner non seulement la maniere de la bien monter, mais aussi celle de choisir une lame; car avec une mauvaise épée dans la main, quelque courageux & adroit que l’on soit, on court risque de se trouver dans un grand embarras. Les uns se servent de lame plate & les autres de lame vuidée. Quelque soin que l’on prenne pour bien montrer une lame plate & de donner aslez de pesanteur à la garde pour rendre la pointe légere, on la trouvera toujours pesante à la main. Conséquemment il est difficile de faire les opérations qui dépendent de la pointe. Je conseillerai de choisir une lame plate pour l’armée, soit à pié soit à cheval; & pour une affaire particuliere, une lame vuidée tant à cause de la légereté que de la facilité qu’on a à la manier & à s’en servir.
On doit proportionner son épée à sa taille, & la plus longue ne doit pas excéder la longueur de 38 pouces, depuis le bouton du pommeau jusqu’à la pointe. C’est une erreur de croire qu’il y ait de l’avantage à se servir d’une longue épée, puisque si un adversaire déterminé & adroit gagne le fer, en serrant la mesure, il seroit très-difficile avec une longue épée de débarrasser sa pointe sans racourcir le bras; & dans ce tems-là celui qui auroit une épée courte auroit l’avantage & seroit en état d’en profiter.
Il faut faire attention en choisissant une lame, qu’il n’y ait aucune paille. Les pailles ressemblent à des petites taches noires & sont creuses. Les unes se trouvent en travers de la lame & d’autres en long. Les premieres font casser les lames le plus aisément.
On juge de la trempe d’une lame par le pli qu’elle fait, lorqu’on appuie la pointe contre une porte ou contre un mur. C’est un grand défaut lorsqu’elle plie vers la pointe. Une bonne lame doit former un demi-cercle depuis la pointe jusqu’à peu près un pié de la garde & se remettre d’elle-même sans être faussée. Si elle reste un peu faussée, c’est une marque que la trempe est trop douce. Quoique ce soit un défaut, ces lamés se cassent rarement.
Celles qui ne plient pas du-tout ou qu’on a beaucoup de peine à faire plier, sont ordinairement d’une trempe aigre & se cassent aisément.
Pour connoître le fort & le foible de la lame.
Il n’y a qu’un fort & qu’un foible dans la lame d’une épée, tant au-dedans qu’au-dehors des armes. Le fort est le tranchant de la lame depuis la garde jusqu’au milieu où le foible commence, qui finit à la pointe. On ne peut trop s’appliquer à bien connoître le fort & le foible d’une épée, puisque c’est de ces deux articles que dépend l’exécution de tous les faits d’armes.
PLANCHE Iere. Premiere position pour tirer l’épée.
Fig. 1. Il faut être droit sur ses jambes, effacer le corps, avoir la tête haute & aisée, regarder en face son adversaire, tenir le bras droit pendant le long de la cuisse droite, le bras gauche un peu plié le long de la hanche gauche, le talon gauche près de la pointe du pié droit, la pointe du pié droit sur la ligne du genou, & de l’adversaire, & de la main gauche tenant l’épée à l’endroit du crochet, se présenter pour la tirer.
Dans cette position, fixant les yeux sur son adversaire, il faut arrondir le bras droit, le lever à la hauteur de l’épaule, porter la main sur la poignée de l’épée, la serrer bien près avec les quatre doigts & le pouce, tourner les ongles du côté de la ceinture, tirer l’épée en haussant la main sur la ligne de l’épaule gauche, faire un demi cercle de la lame par-dessus la tete & avec vivacité, présenter la pointe vis-à-vis de son adversaire. La pointe de l’épée ne doit pas être plus haute que son visage, ni plus basse que la derniere côte; tenant le bras tendu, sans roideur dans le coude & dans le poignet, en présentant ainsi la pointe, il faut lever le bras gauche en demi-cercle à la hauteur de l’oreille, & bien effacer l’épaule gauche, afin que le corps soit éxactement de profil, chose à laquelle on doit faire grande attention. Position pour la garde en quarte.
Fig. 2. Pour bien exécuter cette position, il faut plier le genou gauche, porter le pié en arriere à la distance de deux semelles, poser le talon gauche sur la ligne du talon droit, & tenir la pointe du pié sur la ligne perpendiculaire du genou. Il faut observer que le pli qu'on fait faire à cette partie, ne doit pas l'empêcher de supporter le poids du corps sans être gêné; & afin d'être bien ferme & éloigné de la pointe de l'épée de l'adversaire, il faut aussi plier un peu le genou droit; car s'il étoit trop plié, le corps seroit sur le devant, & s'il ne l'étoit pas du tout, la jambe ni la cuisse ne seroient pas fléxibles, & on n'auroit aucune force ni vivacité pour s'alonger & tirer une botte, ni aucune agilité pour avancer & reculer.
La garde en quarte est la plus avantageuse & la plus brillante des armes. Il y a dans cet exercice cinq positions différentes du poignet, offensives & défensives; qui sont, la prime, la seconde, la tierce, la quarte, & la quinte.
Les deux principales sont la tierce & la quarte, d'où dérivent la quarte sur les armes, la quarte basle & la flanconnade.
Il y a dans les armes trois côtés, le dedans, le dehors & le dessous des armes.
Le dedans des armes contient toute la poitrine depuis l'épaule droite jusqu'à l'épaule gauche.
Le dehors des armes contient tous les coups qu'on tire au dessus du poignet, & en-dehors du bras.
Le dessous des armes contient tous les coups que l'on tire dessous le poignet, tout le long du bras depuis l'aisselle jusqu'à la hanche.
La quarte au-dedans des armes doit être tirée en tenant les ongles en-dessus & le tranchant de l'épée un peu plus élévé que celui du dehors.
La tierce doit être tirée au-dehors des armes, en tenant les ongles en-dessous, & les tranchans de l'epée à égale hauteur.
La prime doit être tirée au-dedans des armes en tenant les ongles en dessous, & les tranchans de l'epée à égale hauteur.
La quarte au dehors des armes, ou sur les armes, doit être tirée en tenant les ongles en-dessus, & les tranchans de l'epée à égale hauteur.
La quarte basse doit être tirée par-dessous le poignet, en tenant les tranchans de l'epée de même qu'à la quarte au-dedans des armes.
La seconde doit être tirée par-dessous le poignet, & tenant les ongles en-dessous & les tranchans de l'epée à égale hauteur.
La quinte doit être tirée les ongles en dessus; il faut diriger la pointe au-dehors du poignet & par-dessous le coude, & tenir les tranchans de l'épée à égale hauteur.
La flanconnade doit être tirée du dedans au dehors des armes, en liant l'épée derriere le poignet de l'adversaire & par-dessous son coude, en tenant les ongles en-dessus.
Pour serrer & rompre la mesure.
Pour revenir à la position de la garde, il est nécessaire qu'on sache la maniere de serrer & rompre la mesure.
On appelle serrer la mesure, avancer sur son adversaire, lorsqu'on voit qu'il est trop éloigné de la pointe de l'épée.
Rompre la mesure, c'est reculer lorsque la pointe de son épée est trop près du corps.
Pour bien serrer la mesure & avancer sur son adversaire sans déranger nullement la position de la garde, il faut lever le pié droit à rez terre, l'avancer d'une semelle sur la ligne du talon gauche, plier un peu le genou droit, & sitôt qu'on aura appuyé le pié ferme à terre, faire suivre le pié gauche en le levant aussi à rez-terre, bien plier le genou gauche & soutenir le corps sur la partie gauche.
Pour bien rompre la mesure, il faut reculer le pié gauche, le faire suivre du pié droit, en conservant toujours la distance de deux semelles d'un talon à l'autre, & surtout ne pas perdre l'à-plomb de sa garde; car si on dérangeoit ses piés, le corps ne seroit plus ferme & le poignet ne seroit plus en état d'éxécuter l'intention.
On serre aussi la mesure en passant le pié gauche à côté du pié droit, on la rompt en passant le pié droit à côté du pié gauche; on peut aussi rompre la mesure en sautant de deux piés en arriere: mais quoique cette derniere méthode soit usitée, on ne conseille à personne de s'en servir que sur un terrein extrèmement uni.
Position pour la garde en tierce.
Fig. 3. Pour exécuter la tierce (comme on l'a expliqué ci-devant), il faut tourner les ongles en-dessous, & pour la quarte les tourner en-dessus. Alors engageant l'épée de l'adversaire, c'est-à-dire touchant sa lame, il faut exécuter des dégagemens qui se font en changeant la position de la main & de la pointe, au-dedans ou au-dehors des armes. De sorte que si la main est tournée en quarte & qu'on engage la lame de l'adversaire au-dedans des armes en quarte, il faut par un mouvement du poignet baisser subtilement la pointe de l'épée bien près de sa lame, en tournant les ongles en-dessous & dégager l'épée en tierce. Etant en tierce, il faut baisser subtilement la pointe, tourner les ongles en-dessus, & dégager en quarte. Il faut de cette maniere changer souvent ses dégagemens & de pié ferme, jusqu'à ce que l'adversaire rompe la mesure; alors dégager & avancer sur lui en sentant son épée, & tonant toujours la pointe dans la ligne du corps, sans altérer nullement la position de la garde.
Après qu'on aura dégagé & avancé sur lui dans ces deux positions, il faut rompre la mesure; & chaque fois qu'il dégagera & avancera, tourner le poignet à la position où l'on sera engagé. Cela apprend à bien former ces parades dans lesquelles le poignet seul doit agir. Il faut aussi tâcher d'opposer à l'épée de son adversaire assez pour couvrir la partie qu'il attaque, & observer en couvrant le dedans des armes, de ne pas découvrir le dehors ni le dessous.
Position pour la garde en quarte & le coup de quarte.
Fig. 4. Pour bien tirer la quarte, il faut faire trois mouvemens du poignet dans un seul tems, tourner les doigts en-dessus, élever le poignet & l'opposer; dans ces mêmes trois tems tendre le bras, tenir le poignet plus haut que la tête, & baisser la pointe au corps de son adversaire. Dans cette position, en alongeant le bras, avancer le pié droit de deux semelles de plus que la garde pour s'étendre, le talon & le genou doivent être sur une ligne perpendiculaire, la pointe du pié vis-à-vis la pointe du genou, & le talon droit sur la ligne du talon gauche. Dans cette attitude tedir le pié gauche bien ferme, la semelle tout-à-fait posée à terre, sans remuer ni la pointe ni le talon; & dans le tems que la main part pour titer la botte, le pié droit doit suivre la main: il faut aussi soutenir le corps, tendre le genou gauche & laisser tomber le bras gauche sur la ligne de la cuisse gauche, à un pié de distance, présentant la paume de la main sans écarter les doigts. On doit observer que toutes les fois que la main droite est tournée en quarte, la main gauche doit l'être de même La main doit absolument partir la premiere, & la pointe de l'epée doit toucher le corps de l'adversaire, avant que le pié droit pose à terre. Pour tirer adroitement cette botte, lorsque la main part, toutes les parties doivent suivre avec la même vivacité, en observant toujours que le corps soit bien soutenu, la tête bien élevée, le côté gauche depuis la hanche bien cavé, les épaules libres & le poignet opposé à l'epée, de façon que le pommeau se trouve dans la ligne directe de la tempe gauche pour n'être pas exposé à recavoir de l'adversaire le même coup au visage; ce qui pourroit arriver sans cette opposition. Le coup tiré, se remettre promptement en garde l'epée devant soi. On ne peut trop s'appliquer à bien tirer cette botte, puisqu'elle est la plus brillante & la principale des armes. PLANCHE II. Position pour la garde en tierce & le coup de tierce.
Fig. 5. Pour tirer la tierce, il faut tourner les ongles en dessous, tenir le poignet à la hauteur de la quarte; couvrir sa tête par l'opposition du poignet, sans cependant avoir le bras ni le poignet vis-à-vis du visage; le dedans du bras sur la ligne de la tempe droite, le bras gauche bien tendu & le dedans de la main tourné vis-à-vis le haut de la cuisse à-peu-près à un pié de distance; observer aussi que toutes les fois que la main droite sera tournée les ongles en dessous, la paume de la main gauche doit se trouver vis-à-vis le dehors de la cuisse.
Il y a des personnes qui tirent le poignet sur la ligne de l'épaule, & qui, pour se couvrir le visage en tierce, baissent la tête, & en quarte couchent l'oreille droite sur l'épaule. Non seulement elles ne peuvent voir fixer la pointe de leur épée, mais aussi il est impossible qu'elles aient le coup d'œil si juste & si nécessaire pour parer en cas de riposte, leur tête étant toujours en mouvement pour se mettre à couvert; & ne sachant pas que l'opposition du poignet seul doit couvrir le visage, elles portent encore tout le corps en avant à chaque botte qu'elles tirent, puisque leur côté droit se trouve extrèmement cavé. De sorte que leur corps n'étant plus d'à-plomb, elles tirent leur coup avec beaucoup de roideur, conséquemment elles ont beaucoup de difficulté pour se remettre en garde, s'étant abandonnées sur le devant, & sont fort exposées à la pointe de leur adversaire.
Position pour la garde de tierce & le coup de quarte sur les armes.
Fig. 6. Il faut tirer la quarte sur les armes sur la même ligne que la tierce, tourner le poignet en quarte, & plonger la pointe de l'epée au corps de l'adversaire; le poignet ne doit être écarté, ni du dedans ni du dehors des armes: il faut aussi que le poignet & le pommeau de l'épée soient élevés & alignés à la tempe droite, tenir le pouce, l'ongle, & le plat de la lame sur une ligne horisontale; & les autres parties dans la position de la quarte.
Position de la garde de tierce & le coup de seconde.
Fig. 7. La seconde ne differe de la tierce qu'en ce qu'on la tire par-dessous le poignet tout le long du coude, ainsi il faut engager l'épée en tierce, baisser la pointe, tenant le poignet en tierce, & diriger la pointe de l'épée entre l'aisselle & la mamelle droite de l'adversaire; le corps doit être un peu plus bas que dans les coups ci-devant expliqués.
PLANCHE III. Position pour la garde en quarte & le coup de quarte basse.
Fig. 8. Pour bien exécuter la quarte basse, il faut engager l'épée en quarte, baisser la pointe par-dessous la ligne du coude de son adversaire, & en tirant le coup fixer non-seulement la pointe à son flanc, mais encore porter le poignet & le pié droit à un pié en dehors de la ligne directe, sans tourner la pointe du pié ni en-de-dans ni en-dehors, former un angle du poignet à la lame, avoir le corps aussi bas que dans la seconde, & la main aussi haute que dans la position de la quarte sur les armes. De cette maniere, l'opposition fera formée & le corps & le visage seront à couvert.
Position de la garde en quarte & le coup de flanconnade.
Fig. 9. Pour bien tirer cette botte, il faut engager l'épée en quarte, & fixer la pointe de l'épée au flanc de son adversaire en liant son épée, & la porter par-derriere son poignet. Dans cette opération, il faut aussi gagner son foible, & sans quitter sa lame, plonger la pointe par dessous son coude, ayant la main tournée en quarte, & en portant la pointe à son flanc, former un angle du poignet à la pointe.
On doit observer d'opposer la main gauche par-dessous le bras droit, depuis le coude jusqu'au poignet, dans le tems qu'on détache la botte, & d'avoir la main ouverte & les doigts pendans pour éviter d'être touché, en cas qu'en parant la flanconnade, on tournât le poignet en tierce (ce qu'on appelle cavé). Dans la parade de ce coup, je donnerai l'explication de cette opposition.
Le salut des armes tel qu'il est usité en salle avant de faire assaut.
Fig. 10. Le salut des armes est une politesse qui est dûe aux spectateurs, & réciproque entre ceux qui se disposent à faire assaut ensemble. Il est d'usage de faire le salut avant de commencer à tirer de part & d'autre. La bonne grace & l'aisance sont absolument nécessaires pour bien exécuter tous les mouvemens du salut.
Premiere position du salut.
Il faut se mettre en garde en tierce, engager la lame de son adversaire au foible, faire trois attaques du pié droit, dont deux du talon, & la derniere du plat du pié; porter avec grace la main au chapeau, sans remuer la tête, qui doit être en face de l'adversaire; & aussi-tôt que le chapeau est ôté de dessus la tête, faire les mouvemens suivans.
PLANCHE IV. Seconde position du salut.
Fig. 11. Il faut passer le pié droit derriere le pié gauche à-peu-près à la distance d'une semelle, avoir les deux jarrêts tendus, le corps ferme & droit, la tête bien élevée, dans le même tems étendre bien le bras droit, tourner la main en quarte, la tenir à la hauteur de la tête sur la droite, autant qu'il est possible, & tenir la pointe de l'épée un peu basse. Lorsqu'on passe le pié droit derriere le pié gauche & qu'on tend le bras droit il faut baisser & tendre le bras gauche, & tenir ferme le chapeau dans la main. Le dedans de la forme du chapeau doit-être tourné en-dehors, & être à la distance d'environ deux piés de la cuisse.
Troisieme position du salut.
Fig. 12. Lorsqu'on a salué à droite, il faut porter le poignet sur sa gauche, plier le coude & tenir la pointe de l'épée vis-à-vis l'épaule droite de son adversaire: toutes les autres parties du corps doivent être dans la même position ci-devant expliquée.
Quatrieme position du salut.
Fig. 13. Lorsqu'on a salué à gauche, il faut d'un air aisé tourner la main en tierce, tenir le bras & la pointe de l'épée droit au corpsde son adversaire, dans le même tems se metrre en garde en portant le pié gauche en arriere, à la distance de deux semelles, remettre le chapeau sur sa tête en arrondissant le bras gauche; & lorsqu'on quitte le chapeau, remettre la main gauche dans la même position de la garde.
Cinquieme position du salut.
Fig. 14. Etant ainsi engagé dans la position de la garde en tierce, il faut répéter les trois attaques du pié, & en tendant les jarrêts passer le pié gauche en avant la pointe en-dehors & le talon à deux pouces de distance de la pointe du pié droit. Dans ce moment, il faut tendre les deux bras, tourner les deux mains, tenir le bras gauche à deux piés de distance de la hanche gauche, le bras droit à la hauteur de l'œil droit, & la pointe de l'épée vis-à-vis de son adversaire. Nota. le dernier mouvement est pour saluer l'adversaire. Après cette derniere attitude, il faut se remettre en garde dans telle position qu'on jugera à propos, soit pour attendre l'attaque, soit pour attaquer le premier.
Si l'on se trouvoit trop près de son adversaire, après avoir fait en avant la passe du pié gauche, il faudroit se remettre en garde en portant le pié gauche en arriere pour éviter un coup de surprise, & ne pas recevoir la premiere botte; car il est permis de tirer aussi tôt qu'on est placé en garde, parce qu'il est probable qu'on est sur la défensive.
Les figures qui suivent, ont le fleuret à la main dans toutes les positions expliquées, afin que les jeunes gens apprennent à fixer la pointe de leur épée dans sa juste direction.
Dans l'exercice des armes, tout dépend d'un coup d'œil juste, de beaucoup de vivacité dans le poignet, d'une grande fermeté dans les parades, de bien soutenir son corps en tirant une botte, d'avoir le corps sur la partie gauche en parant, d'être bien libre dans toutes ses parties, de ne pas s'emporter ni s'abandonner, d'être ferme sur ses jambes, & de bien connoître la mesure de chaque mouvement. On ne parvient à la perfecde tion ce talent qu'à force de pratique sur le plastron & de tirer au mur. On donnera la méthode & l'explication à la suite.
Méthode pour rendre un écolier actif & ferme sur ses jambes, & lui apprendre à se placer après avoir tiré tierce & quarte.
On doit s'appliquer non-seulement à tirer toutes les bottes avec vivacité, mais aussi en détachant les coups faire mouvoir les jointures de toutes les parties du corps comme des ressorts. Il est essentiel de se remettre en garde avec autant de vivacité afin d'etre en état de parer en cas de riposte. Pour cet effet, sitôt qu'on commence à tirer des bottes avec fermeté, au lieu de revenir dans la position de sa garde, il faut porter le pié droit près du pié gauche ou le pié gauche près du pié droit. Afin qu'un écolier exécute aisément ces positions, le maître d'armes doit l'aider de cette sorte jusqu'à ce qu'il soit aslez délié pour les éxécuter de lui-même.
On doit tirer la quarte sans toucher le plastron, & au lieu de se remettre en garde dans la position ordinaire, garder l'équilibre du corps, porter légerement & vivement la pointe du pié droit près du talon gauche, tenir le poignet droit & le bras gauche dans la position de la botte, le corps bien droit, la tête élevée, & les genoux bien tendus, comme on peut le voir à la quatorzieme Planche dans la cinquieme position du salut.
Le second mouvement est le plus difficile. Après avoir tiré la tierce, au-lieu de se remettre en garde, il faut porter le pié gauche en-avant sans roidir le genou ni le coup-de-pié. On doit faire ce mouvement avec aisance, afin de se trouver immédiatement droit sur ses jambes, & avoir le talon gauche près de la pointe du pié droit. Il faut se remettre en garde en portant en-avant le pié droit, ou en-arriere le pié gauche, & toujours observer de ne remuer qu'un seul pié.
Le maître, afin d'aider son écolier, après qu'il s'est alongé, doit soutenir son poignet droit avec sa main gauche jusqu'à ce qu'il soit ferme & droit sur ses jambes. Cette méthode est la plus sûre pour faciliter un écolier à se remettre en garde avec légéreté & bonne grace. Cela le dispose à faire le mouvement des passes dont on donnera l'explication à la suite.
Il est nécessaire aussi, lorsqu'un écolier prend sa leçon au plastron, que le maître ait l'attention de retirer souvent le corps en-arriere dans le tems que l'écolier tire son coup. Il seroit dangereux pour lui par la suite que le maître lui laissat fixer sur son plastron le bouton de son fleuret à chaque botte qu'il tireroit. Il s'accoutumeroit à abandonner sa main & son corps; & au-lieu d'apprendre à diriger la pointe de son épée au corps de son adversaire, il tireroit ses coups sans regle de la ceinture en bas. Le danger à venir seroit d'autant plus grand pour l'écolier, qu'il ne pourroit pas se remettre en garde, ni parer en cas de riposte. Mais lorsqu'un maître fait souvent tirer à vuide son écolier dans le tems qu'il croit trouver de l'appui, il lui donne de l'aisance pour tirer ses coups, & se remettre sur la défensive; & en le rendant attentit à soutenir son corps & sa main, il l'accoutume à porter la pointe de son épée à sa juste direction.
Les six bottes qu'on a expliquées ci-dessus peuvent être tirées non seulement de la lame au corps de l'adversaire (ce qui ne doit former qu'un tems droit), mais après un battement d'épée par une attaque du pié, par un glissement d'épée, par un simple dégagement, ou par un dégagement avec l'attaque du pié.
Le battement d'épée se fait en engageant la lame soit en quarte, soit en tierce, ou quarte sur les armes. On la quitte d'environ quatre pouces, on la touche vivement, & on tire ferme & droit au corps.
L'attaque du pié se fait en levant le pié droit à deux pouces de terre, en le posant ferme, & on tire droit au corps.
Le glissement d'épée se fait en touchant ferme la lame de son adversaire. Il faut plier un peu le coude, élever la pointe de l'épée, gagner le foible de la lame en avançant le poignet d'environ un pié, pour déranger de la ligne la pointe de son épée, & lui tirer droit & ferme au corps.
Le simple dégagement se fait, lorsqu'on est engagé au-dedans, ou au dehors des armes, en dégageant sans toucher l'epée de son adversaire. Le dégagement fait, lui tirer droit au corps.
Le dégagement avec l'attaque du pié se fait d'un seul tems; & dans le tems qu'on dégage, il faut joindre l'épée de son adversaire, en attaquant du pié, & tirer droit & ferme au corps. On observera que cette opération, quoique formée de deux tems, dont le premier est le dégagement avec l'attaque du pié, & le second est de tirer, doit être exécutée aussi vivement qu'on diroit à soi-même une, deux.
Des parades simples.
Chaque botte a sa parade & chaque parade sa riposte. La parade est la principale partie des armes. Pour être bon tireur, il ne suffit pas de se présenter de bonne grace, de tirer avec vivacité & justesse. Le grand point est de savoir se défendre, & parer les coups que l'adversaire tire. Lorsqu'on est maître de sa parade, on le lasse bientôt, & on trouve jour à le toucher. On doit donc s'appliquer à bien former ses parades, en tenant ferme son épée depuis la garde jusqu'à la pointe. Il faut que le corps soit bien effacé sur la partie gauche, & que le poignet & le coude agissent.
De la parade de quarte, au dedans des armes sur le coup de quarte.
Fig. 15. La parade de quarte, au dedans des armes, se forme par un mouvement sec du poignet avec le fort de la lame & le tranchant du dedans. Il faut effacer bien le corps, opposer le poignet d'environ quatre pouces sur la gauche, racourcir un peu le bras, & aussi-tôt après avoir paré, presenter la pointe de l'épée ferme vis-à-vis l'estomac de son adversaire, afin d'être prêt à la riposte.
PLANCHE V. De la parade de tierce sur le coup de tierce.
Fig. 16. Pour parer le coup de tierce, il faut parer du tranchant du dedans, tendre bien le bras, opposer le poignet à la lame sans le déranger de la position de tierce, & baisser la pointe de l'épée au corps afin d'être en état de riposter droit en tierce.
On peut aussi parer le coup de tierce en pliant un peu le coude, soutenant bien son poignet, tenant la pointe de l'épée vis-à-vis l'épaule droite de son adversaire. De cette maniere, on est en état de riposter en seconde.
De la parade de quarte au dehors des armes sur le coup de quarte hors des armes.
Fig. 17. Pour parer le coup de quarte au dehors des armes, il faut opposer le tranchant du dehors de la lame, tenir le poignet dans la position de la quarte au dehors des armes, tendre le bras, avoir la main sur la ligne de l'épaule droite, & toucher ferme la lame de son adversaire avec le talon de l'épée.
On pare aussi ce coup en racourcissant le bras, en tenant le poignet un peu plus au dehors des armes & la pointe de l'épée plus haute. Le coup paré, il faut glisser sur la lame du foible au fort. De cette maniere on écarte non seulement la pointe de son épée, mais aussi on peut la lui faire sauter de la main.
De la parade de seconde sur le coup de seconde.
Fig. 18. Il faut parer le coup de seconde avec le tranchant du dedans, & hausser le poignet en seconde à la hauteur de l'épaule droite, tenir la pointe de l'épée basse & bien soutenue du fort au foible, diriger la pointe entre l'aisselle & la mamelle droite de son adversaire, & tendre le bras ferme pour déranger la pointe de son épée.
PLANCHE VI. De la parade du demi cercle sur le coup de quarte basse.
Fig. 19. La parade du demi cercle doit être formée au dedans des armes par un coup ferme sur le foible de la lame de l'adversaire, avec le tranchant du dedans & du fort de l'épée. Il faut tourner les ongles en dessus, tendre bien le bras, tenir le poignet à la hauteur du menton, & la pointe de l'épée basse & soutenue du fort au foible.
De la parade du coup flanconade par le cavé, avec l'explication de la parade du même coup par un liement d'épée.
Fig. 20. Le cavé, est une parade où il faut tourner vivement le poignet de quarte en tierce dans le tems que l'adversaire gagne la lame du foible au fort, pour tirer la flanconnade, former un angle du poignet à la pointe; par ce moyen on évite la botte, & la pointe de l'épée se trouve exactement dans la ligne du corps de l'adversaire. On doit aussi observer de bien tendre le bras, & de soutenir avec fermeté sa lame depuis le fort jusqu'à la pointe de son épée.
Le liement d'épée se fait aussi dans le tems qu'il tire le coup de flanconnade. Il faut céder la pointe sans quitter sa lame, ensorte que la pointe forme un demi-cercle en passant par-dessous son poignet; & lorsque la parade sera formée, les deux poignets & lames se trouveront dans la position de quarte, comme on étoit avant que le coup fût tiré, avec cette différence, que le poignet se trouvera plus bas que dans la garde ordinaire.
De la parade de prime sur le coup de seconde.
Fig. 21. Pour parer de prime sur le coup de seconde, il faut passer la pointe de l'épée par-dessus la lame de son adversaire dans le tems qu'il tire la seconde, la baisser à sa ceinture, lever la main droite à la hauteur de la bouche, tourner les ongles tout-à-fait vers soi, tenir le coude plié & le corps bien en arriere, & dans cette position donner un coup ferme & sec sur la lame en parant du fort de l'épée & du tranchant du dehors.
Il faut, en parant de prime, opposer la main gauche, comme il est expliqué dans le coup de flanconnade, ou sortir de la ligne.
L'opposition de la main gauche se fait, quand on pare, en serrant la mesure & pour éviter la pointe de l'épée de l'adversaire, en cas qu'on veuille riposter sur la même ligne.
Sortir de la ligne se fait dans le même tems qu'on pare son coup. Ainsi dans ce tems il faut porter le pié droit à plat & ferme à six pouces sur la droite, & faire suivre le pié gauche du même côté d'environ un pié étant plus éloigné du centre. Selon mon avis cette derniere opération est préférable à l'opposition de la main gauche. Comme elle est pratiquée dans plusieurs académies, sur tout dans celles d'Italie, on a jugé à propos d'en donner l'explication.
La raison pour laquelle on préfere la derniere à la premiere, est parce que les pointes des deux épées se trouvent basses & au dedans des armes. Il vaut mieux sortir de la ligne pour faire sa riposte, puisqu'on voit à découvert toute la partie gauche de l'adversaire.
PLANCHE VII. De la parade de quinte sur le coup de quinte.
Fig. 22. On tire le coup de quinte, en trompant la parade du demi cercle, ou de prime & tenant la main en quarte; il faut dégager la pointe de l'épée par-dessus la lame de son adversaire dans le tems qu'il pare du demi-cercle, de prime, & lui tirer au flanc.
On pare ce coup en tenant la main en quarte, le poignet élevé & la pointe basse, en opposant le même fort du tranchant du dehors en écartant sa pointe par la fermeté du poignet, en soutenant bien la lame du fort au foible, & ayant le bras bien tendu, & le corps porté sur sa partie gauche.
Explication des différentes bottes qu'on peut parer avec la même parade outre celles qui sont expliquées.
Toutes les parades en général se font de pié ferme en avancant, ou reculant. Avec la parade de quarte on pare, en baissant le poignet, la quarte basse & la seconde: en le haussant, on pare les coupés sur pointe au dedans des armes, & la flanconnade. Avec la parade de tierce, on pare la quarte au dehors des armes; en haussant le poignet, on pare les coupés sur pointe tirés en tierce, ou en quarte au dehors des armes. Avec la parade de quarte au dehors des armes, on pare la tierce. En haussant le poignet, on pare lesdits coupés sur pointe. Avec la parade de seconde, on pare tous les coups de dessous le poignet soit de quinte soit de quarte basse ou de flanconnade, en tenant le poignet haut & la pointe de l'épée à la ceinture. Avec la parade du demi-cercle on pare la quarte, la tierce, la quarte hors des armes, & la seconde. Avec la parade de prime, on pare la quarte, la quarte basse & la seconde. Avec la parade de quinte, on pare la seconde & la flanconnade.
Observations sur les parades.
Une parade est d'autant plus nécessaire, lorsqu'elle est bien formée & à propos, qu'elle est aussi dangereuse, lorsqu'elle est éxécutée sans jugement & qu'elle est écartée. La parade est une défense qui empéche d'être touché. Ainsi on doit observer, en défendant le côté par où l'on est attaqué, de ne pas donner un plus grand jour à son adversaire, qui trouvant plus d'aisance, pourroit en profiter. Pour cet effet, il ne faut pas s'étonner des différens mouvemens qu'il pourroit faire soit du corps, soit des piés ou de la pointe de son épée. Il n'est pas douteux qu'on a un grand avantane en le forçant à se défendre, puisque dans ce tems-là il lui est impossible d'attaquer. Alors on est en état de profiter du plus grand jour qu'il peut donner par ignorance, ou par inadvertance; mais aussi il est certain que l'avantage est plus grand de lui riposter, si l'on souffre l'attaque, lorsqu'on est en état de parer suivant les regles des armes.
De la riposte après la parade.
Chaque parade a sa riposte. On est regardé comme bon tireur d'armes, lorsqu'on pare avec jugement & qu'on riposte avec vivacité & justesse. Il y a dans les armes deux manieres de riposter, l'une dans le tems que l'adversaire tire son coup, & l'autre dans le tems qu'il se remet en garde. La premiere ne convient qu'à ceux qui sont bien formés dans l'exercice des armes, car elle exige beaucoup de précision, un coup-d'œil juste, & une parade ferme & seche, puisque l'adversaire, qui n'a pas fini son coup, doit recevoir la riposte au corps, ce qu'on appelle en fait d'armes riposter de la main.
La seconde qui est la riposte dans le tems qu'il se remet en garde, après avoir tiré sa botte, se fait en le touchant au corps avant que son pié droit pose à terre, lorsqu'il se remet en garde. Pour la bien exécuter, il faut la faire en s'alongeant avec vivacité. La riposte, qu’on appelle riposte de la main, doit toucher au corps de l’adversaire dans le tems qu’il s’alonge en tirant son coup. Cette maniere de riposter doit être exécutée avec la plus grande vivacité. Pour réussir il faut que les deux piés soient fermes, & après avoir paré séchement du talon de l’épée, on doit aussi-tôt tendre le bras, avancer un peu le corps, & être attentif avec le poignet seul de diriger la pointe de l’épée à son corps, comme on le peut voir aux figures 24, 26 & 27e.
De la riposte de quarte après la parade de quarte.
Fig. 23. Dans le tems que l’adversaire tire le coup de quarte, aussi-tôt après l’avoir paré du fort de la lame, il faut riposter un coup de quarte, en faisant partir la main la premiere, & se remettre promptement en garde dans la même position, suivant les regles expliquées.
On peut aussi riposter en quarte basse dans le tems qu’il se remet en garde, pour peu qu’il hausse sa main, & après avoir fait la riposte, se remettre en garde en tierce, au-dehors des armes ou en demi-cercle.
De la riposte en tierce sur le coup de tierce.
Fig. 24. Dans le tems qu’on pare la tierce en tendant le bras & baissant la pointe de l’épée au corps de l’adversaire, il faut lui riposter le coup de tierce, la main to urnée en tierce & le poignet cavé, faire en-sorte que la main parte la premiere en soutenant son épée depuis le fort jusqu’à la pointe, puis se remettre en garde en prime, ou en demi-cercle. On peut aussi riposter en seconde, & se remettre en garde en seconde, en tierce ou en demi-cercle.
PLANCHE VIII. De la riposte en seconde après avoir paré la quarte sur les armes.
Fig. 25. Après avoir paré la quarte sur les armes, on peut riposter la même botte, en tenant la main les ongles en-dessus & le tranchant de l’épée tourné du même côté, plonger la pointe au corps & se remettre en garde en demi-cercle.
Si on riposte en seconde, il faut, aussi-tôt après avoir paré la quarte sur les armes, baisser la pointe de l’épée & la diriger au corps de l’adversaire par-dessous son coude, cette riposte étant plus aisée à faire que la premiere expliquée ci-devant. La riposte faite, se remettre en garde en seconde, en tierce ou en demi-cercle.
De la riposte en quinte sur le coup de seconde.
Fig. 26. Après avoir paré le coup de seconde avec la parade de quinte, il faut riposter en quinte; si on la pare de seconde, il faut riposter en seconde, & se remettre promptement en garde, en tenant le poignet dans la même position d’où l’on est parti, & revenir à l’épée en quarte, sans quitter la lame.
De la riposte du cavé sur le coup de flanconnade à ceux qui n’opposent pas de la main gauche.
Fig. 27. Dans le tems que l’adversaire tire le coup de flanconnade, il faut le parer en tournant la main en tierce, & soutenir la pointe de l’épée à son corps (ce qu’on appelle cavé.) On ne doit jamais partir du pié en faisant cette riposte, mais seulement avancer un peu le corps, & tendre le jarret gauche. L’angle que l’on fait du poignet à la pointe en cavant, suffit pour parer le coup & riposter. Le coup achevé, il faut revenir à l’épée, soit en prime, ou en demi-cercle.
Si on pare le coup de flanconnade en liant l’épée, comme on l’a expliqué dans sa parade, on peut riposter tout droit en quarte, ou dans le tems que l’adversaire se remet en garde; pour peu qu’il cede sa pointe, on peut faire la riposte en flanconnade; & s’il hausse son poignet & sa pointe, riposter en quarte basse & joindre son épée en parant du cercle.
PLANCHE IX. De la riposte de prime sur le coup de seconde, ou de quarte basse.
Fig. 28. Aussi-tôt après avoir paré de prime le coup de seconde, ou de quarte basse, en sortant de la ligne & se portant sur la droite comme on l'a expliqué dans sa parade, il faut riposter en prime, tenant la main sur la ligne de l'épaule gauche, afin de se trouver par cette opposition le corps & le visage à couvert, & se remettre en garde dans la position de prime, ou du demi-cercle.
De la parade du contre-dégagement.
On forme cette parade dans le tems que l'adversaire tire son coup, en dégageant soit de quarte en tierce, soit de tierce en quarte, ou de quarte en quarte sur les armes. Pour bien éxécuter ces parades, si-tôt qu'il dégage pour tirer, il faut dégager subtilement dans le même tems, en faisant un petit cercle bien près de sa lame, & former la parade, laquelle doit être éxécutée avec la plus grande vivacité, en soutenant bien la lame de l'épée depuis la garde jusques à la pointe; & pour riposter facilement, on doit aussi-tôt porter la pointe de l'épée dans la ligne de son corps.
Observation sur cette parade.
Comme un poignet vif & une pointe légere pourroient aisément tromper la parade du contre-dégagement par le contre du contre, c'est-à-dire si l'adversaire continuoit son dégagement plusieurs fois, & plus vivement qu'on ne pourroit faire, alors pour déranger cette opération, en cas qu'on ne se sentît pas assez de vivacité dans le poignet pour arrêter sa pointe avec la même parade du contre, il faudroit avoir recours à la parade du cercle.
De la parade du cercle.
Cette parade, qui est la principale des armes, pare non seulement tous les coups, mais aussi dérange toutes les feintes qu'un adversaire peut faire. Pour bien éxécuter cette parade, il faut bien tendre le bras, tenir le poignet sur la ligne de l'épaule, les ongles tournés en dessus; & par un mouvement serré & vif du poignet la pointe de l'épée doit former de la droite à la gauche un cercle assez grand pour être à couvert depuis la tête jusqu'au genou. De cette maniere, en doublant le cercle jusqu'à ce qu'on ait arrêté la lame de son adversaire, la parade sera formée.
Pour arrêter cette parade du cercle, quand même il la doubleroit avec la plus grande vivacité, il faut arrêter tout court sa lame en soutenant le poignet à la hautenr de l'épaule & tenant la pointe basse, comme dans la parade de quinte, & revenir promptement à l'épée en quarte.
Il faut s'exercer, autant qu'on peut, le poignet aux parades du cercle au contre-dégagement, & du contre-dégagement au cercle. On peut prendre cette leçon tout seul, soit avec un fleuret, soit avec une épée. Cette exercice fortifie le poignet, le rend souple & le délie, & procure insensiblement la plus grande aisance & adresse pour se défendre dans le besoin.
Méthode pour tirer & parer tierce & quarte au mur.
On dit tirer au mur, parce que celui qui pare les coups qui lui sont portés, doit avoir le corps immobile. Son poignet seul doit agir dans les parades. Pour bien éxécuter cette leçon, on donnera premierement l'explication de la position dans laquelle doit être celui qui pare.
Pour parer au mur, il faut se placer de façon que le pié gauche ne puisse remuer, bien effacer les épaules, tenir la tête haute, ôter le chapeau & ouvrir en même tems le bras droit & porter la pointe du fleuret sur la droite, afin que l'adversaire se mette en mesure. Cela fait, remettre aussi-tôt le chapeau, passer la main gauche par derriere les reins, & être prompt à parer les coups qu'il tire.
Pour tirer au mur, il faut se placer droit sur ses jambes, comme dans la premiere position (Voyez la premiere figure), dans le tems qu'on se met en garde, ôter son chapeau d'un air gracieux, détacher un coup de quarte en approchant légérement le bouton du fleuret contre la poitrine de celui qui se présente pour parer; en se remettant en garde, remettre son chapeau d'un air aisé & faire avec le poignet les deux mouvemens de la tierce à la quarte; c'est la regle du salut.
L'éxercice de tirer au mur, accoutume à tirer avec vivacité & à parer promptement, donne de l'aisance, de la jultesse, & de la connoissance pour la mesure, & est d'autant plus utile qu'étant ordinaire de faire des armes avec différentes personnes, on en rencontre aussi très-souvent de différentes tailles.
Méthode pour tirer au mur avec vivacité.
Il y a trois manieres de tirer au mur. La premiere, en engageant l'épée au fort, & tenant la pointe légere, il faut dégager subtilement, & si-tôt le dégagement fait, tirer droit au corps de l'adversaire sans chercher nullement sa lame.
La seconde, en engageant de la pointe de l'épée la sienne, il faut courber le bras, dégager & lui tirer droit au corps, ce qu'on appelle, tirer pointe à pointe.
La troisiéme, en tirant des coups droits soit au-de-dans, soit au-dehors des armes, il ne faut nullement engager ni dégager le fer.
Les maîtres d'Italie se servent souvent de cette derniere méthode. Elle donne de la vivacité, accoutume la main à partir la premiere, & développe parfaitement l'épaule.
Regles à observer en tirant au mur.
Lorsqu'on a pris sa mesure ou sa distance, on ne doit nullement remuer le pié gauche ni le corps, ne faire aucune attaque ni feinte, mais toujours tirer de regle soit au-dedans, soit au dehors des armes, en faisant des dégagemens, ou tirant des coups droits, ou en faisant des feintes, pourvû qu'on en soit convenu avec celui qui pare.
Des feintes.
On appelle feinte, marquer un coup d'un côté & l'achever d'une autre. Il faut déranger le poignet de son adversaire, ensorte qu'on ait assez de jour pour lui porter le coup qu'on a prémédité de tirer. On doit bien prendre garde de ne pas se découvrir, lorsqu'on marque une feinte; car au lieu de réussir dans son projet, on lui donneroit occasion de profiter d'un trop grand jour & de tirer un coup droit. Ainsi il est absolument nécessaire, en faisant une feinte, qui forme un dégagement, d'opposer le talon de l'épée, & de faire subtilement le mouvement de la pointe, & assez près de la garde de son épée pour pouvoir le toucher plus aisément.
Toutes les feintes peuvent être éxécutées de pié ferme & en marchant. On peut aussi les faire après une attaque du pié, après un coup de lame, ou dans le tems que l'adversaire force la lame, ou qu'il fait un dégagement.
Pour bien éxécuter les feintes, il faut tenir le poignet à la hauteur de l'épaule, plier un peu le coude, afin que le poignet soit plus délié & la pointe plus légere.
Si on est engagé en quarte, il faut dégager en quarte sur les armes bien près de la garde de son adversaire, ramener la pointe de l'épée dans la premiere position de quarte, tirer droit au corps, & revenir à l'épée en quarte, ou en demi-cercle. S'il la pare, on peut la tripler & tirer quarte sur les armes feinte, & revenir à l'épée en tierce ou en demi-cercle.
Si on est engagé en quarte sur les armes, il faut dégager subtilement en quarte, tirer quarte sur les armes & revenir à l'épée en tierce, ou en demi cercle; & s'il la pare, il faut tripler la feinte & tirer au-dedans des armes.
Si on est engagé en tierce, il faut marquer la feinte en seconde & tirer tierce. Si l'adversaire a le poignet élevé, en parant, on doit tripler la feinte, tirer seconde, & revenir à l'épée en seconde ou en demi-cercle.
Si l'on est engagé en tierce, il faut dégager en quarte, la pointe de l'épée sur la ligne du visage de l'adversaire, tirer quarte basse, & revenir promptement à l'épée en cercle.
Pour tirer les feintes sur le dégagement, il faut forcer un peu l'épée de son adversaire, afin de l'obliger de dégager; & dans le tems qu'il dégage, saisir subtilement ce tems, marquer la feinte & lui tirer au corps.
Défense contre les feintes.
La défense la plus sûre, pour parer les feintes, est de gagner le fer par une parade du contre-dégagement, ou par celle du cercle: car si on cherchoit à parer les feintes avec des parades simples, il seroit impossible d'éviter le coup, puisqu'on peut tripler & quadrupler la feinte; au lieu qu'avec lesdites parades, on arrête tout court la pointe de l'épée de son adversaire & on le force à changer d'idée & d'opération.
Observation sur les feintes & sur quels tems elles sont bonnes ou fausses.
Il y a des tireurs, qui font des feintes, en faisant de grands mouvemens du corps ou de la pointe, ou de grandes attaques du pié droit, pour engager leur adversaire à précipiter sa défense, croyant par-là profiter du jour qu'il peut donner. Toutes ces opérations, qui sont fausses, ne peuvent réussir que vis à vis des personnes timides & que peu de chose derance, mais vis-à-vis d'un homme de sens-froid, qui tient pointe ferme & droite au corps & qui recherche l'épée de son adversaire avec le mouvement seul du poignet & suivant les regles des armes, quelque mouvement qu'on puisse faire pour lui faire des feintes, elles seront sans effet.
Il en est d'autres, qui font des feintes, en portant l'épée en-avant, & qui quand on veut parer, la retirent à eux. Alors ils changent la pointe par un dégagement & tirent leur coup. Ces trois mouvemens sont contraires les uns aux autres & sont si lents que si leur adversaire partoit dans le tems qu'ils retirent leur bras, ils seroient touchés avant d'avoir achevé leur feinte.
On doit, autant qu'il est possible, faire les feintes en mesure, afin d'être en état de porter plus vivement la pointe au corps. On peut aussi faire les feintes hors de mesure, mais il faut les continuer dans le tems qu'on avance pour entrer en mesure & changer d'opération, en cas que l'adversaire joigne l'épée.
On doit observer de se bien couvrir, en faisant tous ces mouvemens; car il pourroit tirer tout droit dans le tems qu'on avance, ou surprendre la feinte par d'autres mouvemens.
On ne doit pas toujours espérer, dans le tems qu'on fait une feinte, que l'adversaire viendra à la parade; car on pourroit aisément être trompé. Mais sçachant qu'il pourroit attaquer & se tenant sur ses gardes, on sera plus prompt à se défendre.
On peut aussi être certain que la feinte reussira mieux pendant que le poignet de l'adversaire sera en mouvement. Alors saisissant ce moment pour faire la feinte, il se défendra avec plus de précipitation & non seulement se découvrira, mais même il ne pourra pas attaquer, & on sera en état de le toucher avec plus de facilité & moins de risque.
Des coulés de pié ferme; coulé de quarte sur les armes pour toucher quarte au-dedans des armes.
Si on est engagé en quarte & si on est en mesure sur son adversaire, il faut avoir le bras souple, le corps effacé & posé sur la partie gauche, dans cette position faire un attaque du pié, & donner un coup ferme & sec sur la lame pour ébranler son poignet. S'il revient à l'épée, dégager vivement en quarte sur les armes, tenir le poignet haut & la pointe sur la ligne de son visage, & dans le tems qu'il vient à la parade, dégager subtilement en quarte, & sans hésiter lui tirer droit au corps. S'il ne ripostoit pas & qu'il forçât la lame, il faudroit redoubler par le cavé, & revenir promptement à l'épée en quarte.
Coulé de quarte au-dedans des armes pour toucher quarte sur les armes.
Si on est engagé en tierce ou en quarte sur les armes, il faut faire un dégagement en quarte, tenant la pointe de l'épée en avant & sur la ligne du corps, dans le même tems faire une attaque du pié, & lorsque l'adversaire force la lame, dégager subtilement en quarte sur les armes, lui tirer à fond au corps, redoubler d'un coup de seconde & revenir promptement à l'épée soit en tierce, soit en demi-cercle.
Coulé de tierce pour toucher le coup de seconde.
Si on est engagé en quarte, il faut, après un battement d'épée & une attaque du pié, dégager subtilement en tierce, tenant la pointe de l'épée en-avant & sur la ligne du visage de l'adversaire; & dans le tems qu'il vient à la parade simple, soit de tierce, soit de quarte sur les armes, on doit baisser la pointe, tirer à fond un coup de seconde, & revenir à l'épée en tierce ou en demi-cercle.
Coulé de quarte pour toucher quarte basse.
Si on est engagé au dehors des armes, il faut ébranler le poignet de son adversaire, en battant de la lame sur le foible de la sienne, dégager subtilement la pointe, la tenir sur la ligne de son visage, tendre bien le bras, faire une attaque du pié, baisser la pointe par-dessous son coude, sans hésiter tirer quarte basse & revenir à l'épée en tierce, redoubler d'un coup de seconde & revenir promptement à l'épée en cercle.
Tous ces coulés faits de pié ferme peuvent être éxécutés en marchant, dans le cas où l'adversaire romperoit la mesure, lorsqu'on tache d'ébranler son poignet par des attaques du pié & des battemens d'épée.
Après ce mouvement s'il cherchoit à éviter la pointe par une retraite, il faudroit dégager subtilement & engager l'épée vivement, entrer en mesure & faire les opérations ci-dessus expliquées, en observant toujours de tenir l'épée devant soi & le corps en arriere, afin de n'être pas surpris en l'avançant & dévancer toujours les coups, de l'œil & du poignet.
Le croisé d'épée.
Peu de maîtres enseignent le croisé d'épée. Cette opération est d'autant plus nécessaire, que par là on peut non-seulement écarter la pointe de son adversaire depuis la poitrine jusqu'au genou, mais même faire sauter aisément l'épée de sa main.
S'il se présente en mesure, ayant le bras & la pointe tendus sur une même ligne, il faut poser bien le corps sur la partie gauche, & engager son épée en quarte, en tournant les ongles un peu plus en-dessus que dans la garde ordinaire, engager le fort de l'épée à-peu-près à un pié de sa pointe, & diriger la pointe de l'épée sur la gauche. Lorsqu'on se trouve dans cette position, il faut tourner subtilement la main en tierce, tenir l'épée bien ferme dans sa main, passer la pointe par-dessus le bras de l'adversaire, sans quitter nullement le fer, arrêter l'épée ferme depuis le fort jusqu'à la pointe, & tenir la main à la hauteur de l'épaule & la pointe aussi basse que la ceinture: ce croisé fait, tirer ferme & à fond un coup de tierce & revenir à l'épée en cercle.
Autre maniere de faire le croisé d'épée en quarte.
Si l'adversaire tire à fond un coup de quarte, il faut le parer du demi-cercle & avoir le corps bien posé sur la partie gauche. Aussi-tôt le coup paré, tourner avec vivacité & fermeté la main en tierce, passer la pointe de l'épée sur la gauche & toucher ferme le foible de sa lame avec le tranchant du dedans & le fort de l'épée.
Si on éxécute ces croisés d'épée avec jugement & vîtesse, il est presque impossible de ne pas désarmer son adversaire, ou de ne pas écarter sa lame assez pour pouvoir le toucher du coup de tierce, comme on l'a expliqué ci-devant.
Maniere d'éviter le croisé d'épée.
Comme chaque coup a sa défense, il est nécessaire d'en donner l'explication la plus claire. Il ne faut avoir que de l'attention, un coup d'œil juste & de l'adresse pour éviter tous les coups.
Il faut céder la pointe par un dégagement ouvert dans le tems que l'adversaire fait le croisé d'épée. De cette maniere ne trouvant point de lame pour le faire, on en évite l'effet. Il pourroit même lui arriver, ne sentant pas d'appui ni de resistance dans la lame au-lieu de faire sauter l'épée de la main de son ennemi, de perdre la sienne, s'il ne la tenoit pas bien ferme, ou si sa pointe n'étoit pas bien soutenue à la ceinture.
Du coup de fouet sur le coup de tierce pour faire sauter l'épée.
Si l'adversaire tire à fond un coup de tierce, il faut dégager subtilement en quarte, avoir le corps bien effacé & pose sur la partie gauche, raccourcir le bras un peu plus que dans la garde ordinaire, & tenir la pointe de l'épée un peu plus élevée. Le dégagement fait avant qu'il se remette en garde, il faut aussi donner un coup de fouet sec & vif, en touchant avec le tranchant du fort de l'épée sur le foible de sa lame; ce qui lui fera ouvrir les doigts & tomber son épée.
Autre maniere de faire sauter l'épée.
Si l'adversaire tire à fond un coup de tierce, il faut le parer de prime: le coup paré, lever avec légereté la pointe de l'épée, la porter sur la gauche, & toucher d'un coup sec & ferme avec le tranchant du dedans & du fort de l'épée sur le foible de la sienne.
Du coup de fouet en quarte sur les armes.
Si l'adversaire se présente, ayant la main tournée en quarte, le bras tendu & la pointe sur la ligne du bras, il faut marquer une petite feinte auprès du fort de son épée: si sa pointe n'en est pas ébranlée, dégager subtilement en quarte sur les armes, tenir le bras raccourci & la pointe haute, donner un coup de fouet avec le fort sur le foible de son épée, tendre le bras avec viva-cité, & lui tirer ferme & droit quarte sur les armes. Si son épée ne tombe pas du coup de fouet, on aura assez de jour pour le toucher; le coup fini, se remettre promptement en garde par le cercle.
Pour éviter le coup de fouet, si-tôt qu'on a tiré sa botte, il faut se remettre en garde en parant du cercle; car on ne se sert de ce coup de fouet que vis-à-vis de ceux, qui, après avoir tiré soit tierce soit quarte au dehors ou au dedans des armes, ne se remettent pas en garde promptement, ou qui, étant en garde, tiennent leur bras roide & la pointe de leur épée dans la ligne directe de leur bras.
Si l'adversaire donne ce coup de fouet dans le tems qu'on est en garde & ferme sur ses jambes, il faut prendre le tems qu'il le donne, dégager assez subtilement pour l'empêcher de gagner le fer, & profiter de ce moment pour lui tirer au corps.
Du coupé simple sur pointe en tierce.
Fig. 29. Après avoir tiré un coup de quarte, si l'adversaire pare du foible de son épée, il faut, en se remettant en garde, raccourcir le bras, tenir la lame droite du fort à la pointe, la passer par-dessus la sienne, tourner le poignet en tierce, le relever subtilement, plonger la pointe de l'épée à son corps, en tirant un coup de tierce à fond & se remettre en garde l'épée devant soi.
On tire aussi le coupé sur pointe, après avoir paré le coup de quarte. Lorsque l'adversaire craint la riposte de quarte, & qu'en se remettant en garde, il force la lame, pour lors on doit éxécuter vivement ledit coupé sur pointe au dehors des armes, soit en tierce, soit en quarte sur les armes.
On peut aussi faire le même coupé simple sur pointe en quarte sur les armes, dans le tems que l'adversaire force du pié ferme la lame en quarte, après qu'on a tiré le coup de quarte.
Il faut observer que tous les coupés sur pointe se font ordinairement sur les coups qui ne sont parés que du foible de l'épée à la pointe, ou lorsque celui avec lequel on tire force l'épée de même.
Coupé simple sur pointe de tierce en quarte.
Si on est engagé en tierce, il faut faire une attaque du pié, & tirer une demi-botte sans dégager; & dans le tems que l'adversaire vient à la parade forcée & simple de tierce, raccourcir le bras, tenir droit la pointe de l'épée, la passer par dessus la sienne au-dedans des armes, tourner la main en quarte, baisser la pointe de l'épée, & tirer à fond un coup de quarte: le coup tiré, revenir à l'épée en quarte, ayant le poignet bien posé & la pointe de l'épée droit au corps.
Coupé sur pointe de tierce en quarte pour toucher quarte sur les armes.
Si on est engagé au-dehors des armes, il faut tourner la main en quarte sur les armes, faire un appel de pié ferme, & dans le tems que l'adversaire vient a la parade, faire un coupé sur pointe au dedans des armes, tenir la main haute en quarte, & la pointe de l'épée droite au corps, faire feinte de tirer une quarte droite, & quand il revient à la parade, dégager subtilement, tirer à fond quarte sur les armes, en faisant partir la main la premiere & bien soutenue, suivant les principes ci devant expliqués: le coup tiré, se remettre en garde l'épée devant soi & la pointe droite au corps.
Autre coupé sur pointe de quarte en quarte sur les armes pour toucher quarte.
Si on est engagé en quarte, il faut tirer une demi botte pour forcer l'adversaire de venir à l'épée, & dans l'instant faire un coupé sur pointe & faire feinte de vouloir tirer quarte sur les armes. Il faut aussi sans hésiter, dégager l'épée par-dessous son poignet, achever le coup de quarte, ayant la main bien soutenue & bien opposée: le coup tiré, revenir à l'épée en quarte, le corps bien posé sur la partie gauche.
Autre coupé sur pointe de quarte en tierce pour toucher seconde.
Si on est engagé en quarte, il faut faire un appel, couper sur pointe de quarte en tierce, tourner le poignet en tierce &, lorsqu'on a passé la pointe de l'épée au-dehors des armes, sans hésiter, la baisser subtilement par-dessous le coude de son adversaire, & tirer à fond un coup de seconde: le coup tiré, revenir promptement à l'épée, soit en tierce, soit en demi-cercle.
On peut doubler le coupé sur pointe de quarte en quarte sur les armes, & au lieu d'achever le coup au dehors des armes, faire un autre coupé sur pointe & tirer quarte.
Lorsqu'on est engagé au-dehors des armes, on peut de même faire un coupé sur pointe au dedans, doubler le coup au dehors, & tirer quarte sur les armes ou tierce.
Il faut pratiquer peu ces doubles coupés sur pointe, parce que les coupés simples sont préférables & plus difficiles à parer. Malgré cela il paroit nécessaire à ceux qui font des armes, de savoir qu'il y a de tels coupés dans cette académie.
Du coup de reprise de la main après avoir tiré le coup de quarte.
Le coup de reprise de la main ne se fait qu'à ceux qui ne ripostent pas après avoir paré le coup qu'on leur a tiré, soit au-dedans, soit au-dehors des armes. Pour exécuter ce coup, il faut engager l'épée de l'adversaire en tierce, faire un appel du pié, & lorsqu'il vient à la parade, dégager subtilement près de la garde de son épée, & lui tirer un coup de quarte: si-tôt le coup tiré, faire feinte de se remettre en garde, en retirant le pié droit d'environ une semelle, & tenant le bras droit & flexible, & dans le tems qu'il leve le pié droit pour serrer la mesure, quand même il forceroit la lame, il faut le prendre sur le tems, tourner vivement la main en tierce, & lui tirer à fond un coup de cavé en soutenant bien la main. Le coup fini, revenir promptement en garde, en tenant le bras bien tendu & la pointe de l'épée sur la ligne du corps.
Du coup de reprise de la main en'quarte sur les armes après avoir tire le coup de tierce.
Si on est engagé au-dedans des armes, il faut faire un appel du pié & un battement d'épée; si l'adversaire vient à la parade, dégager subtilement au-dehors des armes, tourner la main en tierce & tirer à fond un coup de tierce. Le coup tiré, se remettre promptement en garde, en retirant le pié droit de la longueur d'une semelle, & lorsqu'il leve le pié droit pour avancer, le prendre sur le tems, tourner vivement la main les ongles en-dessus, & lui tirer quarte sur les armes. Le coup sini, se remettre promptement en garde & revenir à l'épée, soit en tierce, soit en demi-cercle.
De la passe en quarte au-dehors des armes.
Fig. 30. Si l'adversaire se trouve engagé en tierce, le coude plié & la pointe de l'épée haute, il faut faire une attaque du pié & tirer une demi-botte. S'il ne vient point à la parade, alors sans déranger nullement le pié droit, il faut passer le pié gauche en avant du pié droit à la distance de deux semelles, tourner la pointe du pié en-dehors, lever un peu de terre le talon du pié droit, tendre ferme les deux jarrets, supporter sur la jambe gauche tout le poids du corps, & lorsqu'on passe le pié gauche en-avant, tourner la main en quarte sur les armes, tendre bien le bras & tirer ferme & droit au corps. Sitôt le coup tiré, revenir en garde en tierce, en remettant le pié gauche, le corps & la main dans la premiere position, & chercher l'épée avec une parade du cercle.
De la passe en tierce au-dehors des armes.
Si l'adversaire est engagé en quarte, il faut battre son épée d'un coup ferme avec le tranchant du fort, & lorsqu'après avoir écarté sa lame, il revient à une parade forcée, dégager subtilement au-dehors des armes, tenir la main en tierce, le poignet élevé & la pointe de l'épée plongée à son corps; dans le tems du dégagement passer le pié gauche en avant du droit à la distance d'une semelle, tendre le jarret & supporter de la jambe gauche tout le poids du corps. Le coup fini, revenir en garde en tierce, ayant le corps bien effacé & posé sur la partie gauche.
Passe en quarte après la feinte en quarte sur les armes.
Si on est engagé au-dedans des armes, il faut faire un attaque du pié, dégager subtilement, en tenant la main en quarte sur les armes, tirer une demi-botte, tenir le poignet élevé & la pointe de l'épée bien ferme sur la ligne du vis ge: en faisant cette opération avancer le pié droit de la longueur d'une demi semelle; & dans le tems que l'adversaire vient à une parade forcée en tierce, il faut aussi le prendre sur le tems, en dégageant subtilement en quarte, & faire en avant la passe du pié gauche, en observant toujours d'opposer la main droite à son épée, de tenir le poignet élevé & la pointe de l'épée sur la ligne du corps, de se remettre en garde, & de chercher son épée avec une parade du cercle.
Passe en quarte sur les armes après la feinte de quarte.
Si l'adversaire est engagé au-dehors des armes, il faut lui tirer une demi-botte en faisant une attaque du pié, & dans le tems qu'on sent qu'il force la lame, marquer une feinte au dedans des armes; & en dégageant subtilement au dehors des armes, faire la passe du pié gauche & tirer le coup de quarte sur les armes, suivant les principes de cette passe ci-devant expliqués.
On observera que l'on pare de tierce haute les passes au-dehors des armes, & de prime ou de quarte haute les passes au-dedans des armes, en soutenant le poignet sur la ligne du visage.
PLANCHE X. Echappement du pié gauche en-arriere dans le tems de la passe au-dehors des armes.
Fig. 31. Il faut donner assez de jour au-dehors des armes à son adversaire pour l'engager à faire la passe soit en tierce soit en quarte sur les armes. Il ne faut pas s'ébranler des attaques qu'il pourroit faire ni des demi-bottes qu'il pour roit tirer, mais découvrir assez le dehors des armes, pour le déterminer à partir; & dans le tems qu'il fait la passe du pié gauche, baisser subtilement la pointe de l'épée en seconde, tourner la main dans la même position, sans chercher nullement sa lame, rompre la mesure en portant le pié gauche en arriere autant que le jarret peut être tendu, ne pas déranger le pié droit, plier le genou droit, comme si l'on tiroit une botte ordinaire, avoir le corps plus bas que de seconde, tenir le bras droit bien tendu, le poignet élevé & opposé au visage, & le bras gauche tombant perpendiculairement au milieu des deux cuisses, la paume de la main ouverte & tournée vers la terre, crainte que le pié gauche glisse & s'échappe en-arriere, ce qui feroit perdre l'aplomb de l'attitude, & afin d'être en état de soutenir son corps avec l'aide de ladite main gauche en cas d'événement. Cette opération faite, il faut se remettre en garde & chercher l'épée avec le cercle.
Du saisissement de l'épee après la passe au-dehors des armes.
Après avoir fait la passe soit en tierce, soit en quarte sur les armes, si l'adversaire pare le coup & résiste à la lame, il faut promptement & subtilement saisir la garde de son épée avec la main gauche, & dans cet instant passer le pié droit devant le pié gauche, poser les deux talons sur la même ligne, plier un peu le genou droit & tendre le genou gauche: par ce moyen on sera ferme & maître de la défense qu'il pourroit faire. S'il vouloit reprendre la lame avec sa main gauche, il faudroit aussi-tôt raccourcir le bras droit, lui présenter la pointe de son épée & tenir toujours bien ferme la coquille de l'épée au ventre, pour le contraindre à la ceder.
Contre-dégagement au-dedans des armes de pié ferme.
Lorsqu'on est engagé au-dedans des armes, il faut forcer un peu la lame de l'adversaire pour le déterminer à dégager; & dans le tems qu'il dégage soit en tierce, soit en quarte sur les armes, pour gagner le fer, saisir ce moment, & ne pas attendre qu'il touche la lame après son dégagement, dégager subtilement & tirer à fond un coup de quarte bien opposé & soutenu: le coup tiré, revenir promptement à l'épée en quarte.
Contre-dégagement au-dehors des armes de pié ferme.
Il faut engager l'épée de l'adversaire au-dehors des armes la main tournée en quarte sur les armes, tenir le poignet & la pointe sur la ligne de l'épaule, le bras flexible, & forcer un peu sa lame pour le déterminer à dégager; & dans le tems qu'il dégage pour joindre la lame au-dedans des armes, dégager subtilement avant qu'il engage le fer, & tirer à fond quarte sur les armes en tenant la main bien opposée, suivant les principes ci-devant expliqués: le coup tiré, revenir promptement à l'épée, & redoubler du coup de seconde.
Le contre du contre-dégagement de pié ferme.
Si l'adversaire, au-lieu de parer d'un simple dégagement les coups ci-dessus expliqués, paroit d'un contre-dégagement, il faudroit sans chercher nullement sa lame, doubler le dégagement assez vivement pour l'empêcher de gagner le fer, porter à fond la pointe de l'épée à son corps, & se remettre en garde en parant du cercle.
Du contre-dégagement sur le tems & du contre du contre, lorsque l'adversaire avance.
Il faut rompre la mesure de la longueur d'une semelle, sans quitter l'épée de son adversaire: & lorsqu'il avance en mesure & dégage, saisir ce tems, & sans chercher nullement sa lame, dégager & lui tirer droit au corps. S'il paroit d'un contre-dégagement, il faudroit doubler le dégagement sans chercher nullement sa lame, & lui tirer à fond, ayant le corps bien soutenu & la main opposée suivant les principes ci-dessus expliqués: le coup achevé, revenir promptement à l'épée par le cercle.
Coup de tems droit tiré sur la feinte basse.
Si on est en mesure, la main tournée en quarte à la hauteur de l'épaule, la pointe de l'épée un peu plus basse que le poignet & le corps bien ferme sur la partie gauche, il ne faut pas s'ébranler dans cette position des différens mouvemens que l'adversaire pourroit faire, soit par des attaques, soit par des demi bottes, mais profiter du jour qu'il peut donner dans le tems qu'il baisse son poignet & sa pointe en faisant des feintes basses; & dans cet instant, sans chercher nullement sa lame, lui tirer à fond un coup de quarte bien opposé suivant ces principes: le coup tiré, se remettre en garde & chercher l'épée par le cercle.
On exécute aussi ce même coup de tems après avoir rompu la mesure d'une semelle, en observant, si-tôt que l'adversaire leve le pié droit pour entrer en mesure & qu'il quitte le fer, pour peu que son poignet soit bas & qu'on ait assez de jour pour le toucher, en observant, dis-je, de lui tirer droit & ferme au corps, sans hésiter ni chercher sa lame.
S'il découvre le dessous des armes en serrant la mesure, il faut le prendre sur le tems & lui tirer à fond un coup de quarte basse bien soutenu & revenir à l'épee en tierce.
Si on est engagé au-dehors des armes la main tournée en tierce, il faut rompre la mesure de la longueur d'une semelle, & dans le tems que l'adversaire avance, pour peu qu'il donne de jour, lui tirer quarte sur les armes. S'il forçoit l'epée en avancant, dégager subtilement la pointe, & l'arrêter par une quarte au-dedans des armes.
Rien n'est plus difficile que de tirer avec justesse & précision le coup de tems. Il n'appartient qu'à ceux à qui l'habitude & l'expérience dans les faits d'armes ont formé ce coup-d'œil juste, d'éxécuter ces bottes.
Pour éviter l'effet de ces coups de tems, on doit être attentif de tenir toujours l'épée devant soi, de ne pas se découvrir trop en faisant les feintes, ni de faire des attaques trop forcées de pié ferme, ou en marchant, d'être toujours prêt à une parade prompte & ferme du contre dégagement ou du cercle, & de ne former jamais le dessein de tirer un coup d'épée, sans avoir celui de revenir promptement à la parade.
Demi-volte sur les coups forcés au-dehors des armes.
Fig. 32. Lorsqu'on est en mesure, il faut engager l'épée en tierce, tenir le bras flexible, le corps bien posé sur la partie gauche, & donner à son adversaire assez de jour au-dehors des armes pour le déterminer à y tirer. Dans le tems qu'il force la lame pour tirer soit tierce soit quarte hors des armes, il faut dégager subtilement, passer la pointe par-dessous la garde de son épée, tourner la main en quarte, hausser le poignet comme dans le coup de quarte, diriger la pointe à sa mamelle, & porter le pié gauche près du pié droit, de sorte que la pointe dudit pié surpasse de deux pouces ou environ le talon droit, & que les deux piés forment un angle ou équerre. Pour assurer cette position, on doit tendre bien les genoux, tenir la tête haute sur la ligne du bras droit, effacer bien l'épaule gauche & tendre le bras, comme si on tiroit le coup de quarte. Il est impossible de faire la demi-volte avec toute la vivacité & la justesse qu'elle éxige, sans tourner la pointe du pié droit un peu en-dedans, la lever un peu de terre, & tourner sur le talon, la jambe & la cuisse comme sur un pivot, afin que le corps soit mieux effacé & d'éviter la pointe de l'adversaire. La demi-volte faite, il faut se remettre promptement en garde en portant le pié gauche en-arriere, suivant les principes ci-devant expliqués, & en parant du cercle.
On peut faire la demi-volte dans le tems qu'il serre la mesure, en forcant la lame au-dehors des ar mes. La parfaite exécution dépend de le bien prendre sur le tems.
De la flanconnade après avoir paré la demi-volte.
Il faut forcer la lame de son adversaire au-dehors des armes, pour le déterminer à tirer au-dedans. S'il fait la demi-volte, on doit parer le coup du fort de l'épée contre le foible de la sienne & riposter la flanconnade avec l'opposition de la main gauche, suivant les princi-pes expliqués: le coup achevé, revenir à l'épée en quarte.
Volte sur le coup de quarte au-dedans des armes, dans le tems que l'adversaire dégage & tire le coup de quarte.
Dans le tems que l'adversaire dégage au-dedans des armes & tire quarte, il faut lever la main à la hauteur du visage, tourner les ongles en-dessus & avec toute la vivacité possible, faire la volte en fixant la pointe de l'épée contre sa mamelle droite, tendre bien les deux jarrets lorsqu'on passe le pié gauche derriere le pié droit, qui doit être posé à la distance d'une semelle; il faut aussi effacer l'épaule gauche de telle sorte que le dos soit à demi tourné à l'adversaire, & tenir la tête sur la ligne de l'épaule & du bras droit, afin d'être en état de porter directement la pointe de l'épée: le coup tiré, se remettre promptement en garde, tourner le poignet en tierce, & donner un coup sec du tranchant du dedans de l'épée sur le foible de la sienne, en tenant le poignet haut & la pointe basse.
De la volte sur la passe de tierce ou de quarte au-dehors des armes.
Fig. 33. Dans le tems que l'adversaire fait la passe au-dehors des armes, il faut baisser la pointe de l'épée, & la passer par-dessous son bras, tourner la main en quarte, la tenir à la hauteur du visage, passer légérement le pié gauche derriere le pié droit à la distance d'une semelle, fixer la pointe de l'épée sur sa mamelle droite, tendre bien les deux jarrêts dans le tems qu'on fait le mouvement du pié gauche, observer que l'épaule gauche soit effacée de telle sorte qu'on ait le dos tourné à demi, & tenir la tête sur la ligne de l'épaule & du bras droit, afin d'être en état de porter directement la pointe de l'épée: le coup achevé, se remettre en garde en parant du cercle, & bien assurer & poser le corps sur la partie gauche.
PLANCHE XI. Du désarmement après avoir paré le coup de quarte.
Fig. 34. Si l'adversaire s'abandonne en tirant le coup de quarte, il faut parer de quarte en donnant un coup sec du tranchant de la lame, dans le même tems avancer le pié droit de la longueur d'une semelle, tendre le jarret gauche, saisir promptement avec la main gauche la garde de son épée, la tenir bien ferme & lui présenter la pointe au corps par-dessous son bras. S'il faisoit résistance & ne vouloit pas céder son épée, il faudroit porter le pié gauche auprès du pié droit & forcer le fort de sa lame avec le fort de l'épée. Par ce moyen il sera obligé d'ouvrir les doigts: alors raccourcissant le bras en tenant toujours ferme la garde de son épée, on en sera le maître; le désarmement fait, porter le pié gauche derriere le pié droit à la distance de deux semelles, tendre le jarret gauche, & lui présenter les deux pointes, comme on peut le voir dans la trente-cinquieme figure.
Fig. 35. Position, après avoir désarmé sur le coup de quarte.
Du desarmement sur le coup de tierce ou de quarte sur les armes.
Fig 36. Si l'adversaire tire un coup de tierce ou de quarte sur les armes & abandonne son corps, il faut parer d'un coup sec du fort de l'épée en traversant la ligne directe de la lame, & forcer au haut son poignet; dans le même instant saisir promptement avec la main gauche la garde de son épée, & passer le pié gauche devant le pié droit à la distance d'une semelle. S'il faisoit résistance ou portoit son pié gauche en-avant pour s'approcher & saisir la lame, il faudroit alors, en tenant toujours bien ferme la garde de son épée, écarter son bras sur sa droite, porter le pié gauche derriere le pié droit à la distance de deux semelles, plier un peu le genou droit, tendre bien le jarret gauche, & lui présenter la pointe de l'épée au visage, en tenant le bras haut; comme on peut le voir dans le trente-septieme figure.
Fig. 37. Position après avoir désarmé sur le coup de tierce.
PLANCHE XII. Du désarmement sur le coup de quarte ou de seconde paré de prime.
Fig. 38. Si on est engagé en tierce, il faut faire une attaque du pié, & forcer la lame de l'adversaire au-de-hors des armes, pour l'exciter à partir; & dans le tems qu'il tire le coup de quarte ou de seconde, parer promptement de prime. Au lieu de traverser la ligne sur la droite en faisant cette parade (comme on l'a expliqué à l'endroit des parades), on doit, en parant serrer la mesure d'une demi-semelle, & passer avec vivacité le bras gauche par-dessus le fort de sa lame. Par ce moyen en retirant le corps & raccourcissant le bras gauche, il sera forcé de céder son épée: si-tot le saisislement d'épée fait, lui présenter la pointe de l'épée au corps, & passer vivement en-arriere le pié à la distance d'une semelle du pié gauche, comme on peut le voir dans la trente-neuvieme figure.
Fig. 39. Position après avoir désarmé sur le coup de tierce ou de seconde, paré de prime.
PLANCHE XIII. Du desarmement apres la parade au-dehors des armes.
Fig. 40. Si on est engagé au-dehors des armes, la main en tierce ou en quarte sur les armes, il faut faire une attaque du pié, & forcer un peu la lame de son adversaire pour l'engager à tirer un coup de quarte au-de-dans des armes: dans le tems qu'il dégage & tire à fond, on parera d'un contre-dégagement; en forçant sa lame en haut avec le fort de l'épée, on passera le pié gauche devant le pié droit à la distance d'une semelle, & l'on saisira vivement de la main gauche la garde de son épée. Comme, en se défendant, il pourroit porter le pié gauche en avant & se jetter sur la lame; pour empêcher qu'il la saisisse, il faut effacer promptement l'épaule droite, passer le pié droit derriere le pié gauche à la distance d'une semelle, tourner la pointedu pié gauche vis-à-vis son genou, passer l'épée par-derriere le dos en appuyant la garde contre les reins, & lui présenter la pointe au ventre.
On doit observer, en allant au désarmement, de ne saisir jamais le bras de son adversaire ni sa lame avec la main gauche; car en saisissant son bras, il peut se rendre maître de son épée & la reprendre de sa main gauche par la garde ou par le fort de la lame; conséquemment il pourroit fournir un coup de pointe à bras raccourci. Si on saisissoit sa lame, il pourroit aussi raccourcir le bras, retirer son épée avec force & couper la main qui l'empoigneroit. A dire vrai, tous ces désarmemens, dont on a donné l'explication, sont plus brillans dans une salle d'armes le fleuret à la main, lorsqu'ils sont exécutés avec jugement & précision, qu'utiles l'épée à la main. Cependant dans une affaire particuliere on peut s'en servir vis-à-vis de ceux qui s'abandonnent sur les coups qu'ils tirent, & qui ne se remettent pas en garde avec toute la vivacité necessaire. L'épée à la main, il faut préférer le croisé d'épée ou le coup de fouet; on ne risque rien; & si on ne fait pas sauter l'épée de la main de son adversaire, on a assez de jour pour le toucher au corps si on en a l'intention.
Observations sur les gauchers.
Il peut arriver à un droitier d'être fort embarrassé de se défendre contre un gaucher, parce que la fréquente habitude où on est de faire des armes entre droitiers donne au gaucher un avantage considérable. Il est rare d'avoir occasion de se mesurer avec un gaucher, car l'espece de ce dernier n'est pas nombreuse. Par la même raison deux gauchers qui se mesureroient ensemble seroient embarrassés l'un & l'autre.
Pour obvier à cet inconvenient, il seroit bon qu'un maître d'armes accoûtumât ses écoliers à tirer des deux mains; c'est-à-dire que, lorsqu'un écolier manieroit bien son fleuret avec la main droite, il faudroit l'éxercer avec la main gauche. Cet exercice seroit difficile pour tout le monde, mais avec de la bonne volonté & en prenant quelque peine on parvient à un degré d'habileté, qui est avantageux pour soi & fait honneur à celui qui enseigne.
Le maître d'armes devroit non-seulement donner leçon des deux mains à ses écoliers, mais encore les instruire de cette sorte par des mouvemens d'assaut. Cette méthode les mettroit en état de se défendre des deux mains, & ils ne seroient jamais embarrassés vis à vis d'un adversaire, qui se présenteroit dans une position différente de la leur.
Lorsqu'un droitier & un gaucher font des armes ensemble, ils doivent avoir attention de défendre le dehors des armes: ce côté étant plus foible que celui du dedans. Ils ont tous deux la facilité de donner le coup de fouet ou de faire le glissement de lame au-dehors des armes.
Si on donne le coup de fouet à propos, il est presqu'impossible que l'épée ne saute de la main, à moins que l'adversaire ne saisisse le tems qu'on donne ledit coup de fouet, soit pour dégager, soit pour tourner la main en tierce.
Il faut observer que le droitier doit tirer au gaucher quarte au lieu de tierce & tierce au lieu de quarte, c'est à-dire, qu'il doit tirer tous les coups du dedans au-dehors des armes, & ceux du-dehors au-dedans. Les mêmes regles sont pour le gaucher lorsqu'il tire ses coups au droitier. Par ce moyen la main sera toujours opposée à l'épée, & le corps & le visage seront à couvert.
De la garde allemande.
Dans la position de la garde allemande on a ordinairement la main tournée en tierce, le bras & le poignet sur la ligne de l'épaule, la pointe de l'épée à la ceinture de son adversaire, la hanche droite extrêmement cavée, le corps en avant, le genou droit plié & le jarret gauche tendu. Les allemands cherchent toujours l'épée loit de prime, soit de seconde, tirent dans cette position souvent à bras raccourci, tiennent la main gauche devant l'estomac & s'en servent pour parer au besoin, & aussi-tôt qu'il tirent l'épée, ils donnent un grand coup du tranchant sur la lame de leur adversaire afin de le désarmer, s'ils le peuvent.
Defense contre la garde allemande.
Pour combattre cette garde, il faut se présenter hors de mesure, attaquer brusquement du pié & au-dedans des armes, tirer des demi-bottes au visage de son adversaire afin de l'obliger de hausser davantage son poignet & profiter de ce tems pour dégager par-dessus le fort de son épée & lui tirer à fond un coup de seconde On peut aussi se mettre en garde en seconde, en tenant la pointe de l'épée droite à son aisselle, faire feinte du dehors au-dedans des armes par-dessus sa lame, & faire une attaque du pié dans le tems de la feinte pour le faire aller plus promptement à l'épée: alors saisir ce tems pour faire un second dégagement par-dessus sa lame, & lui tirer un coup de seconde ou de quinte. S'il pare ce coup, on doit tripler le dégagement & lui tirer un coup de prime ou de quarte au-dedans des armes.
Si on veut attendre l'attaque, il faut se mettre en garde en tierce haute & la pointe dirigée à l'épaule droite de l'adversaire, ne pas s'ébranler des mouvemens qu'il pourroit faire, à moins qu'ils fussent assez écartés pour lui tirer sur le tems un coup droit. S'il se tenoit ferme dans sa garde, il faudroit lui donner assez de jour an dedans des armes pour l'engager d'y tirer: pour lors parer de prime ou de demi-cercle en traversant la ligne sur la droite & lui riposter vivement en tenant le poignet dans la même position du coup qu'on aura paré.
S'il n'attaque pas, ou n'est pas ébranlé des attaques qu'on lui a fait, il faut se placer en tierce haute, comme on l'a expliqué ci-devant, tourner subtilement la main de tierce en quarte en passant la pointe de l'épée par-dessus le fort de sa lame (ce qui forme un demi-cercle), frapper ferme du fort du dedans de l'épée sur sa lame & aussi-tôt lui tirer à fond un coup de quarte. De cette maniere il ne seroit pas difficile de lui faire sauter l'épée de la main.
S'il pare avec sa main gauche, on observera de ne point lui tirer au-dedans des armes, qu'on ne lui ait tiré auparavant une demi-botte soutenue, pour tromper la parade de sa main gauche.
De la garde italienne.
La garde ordinaire des italiens est fort basse, ils plient également les deux genoux, portent le corps au milieu des deux jambes, tiennent le poignet & la pointe de l'épée basse, raccourcissent assez le bras, mettent la main gauche devant la poitrine, s'en servent pour parer, & aussi-tôt ripostent.
Quoique cette garde leur soit ordinaire, ils la varient à tout moment pour embarrasser leur adversaire, en haussant le poignet à la hauteur de la ligne de l'épaule & de la pointe de l'épée, en tenant le poignet haut & la pointe fort basse, en faisant de grands mouvemens du corps & de la pointe, en tournant autour de celui avec qui il font des armes, tantôt par sa droite, tantôt par sa gauche, ou en avançant imperceptiblement le pié gauche près du pié droit, & tirent des coups droits de volée ou font des passes ou des voltes. Ils se fient beau-coup sur leur agilité & leur parade de la main gauche. C'est pour cela que deux italiens, qui se battent ensemble, se donnent très-souvent coup pour coup (ce qu'on appelle coups fourrés), ce qui arrive rarement entre bons tireurs, parce qu'ils savent chercher l'épée soit avec le contre-dégagement, soit avec le cercle, & qu'ils ont une prompte riposte.
Malgré cela, il n'est pas douteux que leur jeu embarrasseroit même un habile homme, s'il ne prenoit pas les précautions qu'on expliquera ci-après.
Défense contre la garde italienne.
Pour se défendre contre le jeu d'un italien, il faut avoir beaucoup de sens froid & se mettre dans une position couverte, ne pas s'ébranler de tous ses différens mouvemens, lui faire des attaques, tirer des demi-bottes hors de mesure pour l'obliger d'entrer en mesure, & dans le tems qu'il leve le pié droit pour avancer, opérer sans écarter le poignet ni la pointe de l'epée de la ligne de son corps, afin que, dans le cas où il tireroit, on fût en état de parer & de lui faire immédiatement riposte. On ne doit jamais redoubler crainte du coup pour coup ou qu'il pare de la main gauche, ce qui exposeroit à une riposte; mais aussi-tôt après avoir tiré une botte, soit qu'on touche ou non, il faut se remettre promptement en garde en parant du cercle.
Si l'italien se présentoit en gar de tenant son bras & sa pointe sur une même ligne, il faudroit se servir du croisé d'épée ou du coup de fouet, & lui tirer ferme & à fond au corps.
On ne doit jamais tirer dans le grand jour qu'il peut donner crainte du coup de tems; mais alors lui tirer une demi botte bien soutenue; & s'il part sur ce tems, parer en serrant la mesure d'une demi-semelle & riposter aussi-tôt.
Pour tromper la parade de sa main gauche, il faut tirer une demi-botte & achever le coup aussi-tôt qu'il a fait le mouvement de ladite main pour parer. Nota, ce-ci est bon à éxécuter vis-à-vis de ceux qui ne ripostent pas.
On doit encore ne pas tirer à son adversaire au-de-dans des armes s'il donnoit un trop grand jour; mais on peut marquer une feinte au-dedans & tirer au-dehors ou au-dessous.
S'il serroit la mesure en portant le pié gauche près du pié droit, il faudroit lui faire un battement d'épée, ou lui tirer une demi-botte; & s'il ne s'ébranloit pas, rompre promptement la mesure, porter le pié droit près du pié gauche, en parant du cercle, ou attendre qu'il tire, & aussi tôt gagner sa lame par un contre dégagement, & se saisir de son épée ou lui riposter dans le tems qu'il fait sa retraite.
Des gardes italiennes avec l'épée & le poignard.
Fig. 41. L'exercice de l'épée avec le poignard n'est d'usage qu'en Italie. Lorsqu'un écolier sait bien manier son épée, on l'instruit dans l'éxercice de l'épée avec le poignard. Les Italiens sortent rarement de nuit sans avoir leur épée & poignard à leur côté. Les droitiers portent le poignard à côté de la hanche droite, & les gauchers à côté de la hanche gauche; ils le tirent si-tôt qu'ils ont l'épée à la main. Naples est la ville de l'Italie où on s'en sert le plus communément & le plus adroitement.
On ne fait usage du poignard à Paris que lorsqu'on reçoit publiquement un maître d'armes, Lorsqu'un prevôt a fait son apprentissage sous un habile homme & qu'on le présente pour être reçu maître d'armes, il est obligé de tirer avec plusieurs maîtres. Après avoir tiré avec le fleuret seul, ils tirent avec le fleuret & le poignard. La réception d'un maître a quelque chose d'agréable, & donne d'autant plus d'emulation aux jeunes gens pour s'instruire dans les faits d'armes, qu'un homme ne peut être reçu au nombre des autres maîtres, s'il n'a travaillé pendant six années consécutives sous le même maître, usage qui ne se pratique qu'à Paris. Cet exercice public, qui est comme la pierre de touche de l'art de l'escrime, produit un bien d'autant plus grand qu'il tend à la perfection des armes. Il seroit injuste de se taire sur le talent des maîtres d'armes françois. Les hommes qui s'y connoissent le mieux, avouent qu'ils sont les premiers maîtres du monde pour la bonne grace & l'habileté.
Quoiqu'on ne se serve pas de l'épée & poignard dans ce pays, on a crû nécessaire d'en donner l'explication, afin qu'on soit en état de se défendre, si l'on voyage dans les pays où en fait usage, & afin qu'on ne se trouve pas embarrassé en voyant deux pointes devant soi. Je donne ici deux gardes différentes & les plus usitées de cet éxercice. On expliquera, à la suite, la maniere de se défendre avec une épée seule contre une épée & un poignard.
Il faut se placer avec le poignard le bras tendu & un peu éloigné de la garde de l'épée. Pour bien former les parades & les éxécuter les plus serrées qu'il est possible, ce qui est très difficile ayant le bras tendu, on doit faire attention, en couvrant une partie, de ne pas découvrir l'autre. Dans cette garde on ne peut pas effacer le corps, car l'épaule gauche est plus avancée que la droite. Quoique le bras droit couvre le dehors des armes, il doit être raccourci.
Lorsque dans cette position on formera bien ses parades, on se mettra en garde, le bras tendu, mais sans roideur, & le bras gauche raccourci & la pointe du poignard près du coude droit. Le point principal est de ne pas s'ébranler aux mouvemens que l'adversaire peut faire.
S'il cherche à gagner l'épée avec la sienne, il faut la quitter, à moins qu'on ne se sente assez de fermeté pour opposer le fer au sien, en serrant la mesure d'une demi-semelle, & sans quitter sa lame de gagner son foible avec le fort du poignard. Alors quittant son épée il seroit aisé de tromper sa parade du poignard & de le toucher. Pendant cette opération il ne faut jamais quitter du poignard sa lame, & plus elle sera longue, plus on aura d'avantage. De même après telle parade qu'on puisse faire avec le poignard, on ne doit pas quitter sa lame, si on veut riposter.
Les Italiens parent plus souvent avec le poignard qu'avec l'épée: ainsi il est certain que celui qui se sert de deux lames pour parer, a un grand avantage, pourvû qu'il le fasse avec jugement & sans précipitation; car autrement il ne feroit que se découvrir.
Il faut tromper son adversaire dans le tems qu'il fait des attaques ou tire des demi-bottes en ne s'ébranlant pas de l'épée, & faire quelques mouvemens écartés avec le poignard pour l'engager à partir. Si-tôt qu'il détache son coup, on doit le parer avec le poignard en serrant la mesure dans le même tems, faire feinte avec l'épée de lui tirer au visage, & achever le coup au corps, comme on peut le voir dans la 42 figure.
Les Italiens parent avec le poignard les coups tirés au-dedans & au-dessous des armes, & comme ils se fient entierement sur cette parade, ils couvrent beaucoup le côté du dehors de la pointe de leur épée.
De l'épée seule contre l'épée & le poignard.
Comme tous les coups qu'une épée seule tire au-de-dans des armes contre l'épée & le poignard peuvent être parés aisément, la riposte de la pointe de l'épée de l'adversaire toucheroit infailliblement; c'est pourquoi on ne doit agir qu'avec jugement & attention.
Il faut se mettre en garde en tournant le poignet entre tierce & quarte, & un peu plus bas que dans la garde ordinaire, & en fixant la pointe de l'épée à l'épaule droite de l'adversaire. On ne doit pas engager l'épée, mais faire des battemens d'épée au-dehors des armes & des attaques du pié, & diriger la pointe à son visage, pour l'obliger à hausser son poignet: alors saisir ce tems pour lui tirer avec beaucoup de vivacité un coup de seconde, & revenir promptement à l'épée en prime ou au cercle.
S'il étoit en garde la pointe de l'épée sur la ligne de l'épaule, il faudroit faire feinte au-dedans des armes, donner un coup de fouet ferme au dehors des armes du foible au fort de son épée, & lui tirer quarte sur les armes.
S'il tient sa pointe plus basse que son poignet, il faut se placer dans la même position au-dedans des armes, lui tirer une demi-botte au-dedans, gagner vivement sa lame, & lui fournir une ftanconnade. On peut aussi après une demi-botte faire un croisé d'épée & lui tirer à fond tierce.
On ne conseillera pas de lui tirer au-dedans des armes, parce que la parade du poignard pourroit réussir, & qu'on seroit exposé à la riposte. Mais dans le cas où l'adversaire seroit ébranlé & chercheroit à parer avec son épée sur les attaques qu'on pourroit lui faire, alors après lui avoir tiré une demi-botte au-dedans des armes & à la partie du dehors du poignard, on pourroit lui tirer quarte basse: le coup achevé, se remettre en garde soit en tierce, soit en demi-cercle. Fig. 42. Riposte après avoir trompé la parade du poignard.
PLANCHE XIV. De la garde espagnole marquée A attaquée par la garde françoise.
Fig. 43. Les Espagnols, en faisant des armes, ont une méthode tout-à-fait opposée à celle des autres nations. Ils donnent souvent un coup sur la tête de leur adversaire qu'on appelle coup d'estramaçon, ensuite tirent un coup de pointe entre la gorge & les yeux. Leur garde est presque droite. Ils s'alongent très-peu; lorsqu'ils s'approchent, ils plient le genou droit, tendent le gauche & portent le corps en-avant. Lorsqu'ils s'éloignent, ils plient le genou gauche, tendent le droit, effacent beau-coup le corps en-arriere, & parent souvent de la main gauche ou esquivent le coup en portant le pié droit derriere le gauche. Leur épée a près de cinq piés de longueur de la garde à la pointe, & la lame a le fil des deux côtés; la coquille est fort large & est traversée par derriere d'une barre qui sort de deux pouces de chaque côté. Ils s'en servent souvent pour faire sortir l'épée de la main de leur adversaire, en la liant fortement, surtout lorsqu'ils ont à combattre une longue épée; ce qui leur seroit très-difficile vis-à-vis d'une épée courte. Leur garde ordinaire est de tenir leur épée en tierce haute & la pointe sur la ligne du visage. Ils font des appels & tirent des demi-bottes au visage, portent aussi-tôt le corps en arriere, forment un cercle avec la pointe de l'épée sur la gauche, tendent en même tems le bras, avancent le corps pour donner le coup d'estramaçon, & se remettent promptement droits en tenant la pointe de leur épée sur la ligne du visage de leur adversaire.
De la garde espagnole combattue après la parade du coup d'estramaçon.
Fig. 44. Si on se sert d'une épée de longueur ordinaire, & si on essuie la premiere attaque, on se défendra aisément contre l'épée d'un espagnol & on sera peu embarrassé de son jeu. Il faut se mettre en garde hors de mesure la main tournée en tierce, la tenir un peu plus haute que dans la garde ordinaire & ne pas s'ébranler des mouvemens qu'il pourroit faire. S'il tiroit le coup d'estramaçon, il faudroit le parer de tierce haute, hausser le poignet & baisser le corps, serrer la mesure d'une grande semelle, & riposter en tirant à fond un coup de seconde, & tenant la pointe plus basse que dans le coup ordinaire, afin qu'il ne pare pas cette riposte de la main gauche. Le coup tiré se remettre promptement en garde en tierce, caver un peu le poignet, rechercher son épée, dans le même tems porter le pié droit près du pié gauche pour s'éloigner de sa pointe, alors on est en état de gagner du terrein avec le pié gauche.
Si l'adversaire tire un coup de pointe, soit au visage soit au corps, il faut le parer en dégageant de tierce en quarte & tenant le poignet sur la ligne de l'épaule, dans le même tems serrer la mesure d'une grande semelle pour gagner son ser autant qu'il est possible, & lui riposter à fond un coup de quarte. S'il cherche à parer la riposte avec la main gauche, on doit faire feinte de la tirer en faisant une grande attaque du pié pour tromper ladite parade de sa main gauche, & achever le coup suivant les principes expliqués; revenir promptemeur à l'épée en tenant la pointe directement à son visage & redoubler à fond quarte basse. Le coup achevé se remettre en garde en tierce, & passer le pié droit par-derriere le pié gauche.
Quoiqu'il soit très-aisé à celui qui a une épée courte à la main de désarmer celui qui a une épée à l'espagnole, après avoir gagné sa lame, on ne conseille à personne de le tenter, crainte de ne pouvoir saisir la garde de ladite épée ou d'avoir la main & les doigts coupés par les deux tranchans de l'épée ennemie.
On ne conseille pas même de faire de croisé d'épée ni de donner de coup de fouet, parce que les Espagnols en mettant l'épée à la main, passent les deux premiers doigts dans deux anneaux, qui sont près de la garde, & avec les deux autres doigts & le pouce serrent la poignée de leur épée. Ainsi il est évident qu'aucune des opérations ci-dessus nommées ne réussiroit.
Garde de l'epée & manteau attaquée par l'épée & lanterne.
Fig 45. L'épée & manteau, qui sont d'un usage très-ancien dans toute l'Italie, n'ont jamais été défendus par les gouvernemens, comme l'ont été l'épée & poignard dans plusieurs états.
Le manteau est offensif & défensif. Il est offensif, parce que ceux qui savent s'en servir adroitement sont en état de nuire beaucoup à leur adversaire. Il y a plusieurs manieres de le jetter; on peut non-seulement en couvrir la vûe à son ennemi, mais aussi la lame de son épée. Si au contraire on n'a pas l'adresse de s'en servir, on pourroit soi-même s'en couvrir la tête ou embarrasser son épée & par-là être à la discrétion de son adversaire. Il est défensif, parce qu'il peut servir à parer les coups de tranchant soit à la tête, soit au visage ou au ventre dans le cas ou ces deux derniers seroient donnés au-dedans des armes.
Il faut parer avec l'épée les coups que l'adversaire tire au-dehors & au-dessous des armes, secourir l'épée avec le manteau & riposter au corps.
Pour se servir bien du manteau, on doit enveloper son bras gauche avec une partie dudit manteau, laisser tomber l'autre partie, avoir attention qu'elle ne tombe pas plus bas que les genoux, & prendre garde, si on est obligé après une longue défense de baisser le bras gauche pour le reposer, de ne pas laisser trainer ledit manteau par terre ni devant les piés, crainte, en marchant dessus, de faire un faux pas & de tomber.
Si on se trouve fatigué du bras gauche, on peut le faire reposer en le laissant tomber à côté de soi, mais tenir le manteau un peu éloigné de la cuisse, faire une passe en-arriere & peu après se remettre en défense. Si on n'a pas assez de terrein pour faire cette passe, on peutappuyer le bras gauche contre sa hanche, tenir toujours l'épée en garde & parer vivement du cercle.
Il est aisé à un homme, qui sait bien se défendre avec l'épée & le poignard, de se servir du manteau, parce que cette défense exige un coup-d'œil juste & vif. En cas de besoin on pourroit aussi se défendre avec une canne & un manteau, contre une épée; car après avoir paré le coup de pointe, avec ladite canne, dans le même tems serrer la mesure sur son ennemi sans quitter son épée & lui couvrir la tête avec ledit manteau. Pour faire cette opération, il faut avoir non seulement une grande habileté & expérience dans les armes, mais aussi beau-coup de sens-froid, de fermeté & de résolution.
Il est aussi très-nécessaire de bien connoître la mesure pour se servir à-propos du manteau. Pour exécuter adroitement son coup, on doit donner un peu de jour à son adversaire, afin de l'engager à y tirer: alors sans nullement chercher sa lame avec l'épée, effacer le corps en-arriere, dans le même tems jetter le pendant du manteau sur sa lame, traverser promptement la ligne, & lui riposter ayant la main tournée en quarte.
Fig. 46. L'épée & lanterne combattue par l'épée & manteau.
PLANCHE XV. Explication de la garde de l'épée & lanterne.
Quoiqu'on punisse très-sévérement ceux qui sont surpris l'épée à la main tenant une lanterne sourde, on ne laisse pas encore d'en rencontrer quelquefois. C'est pourquoi on a pensé qu'il ne seroit pas indifférent d'en donner l'explication & d'enseigner la maniere de s'en défendre. Ceux qui se servent de lanterne sourde, la cachent sous leur habit ou manteau, & lorsqu'ils ont dessein d'attaquer quelqu'un, ils l'ouvrent avant de tirer l'épée, la presentent devant eux, au-dessus de leur tête ou de côté en passant le bras par-derriere le dos, & changent de position à mesure que leur adversaire change de terrein.
S'il présente la lanterne par-devant & si l'on est muni d'une bonne épée, il faut couvrir avec le manteau le dedans des armes, donner un coup ferme en quarte sur la lame de l'adversaire & aussi-tôt un autre coup du tranchant de l'épée dans la lanterne en tenant la main en tierce. Le coup doit partir de la droite à sa gauche sans écarter le bras, car ce coup doit être donné depuis le poignet jusqu'au coude, afin d'être en état de tirer un coup au corps en tenant la main dans la même position, & de couvrir avec le manteau le dedans des armes.
S'il présente la lanterne par-dessus la tête, il faut traverser le terrein sur sa droite & gagner sur lui le dehors des armes & lui tirer des demi-bottes au visage. S'il hausse la pointe de son épée, serrer la mesure le corps baissé & les deux mains hautes, en tenant la lame par-dessus le poignet gauche & manteau, faire une passe du pié gauche, sans quitter son épée; alors se secourir du manteau, raccourcir un peu le bras droit pour débarrasser la pointe de l'épée; & dans la position où la main se trouve, tirer avec vivacité un coup à l'adversaire.
S'il présente la lanterne de côté ayant la main passée par-derriere le dos, il faut traverser la ligne au-dedans des armes, en tenant la main gauche & le manteau auprès de la mamelle droite, la main droite tournée en tierce, la pointe de l'épée dirigée à son ventre, & dans le moment qu'il tire son coup, au-lieu de le parer avec la lame, tendre le bras gauche, couvrir sa lame avec le-dit manteau & lui riposter au corps comme on peut le voir dans la quarante-sixieme figure.
Si l'adversaire étoit matelacé, ce qu'on connoîtra après lui avoir fourni au corps un coup sans effet, il faudroit lui tirer à la gorge, au visage ou à la ceinture: car une personne, qui a assez peu de sentimens pour se servir d'une lanterne sourde dans une affaire particuliere, peut avoir aussi la lâcheté de se plastronner.
Observations sur l'exercice de l'espadon.
L'espadonneur a quatre coups principaux dans son jeu, qui sont les coups à la tête, au poignet, au ventre & au jarret.
Quelques-uns tirent leurs coups par un mouvement de l'épaule, du coude ou du poignet. Ils tiennent le bras roide & tendu, & présentent toujours la pointe du sabre à l'adversaire.
La premiere maniere de tirer par un mouvement de l'épaule se fait en haussant le bras & en faisant un grand cercle avec le sabre, afin d'avoir plus de force pour couper. Cette éxécution, qui est la pire de toutes, parce qu'elle est la plus lente, donne un très-grand avantage à celui qui pointe; car s'il est attentif à serrer la mesure dans le tems que l'espadonneur hausse le bras, il peut lui fournir un coup de pointe, ou bien après que le coup de sabre a été donné à vuide & qu'il l'a esquivé en effaçant le corps, il doit aussi-tôt serrer la mesure & tirer le coup de pointe. Il est certain que, si l'espadonneur ne trouve pas d'appui pour son sabre soit au corps soit à la lame de celui qui pointe, son coup lui reviendra par-derriere le dos, ou s'il donne son coup du haut en bas la pointe de son sabre touchant par-terre court risque d'être cassée. Mais quand aucune de ces deux choses n'arriveroit pas, les mouvemens sont si grands & si lents que celui qui se sert de l'épée, trouvera toujours assez de jour pour toucher au corps, pour peu qu'il soit attentif à en profiter.
La seconde maniere de tirer par un mouvement du coude, se fait en pliant beaucoup le coude. Celle ci jette encore la main hors de la ligne tant en haussant qu'en baissant, donne aussi un avantage à celui qui pointe, mais pas si grand que la premiere ci-dessus expliquée, parce que le sabre ne faisant pas un mouvement si grand, le coup est plus prompt & plus couvert.
La troisieme qui est de tirer par un mouvement du poignet, soit que le sabre fasse le cercle de la droite à la gauche, soit de la gauche à la droite, le poignet doit agir très-vivement, en sorte que le coude & le bras ne s'écartent pas de la ligne du corps. L'espadonneur pare ordinairement les coups de pointe avec le fort de son sabre, & riposte aussi-tôt en détachant avec le poignet un coup de tranchant: son coup favori est au-dehors des armes.
Fig. 47. Garde de l'espadonneur marquée A, & la garde du pointeur en défense marquée B.
Les gardes des espadonneurs sont differentes, quelques-uns se placent la main tournée en tierce, le bras tendu, la pointe dirigée au visage, le corps un peu en avant, le genou gauche ferme & le genou droit plié. Il y en a qui tiennent le fort du sabre auprès de la hanche gauche & la pointe haute. Il en est d'autres qui tournent la main en prime & tiennent la pointe basse, enfin d'autres encore, qui plient le genou gauche, tiennent le corps en arriere & tournent la main en quarte.
Explication de la défense du pointeur contre l'espadonneur.
La garde du pointeur contre l'espadonneur marquée B, que l'on a placée ici, est la plus couverte & la plus sûre pour se défendre. Le point essentiel est de connoître la mesure de telle position dans laquelle l'espadonneur peut se placer. Il faut se présenter hors de mesure, ne point avancer sa lame, son poignet ni son pié droit, mais aussi-tôt après avoir tiré l'épée, prendre avec la main gauche le bas de la basque de son habit, élever le bras gauche à la hauteur de l'oreille, afin de parer dans l'occasion les coups d'espadon que l'adversaire pourroit porter au-dedans des armes soit au visage, soit au ventre ou à la tête.
On peut aussi parer le coup à la tête avec le fort de l'épée en tournant la main en tierce & en opposant la lame presqu'en traversant la ligne: mais il faut que la pointe soit un peu plus haute que la garde de l'épée si-tôt le coup paré, serrer la mesure d'une semelle, en pliant un peu le corps, riposter par un coup de seconde, & redoubler le coup avant de se remettre en défense.
On pare le coup au visage tiré au-dehors des armes avec le fort de l'épée en tournant la main en demi tierce & tenant la pointe droite. Le coup paré, il faut riposter au visage en quarte sur les armes, & redoubler promptement par un coup de seconde.
On pare le coup au ventre tiré au-dehors des armes en tenant la main en seconde, & l'on riposte de même. Si l'on pare avec l'épée les coups tirés au-dedans des armes, par l'espadonneur, il faut les parer de prime, traverser dans le même tems la ligne au-dehors des armes, & lui riposter en prime.
La plus sûre défense qu'on puisse avoir contre l'espadonneur, à monavis, est de ne pas s'intimider des mouvemens, demi-bottes ou attaques qu'il pourroit faire, d'esquiver les coups en effaçant le corps, de rompre la mesure de la longueur d'une semelle, de déranger ses desseins par des attaques & demi-bottes.
Si ses mouvemens sont serrés, il faut être prompt à la parade soit du fort de l'épée, soit de la basque de l'habit, & en cas de besoin se servir des deux.
Si ses mouvemens sont écartés, il faut se déterminer, lui serrer la mesure, en se couvrant autant qu'il est possible avec l'épée & la basque de l'habit, & lui fournir un coup où l'on voit jour à le toucher, si le terrein n'est pas assez uni pour chercher à le lasser soit en tournant sur sa droite ou sur sa gauche, soit en rompant la mesure, afin de profiter avec justesse d'un instant favorable & de ne point risquer de tirer le coup à vuide.
Il y a quelques espadonneurs qui entre-mêlent leur jeu de coups de pointe, ce qu'on appelle faire la contre-pointe; ils font feinte de vouloir donner un coup de tranchant de leur sabre & tirent un coup de pointe, & quelquefois après avoir paré, selon le jour qu'ils ont, ils ripostent soit d'un coup de tranchant, soit de pointe.
Ce qu'on apelle demi-espadon est différent de l'espadon en ce qu'il est plus leger à la main & que la pointe n'est pas relevée, comme celle des sabres l'est ordinairement, ce qui est cause que, pour rendre la pointe légere, on fait la garde pesante.
Le demi-espadon est préférable à l'espadon, pourvû qu'on s'en serve avec jugement. Cette arme est la meilleure surtout pour les troupes de cavalerie, lorsqu'elles chargent l'ennemi à l'arme blanche.
Fig. 48. Fleuret.
Fig. 49. Gant de bufle.
Fig. 50. Plastron.
Fig. 51. Sandandale.
Fig. 52. Masque, pour garantir les yeux.
Fig. 53. Baguette pour l'espadon. Page:Encyclopedie Planches volume 3.djvu/75 Page:Encyclopedie Planches volume 3.djvu/76 Page:Encyclopedie Planches volume 3.djvu/77 Page:Encyclopedie Planches volume 3.djvu/78 Page:Encyclopedie Planches volume 3.djvu/79 Page:Encyclopedie Planches volume 3.djvu/80 Page:Encyclopedie Planches volume 3.djvu/81 Page:Encyclopedie Planches volume 3.djvu/82 Page:Encyclopedie Planches volume 3.djvu/83 Page:Encyclopedie Planches volume 3.djvu/84 Page:Encyclopedie Planches volume 3.djvu/85 Page:Encyclopedie Planches volume 3.djvu/86 Page:Encyclopedie Planches volume 3.djvu/87 Page:Encyclopedie Planches volume 3.djvu/88 Page:Encyclopedie Planches volume 3.djvu/89 ÉVENTAILLISTE, Contenant quatre Planches.
PLANCHE Iere.
LA vignette représente l'intérieur de l'attelier où on colle & prépare les papiers d'éventails. Cet attelier est une grande salle à cheminée, pour pouvoir y établir la chaudiere dans laquelle on fait cuire la colle de rognures de peaux. Le platfond doit être garni d'un grand nombre de barres de bois, à sept ou huit piés d'élévation au-dessus du rez-de-chaussée; & la face inférieure de ces barres est garnie de clous-à crochet pour pouvoir y suspendre les cercles sur lesquels les papiers collés sont étendus.
Fig. 1. Colleuse, ouvriere qui colle le papier en l'imbibant de colle avec une éponge qu'elle trempe dans la terrine qui est devant elle. On applique les feuilles de papier serpente deux à deux, les côtés enduits de colle, l'un contre l'autre: a, pile de papier collé: b, terrine où est la colle: c, papier sec, non encore employé, qui avec celui qui est en a, fait la quantité de douze douzaines ou une grosse: d, pile de papier collé.
2. Leveuse qui sépare les unes des autres, les doubles feuilles collées, pour les étendre sur les cercles afin de les faire sécher: e, pile de papier doublé fournie par la colleuse: f, feuille double étendue sur un cercle: g, vase qui contient de l'eau: h, éponge qui sert à la leveuse pour mouiller les parties du papier d'éventail qui s'appliquent aux cercles.
3. Étendeuse, ouvriere qui prend les cercles que la leveuse lui fournit, & les accroche aux clous-à-crochet de l'étendoir.
4. Coupeuse, ouvriere, qui après que les papiers sont secs, prend les cercles les uns après les autres, & en détache les papiers qu'elle empile sur une table: les cercles vuides sont empilés par-terre, ainsi qu'il sera dit plus bas.
5. Arrondisseuse, ouvriere qui avec des ciseaux rogne ou arrondit deux des angles du papier.
6. Pierre & masse, semblables à celles des Relieurs, avec lesquelles on lisse ou bat les papiers.
Bas de la Planche.
Fig. 1. Développement en grand de quelques parties de l'étendoir.
A B, portion de la lambourde qui traverse la salle: cette lambourde est entaillée pour recevoir les chevrons C D, c d garnis de clous-à-crochet auxquels on suspend les cercles.
2. Petit cercle, de vingt-cinq pouces de large sur quinze de haut.
3. Grand cercle, de vingt-six pouces de large sur seize de haut.
4. Cercle sur lequel la leveuse (fig. 2, vign.) a étendu un papier doublé pour sécher.
5. Plan de deux cercles garnis de papier, pour faire voir la maniere dont on les empile les uns sur les autres, l'arc de l'un sur le diametre de l'autre, ainsi alternativement.
6. Pile de cercles garnis, vûe en perſpective.
7. Sonde, regle de cuivre, arrondie par les deux bouts, & dont les vives-arrêtes sont abattues; elle a treize ou quatorze pouces de longueur, & est de la grosseur que la figure représente; on a fracturé le milieu, la place ne pouvant la contenir dans toute sa longueur; la sonde sert dans cet attelier à reconnoître si le papier est suffisamment collé.
PLANCHE II. Peinture des feuilles d'éventails.
La vignette représente une salle, dans laquelle deux ouvriers peuvent travailler.
Fig. 1. Ouvriere occupée à peindre une feuille: elle tient de la main droite un pinceau, & de la gauche une coquille, dans laquelle est là couleur convenable; vis-à-vis d'elle est le verrier qui contient le modele: le vérrier est soutenu par un pilier de bois à trois piés.
2. Table sur laquelle est l'ais sur lequel est étendu un papier prêt à recevoir la peinture; l'ais est soutenu dans une situation inclinée par un petit coussin, d'un pouce & demi environ d'épaisseur.
Bas de la Planche.
Fig. 1. Planche ou ais, de quelque bois blanc (les autres bois teignent ou tachent le papier), sur lequel on colle seulement par les bords le papier sur lequel on doit peindre.
2. Ais sur lequel un papier est appliqué. Pour attacher ce papier, on commence par le mouiller légérement avec une éponge imbibée d'eau claire; puis avec un pinceau trempé dans de l'eau gommée, on entoure toute la feuille d'un enduit de gomme, de trois ou quatre lignes de large; tournant ensuite la feuille, sens-dessus-dessous, on applique fortement les bords contre la planche, tirant en tous sens, & également, pour étendre & faire attacher le papier.
3. Deux pinceaux, de différentes grosseurs.
4. Coquillier, boîte divisée en cassetins, dans lesquels on met les godets qui contiennent les différentes couleurs, ou les coquilles qui au défaut des godets, les contiennent.
5. Coquille à mettre les couleurs.
6. Godet de verre propre à recevoir les couleurs.
7. Verrier, boîte de bois, dont le devant est fermé par une glace ou un verre blanc: cette boîte sert à conserver la feuille qui sert de modele ou d'original aux peintres qui en font des copies.
8. Profil du verrier, le chassis à verre étant ouvert & éloigné de la caisse.
9. Compas, tour ou calibre; c'est une bande de carton, avec laquelle on trace sur le papier d'éventail, avant de peindre, les deux arcs de la gorge & du trou extérieur de l'éventail: a, le centre que l'on fixe avec un clou: b ou c, trous dans lesquels on introduit un crayon pour tracer le tour des grandes ou petites gorges: d ou e, trous où on introduit le même crayon pour tracer le petit ou grand tour de l'éventail.
Nota. Toutes les figures du bas de la Planche, & celles de la Planche suivante, sont vûes du côté de l'ouvriere qui pratique les opérations qu'elles représentent.
PLANCHE III. Monture des éventails.
Monter un éventail, c'est assembler la feuille avec le bois.
La vignette représente une salle où deux ouvrieres sont occupées aux principales opérations de cet art: on y voit quelques armoires servant de magasin.
Fig. 1. Ouvriere occupée à rayer une feuille avec le jetton.
2. Ouvriere occupée à sonder.
Bas de la Planche.
Fig. La feuille entierement achevée, telle qu'on la remet aux mouleuses. 2. La forme: c'est une planche de bois de noyer, sur laquelle on a gravé vingt rayons partant d'un même point: les traits ont environ une ligne de large sur presque autant de profondeur. Le fond du trait est un angle aigu. Tous les rayons doivent être également distans les uns des autres, & occupent pour le petit tour moins que le demi-cercle.
3. Forme pour le grand tour: les vingt rayons équidistans occupent le demi-cercle. Le centre de l'une & de l'autre forme est garni par une petite platine de cuivre percée d'un trou, pour que le centre soit mieux conservé.
4. Relative à l'opération de chercher le centre de la feuille. Pour la monture, le centre n'est pas toujours le même que celui que le peintre a marqué avec le calibre, fig. 9. de la Planche précédente, parce qu'il est du devoir des monteuses & de la perfection de l'ouvrage, de faire en sorte que les têtes des figures ou autres principaux objets ne se rencontrent pas dans un pli; pour cela, la monteuse promene la feuille sur la forme, l'endroit tourné du côté de la planche, jusqu'a ce que les têtes ou les autres objets à conserver ne se rencontrent point sur les traits de la forme, ni exactement sur le milieu de l'espace qui les sépare: en cet état elle assujettit la feuille avec un marbre ou autre corps pesant, pour se lisposer à la rayer.
5. Relative à l'opération de rayer la feuille, & à la fig. 1. de la vignette. Les choses disposées, ainsi qu'il a été dit sur la fig. précédente, l'ouvriere affermissant encore la feuille de la main gauche, prend le jetton de la main droite, & le conduit le long des gravures de la forme, dans laquelle elle enfonce le papier qui par ce moyen se trouve rayé, a, marbre qui assujettit la feuille sur la forme. b b b, partie de la feuille déjà rayée: c, partie de la feuille non encore rayée: d, jetton dans une rayure à-moitié achevée.
6. Jetton de cuivre ou d'argent, de la grandeur d'une piece de 24 sols.
7. Autre jetton emmanché.
PLANCHE IV.
Fig. 8. Feuille entierement rayée, de laquelle on a coupé à peu-près la gorge avec des ciseaux.
9. Opération de pincer, qui consiste à plier le papier dans les traits de la rayure, la peinture de l'endroit en-dehors.
10. Opération de plier, qui consiste à subdiviser en deux les espaces que les plis précédens laissent entr'eux.
11. Opération de sonder: c'est introduire la sonde, fig. 7. Pl. I. dans le milieu de la face à droite du pli saillant de la feuille, pour y introduire les brins du bois de l'éventail.
12. Éventail relevé, dont on va couper les côtés du dernier pli qui excedent.
13. Couper l'éventail par enbas, ou couper la gorge.
14. Enfiler: c'est faire entrer les brins dans les vuides que la sonde a préparés.
15. Couper l'éventail par-enhaut; c'est rogner l'excédent de la longueur des maîtres brins.
16. Border l'éventail avec une petite bande de papier, que l'on colle, moitié d'un côté & moitié de l'autre de la feuille.
17. Éventail entierement achevé.
On trouvera à l'article du Tabletier, ce qui concerne la fabrique des bois d'éventails. Page:Encyclopedie Planches volume 3.djvu/92 Page:Encyclopedie Planches volume 3.djvu/93 Page:Encyclopedie Planches volume 3.djvu/94 Page:Encyclopedie Planches volume 3.djvu/95 FAYANCERIE. Contenant douze Planches.
SOus le nom de fayancerie l'on entend l'art de fabriquer des ouvrages faits en terre cuite, couverte d'émail, tels que des plats, assiettes, pots, écuelles, saladiers, jattes, fontaines, &c. & toutes sortes de poteries fines: ce mot vient de l'italien faenza, en latin faventia, & en françois fayance, nom propre d'une ville d'Italie, d'où elle tire son nom, située entre Forli & Incola, sur la riviere d'Ancone, en Romagne, où fut faite la premiere fayance.
La premiere que l'on fit en France fut dans la ville de Nevers, par un italien, qui après avoir conduit & accompagné un duc de Nivernois, apperçut en se promenant la même espece de terre dont on faisoit la fayance en Italie; après l'avoir examinée & trouvée bonne, il en fit préparer & construire un four, dans lequel fut faite notre premiere fayance. On en fait un grand commerce en France & aux environs; celles de Nevers, de Rouen, de Saint-Cloud sont très-belles; celles de Hollande sont au-dessus, non-seulement pour la finesse de la terre, mais encore par celle de la couverte; celles de Delft sont infiniment plus belles que ces dernieres, elles approchent beaucoup de celles de la Chine, qu'on nomme plus ordinairement porcelaines; les plus belles que l'on voye en France sont celles dont on vient d'établir de nouvelles manufactures à Rouen, à Saint-Cloud près Paris, & à Poissy, dont la beauté approche beau-coup de celle de la porcelaine. On voit dans quelques cabinets de curiosités de très-beaux vases de fayance d'une grande rareté & d'un grand prix, peints par Raphael, Jules-Romain, & autres peintres célebres.
La fayancerie se divise en deux sortes; la premiere est la connoissance de la terre qui lui est propre, & la maniere de la préparer; la seconde est l'art d'en fabriquer toutes sortes d'ouvrages au tour & au moule, & la maniere de les enfourner & de les cuire.
De la terre propre à la fayancerie.
La terre propre à la fayancerie est une espece de terre grasse, compacte & pesante, qu'on trouve dans presque tous les lieux de la terre, dont la couleur est d'un gros verd ou bleu tirant sur le jaune, quelquefois rouge; sa qualité est d'être très-fine, de s'amollir, & même de se dissoudre dans l'eau, de faire corps & s'endurcir au four au point de faire feu, lorsqu'elle est frappée par l'acier le plus dur; celle qui tient le milieu entre la glaise & l'argille est la meilleure, étant composée des deux especes, plus ou moins, à proportion qu'elle s'approche de l'une ou de l'autre. C'est aussi pour cette raison que le mélange peut être très-bon: au défaut de l'argille, il y faut mêler du sable fin dont la quantité doit varier, selon que la glaise est plus ou moins grasse, & l'argille en étant lui-même composé, ce qui est très-essentiel pour empêcher la fayance de se fendre.
Il y a une autre espece de terre de couleur brune, beaucoup moins grasse que la précédente, faite moitié de glaise & moitié d'argille ou d'un tiers de sable fin, dont les ouvrages qui en sont faits résistent parfaitement au feu.
Ces différens mélanges demandent beaucoup de précaution; il faut considérer attentivement la nature de la glaise, & y mêler le sable ou l'argille à proportion qu'elle est plus ou moins grasse, observant de ne pas rendre le mélange trop liquide pendant la dissolution, le sable étant plus pesant se déposeroit plus promptement, & se séparant de la terre ne feroit plus corps avec elle.
La terre choisie est apportée des lieux d'où on la tire, on la met tremper avec de l'eau dans des bassins A, voyez la vignette de la premiere Pl. ou en A. fig. 93. faits exprès en terre, assez ordinairement près d'un puits b, même vignette, pour éviter le transport de l'eau; ces bassins peuvent être d'environ cinq à six piés de profondeur, d'une grandeur proportionnée à la quantité d'ouvrages qu'on a à faire, & dont le fond est souvent pavé en brique, tuile, carreau, ou pierre; la terre humectée dans ce bassin pendant plusieurs jours, on l'y délaye avec des pelles & bêches, fig. 78. & 79. bâtons, fig. 90. & autres choses semblables, ensuite un ouvrier en éleve l'eau avec le secours d'un sceau fiché au bout d'un bâton, fig. 85. versant à mesure dans un tamis de crin ou de soie, fig. 82. & 83. dont la finesse dépend de celle de la fayance, tenu & remué à mesure par un autre ouvrier. L'eau chargée de terre traverse le tamis, laisse après elle le plus grossier de la terre, & va se répandre par des rigoles dans des bassins très-grands & étendus d'environ trois à quatre piés de profondeur, soit creusés en terre c c, voyez la même vignette, ou posés dessus, & d d, &c. bordés d'ais ou planches B B, &c. fig. 93. retenus & arrêtés à des pieux C C, & fichés en terre, & dont le fond est pavé en briques, tuiles, carreaux, ou pierres; on la transporte encore par seaux, fig. 84. dans des bacquets, fig. 85. ou poinçons, fig. 86. remplis d'eau. On fait le mélange des especes en quantité raisonnable, on l'y délaye ensuite avec des rames, fig. 81. puis on verse le tout dans le tamis, & le plus fin se répand dans les bassins. Il est beaucoup mieux de passer la terre séparément dans les vaisseaux, faire ensuite le mélange, & jetter le tout ensemble dans les bassins. L'eau ainsi chargée de terre ayant séjourné quelques jours se décharge, & tandis que la terre se dépose au fond des bassins, l'eau qui reste au-dessus devient claire, s'évapore ou se décharge dans les terres, ou mieux encore par des canaux D D même figure, pratiqués sur les bords des bassins au dessus de l'endroit où se doit faire le dépôt; on ouvre ces canaux par le moyen d'une petite vanne E, l'eau s'écoule & la terre reste & se seche alors plus promptement. Devenue molle à-peu-près comme la boue, on l'enleve avec la palette, fig. 87. & le bâton, fig. 88. & on la met dans des terrines à plat, fig. 89. & autres vaisseaux défectueux & de rebut, après y avoir répandu un peu de sable au fond pour l'empêcher de s'y attacher, on les arrange à mesure autour des bassins, & lorsqu'il y en a une certaine quantité, on les laisse ainsi sécher à l'air les beaux jours, ou dans l'attelier sur des planches, posés dans des cases ou rayons faits exprès, voyez la vignette de la II. Pl. & en hiver autour du four ou d'un poële, & cela pour en faire évaporer promptement l'humidité. Ainsi sechée on la transporre ou on l'étend sur une surface plane & bien mince en b, seconde vignette, pour la fouler aux piés à différentes reprises, jusqu'à ce qu'elle soit bien liante; on la met ensuite en masse plate d'environ un pié cube qu'on met en pile en c c, pour s'en servir au besoin, ou deux ou trois mois après, s'il est possible, ce qui la rend encore infiniment meilleure.
De la maniere de fabriquer les ouvrages avant que de les mettre au four.
Les ouvrages se divisent en deux especes, les uns tournassés & les autres moulés. Les premiers étant ronds se font sur le tour; les autres ovales, demi-ovales, barelongs, guillochés, échancrés, triangulaires, à pans, & de toutes sortes de formes, ainsi que les figures, vases, & autres ornemens à l'usage des poëles, & autres choses semblables, ne pouvant être mis sur le tour, se font dans des moules en plâtre faits exprès, & dans la forme convenable aux ouvrages.
La premiere se fait ainsi: la terre préparée, l'ouvrier la dispose en mottes de grosseur proportionnée aux ouvrages qu'il veut faire, qu'il manie & remanie plusieurs fois pour leur donner la consistence propre à prendre la forme convenable; il les arrange ensuite autour du tour pour les travailler l'un après l'autre; ceci fait, il monte sur le tour, fig. 94. s'assied sur le banc ou siege A après y avoir placé une espece de coussin. Assis un peu vers la droite du tour, il appuie son pié droit sur la planche B pour se soutenir, & de l'autre pousse la roue C du tour à grands coups & à différentes reprises, jusqu'à ce qu'elle ait un mouvement rapide, qu'il continue toujours d'entretenir pendant la façon de l'ouvrage; alors il prend une des mottes qu'il a préparées, la jette sur la tête D du tour pour l'y attacher, y ajoutant & supprimant un peu de terre qu'il tire de celle E, posée sur l'établi du tour, si la motte se trouve trop petite ou trop grosse; ensuite il trempe ses mains dans l'eau placée en F sur l'établi, les applique sur la motte, & la serrant peu-à-peu, l'alonge & la fait monter en forme de quille A, fig. 164. ensuite le pouce appuyé en B, même figure, sur le bout, il la fait descendre, l'élargit peu-à-peu, fig. 105. en arrondissant, selon la forme du vase A, l'égalisant & unissant avec l'une des estocs, fig. 95. & 96. pour le dedans, & celle de fer, fig. 90. pour le dehors, & la main en-dehors & en-dedans, tant en montant qu'en descendant, déterminant ses dimensions par une ou deux jauges B B, de mesure convenable, placées à demeure sur le chandelier posé sur la table du tour. La piece tournée il la coupe avec un fil-de fer ou de laiton, fig. 103. à-peu-près semblable à ceux dont on se sert pour couper le beurre, l'enleve avec ses deux mains, & le pose sur une planche ou voliche d'environ huit à neuf piés de longueur, placée près de lui; il prend ensuite une autre motte qu'il jette sur la tête du tour pour en faire un pareil vase, qu'il pose ensuite sur la planche, & recommence jusqu'à ce qu'elle soit remplie, ensuite il la transporte sur les rayons, pour donner le tems aux ouvrages qui sont dessus de s'essuyer & de se sécher pour pouvoir être tournassés & redressés. Si l'ouvrier a de très-petits vases à tourner, il jette sur la tête du tour une motte d'une grosseur indifférente, la fait monter en aiguille, fait le vase avec le pouce ou le doigt, souvent sans estoc, lorsqu'il n'y peut entrer, & de la même maniere que nous venons de le voir pour les autres, & le coupe ensuite avec l'aiguille, fig. 102. pointe de fer emmanchée qu'il tient ferme dans la main droite pendant que le vase tourne, le prend ensuite de l'autre main, le pose sur la planche & recommence, jusqu'à ce qu'étant remplie il la transporte comme les autres sur les rayons.
Il faut observer de ne point trop laisser sécher les ouvrages, ce que l'on peut éviter en les couvrant de linges mouillés lorsqu'il y en a un assez grand nombre, & qu'ils commencent à devenir un peu fermes; on met à part ceux qui doivent être tournassés, & on en transporte une partie près du tour; ensuite l'ouvrier remonte sur le tour pour faire la tournassine, & jette à cet effet sur la tête A, fig. 107. une motte B, pousse la roue avec le pié comme il a fait pour ébaucher les vases, & avec ses deux mains, il donne à la motte à-peu-près la forme de l'intérieur des vases. Ceci fait, il la laisse un peu sécher & la reprend ensuite pour l'arrondir, l'égaliser, & l'ajuster en A fig. 108. d'une grandeur propre à les tenir fermes, ce qu'on appelle alors la tournassine, ensuite il les renverse & les applique dessus en A, figure 109. l'un après l'autre pour les tournasser, ayant soin de les ajuster le plus horisontalement qu'il est possible, & poussant de nouveau la roue du tour, il dresse d'abord le cul B du vase avec l'un des tranchans A A des tournassins, fig. 110. & 111. creuse le fond, fait le bord, supprime les bosses, & dresse depuis le centre jusqu'aux bords A, & de cette maniere les arrondit & les finit. Il les garnit ensuite d'oreilles, oreillons, anses, manches, boutons, & de toutes les pieces qui leur conviennent. Ainsi fait, il remet la planche qui les porte sur les rayons pour les faire sécher entierement, & passe ensuite à d'autres, jusqu'à ce qu'ayant assez de cru (c'est ainsi qu'on appelle les ouvrages préparés à être mis au feu) pour emplir le four, on se dispose à enfourner.
Les ouvrages moulés se font en cette maniere. On prend d'abord des mottes préparées, on les applatit sur une table, fig. 123. par le secours d'un rouleau ou roulette, fig. 127. ou d'une billette, fig. 128. leur donnant une épaisseur bien égale, unie & convenable aux ouvrages. On enduit ensuite les moules, fig. 119, 120, 121, 122. de cette terre applatie, & avec une éponge & de l'eau, on l'étend par-tout également sur le moule, observant de l'enfoncer avec le pouce ou le doigt dans tous les creux, & lui faire prendre exactement la forme du moule. Ceci fait, on remplit tous les creux pour en rendre la surface unie, on l'y laisse ensuite séjourner pendant quelque tems, la terre se séchant se resserre, ce qu'on appelle prendre retrait, & sort d'elle-même du moule; on garnit alors les pieces d'oreilles, anses, manches, &c. & on les place ensuite sur des planches dans les rayons pour achever de s'essuyer & de se sécher pour être mis parmi le cru.
De la maniere de placer le cru dans le four.
Pour parvenir à faire cuire le cru, il est deux manieres de l'enfourner, l'une avec gazette, & l'autre en échappade ou chapelle. La premiere se fait en cette maniere: on a soin d'avoir des gazettes, fig. 134. & 135. especes de cylindres creux biscuités (on appelle ainsi toute sorte de vase cuit au four qui n'a point été vernissé), d'environ neuf à dix lignes d'épaisseur, & depuis dix-huit jusqu'à deux piés de hauteur, d'un diametre à-peu-près égal à la distance d'un trou à un autre trou, dont la voute inférieure A A du four, fig. 149. est percée, ayant en trois endroits, à différente hauteur, des trous triangulaires A A, &c. fig. 134. & 135. dont un des angles fait le sommet, garnis chacun de pernettes, fig. 143. dont trois par trois, A A, fig. 136. & 137. soutiennent sur leurs angles le cru enfermé dans les gazettes, ou des tuiles rondes ou ovales, fig. 132. & 133. portant quantité de petits vases en B B, &c. fig. 138. & 139. La seconde maniere d'enfourner appellée échappade ou chapelle, se fait par le moyen de plusieurs rangs de tuiles, fig. 147. posées près les unes des autres, & soutenues chacune par trois ou quatre piliers, fig. 146. dans l'intervalle des quatre en A A, fig. 148. On place le cru, voyez l'intérieur du four, fig. 149. un commencement de fournée avec gazette en B, & en échappade en C, on peut voir au mot Fayance la maniere de faire le cal-ciné & de le préparer pour en faire la couverte, celle de cuire avec les observations pour parvenir à une bonne cuisson, & enfin l'art de conduire les ouvrages de fayance jusqu'à leur entiere perfection.
Des ouvrages selon leurs especes & leur propriètè.
Les ouvrages de fayance consistent en toutes sortes de pots, caffetieres, marabouts, théyeres, seaux, bassins, potagers, soupieres, plats, assiettes, cuvettes, corbeilles, pots-pourris, fontaines de toutes sortes d'especes, dont la plûpart prennent leurs noms de leur forme ou des choses qu'ils contiennent, parmi lesquels les uns sont blancs, rouges, jaunes, bruns ou gris; les autres de deux couleurs, c'est-à-dire bruns en-dehors & blancs en-dedans: ces derniers sont destinés à approcher du feu, les uns & les autres décorés d'ornemens en reliefs, ou peints de diverses couleurs, représentant des paysages fabuleux ou historiques, des fleurs & des fruits de toutes especes.
PLANCHE I.
Le haut de la premiere planche, ou sa vignette, représente une manufacture de fayance, & l'attélier où l'on prépare la terre qui lui est propre; a est le fossé où l'on met tremper la terre, b est un puits, cc sont les bassins en terre, dd, d'autres hors terre où se fait le dépôt dans l'eau, dans un desquels est un ouvrier en o, occupé à mettre la terre dans les vaisseaux biscuités, & à les arranger autour des bassins pour la faire sécher. Près de-là sont des ouvriers occupés, l'un f, à verser de l'eau & de la terre dans le tamis, & l'autre g, à remuer le tamis pour la passer. Aux environs sont des vaisseaux, barils, poinçons, &c. propres à délayer & porter la terre, des beches, rateaux & autres choses semblables propres à la remuer dans les bassins. Dans le fond h est un attélier où l'on fabrique la fayance; sur le derriere i, est un attélier où sont les fours, fournettes, &c. & sur le devant l, la demeure du maître de la manufacture.
Fig. 1. Pot à l'eau simple très-connu par son usage.
2. Pot à l'eau orné de son couvercle A.
3. Broc.
4. Une caffetiere brune propre à faire chauffer toutes sortes de liqueurs.
5. Un marabout brun destiné aux mêmes usages.
6. Un coquemart brun employé aussi aux mêmes usages.
7. Une théyere à l'usage des cabarets (nom que l'on donne à un plateau garni d'un certain nombre de tasses à caffé), faite ordinairement pour contenir le caffé.
8. Un biberon pour la commodité des malades, fait pour contenir les breuvages qu'on veut leur faire prendre.
9. Un pot à oille destiné aux mêmes usages que la précédente.
10. Un pot à tabac garni de son couvercle A.
11. & 12. Des pots à confitures.
13. Un pot à rouge.
14. & 15. Des pots à pommades.
PLANCHE II.
Le haut de la seconde Planche, ou sa vignette, représente un attelier de fayancerie où plusieurs ouvriers sont occupés; l'un en b à remuer & pétrir la terre, un autre en d à mouler, d'autres en e à tourner, tournasser, &c. Au milieu en a est un poële fait pour chauffer l'attelier & faire sécher la terre. Vers la gauche en c sont des piles de terre pétries; plus loin en f sont des cases remplies de terre, de biscuits & autres choses semblables qui sechent, l'autre côté est garni de plusieurs tours & leurs dépendances; on voit dans le fond en g la bouche d'un four.
Fig. 16. Un jegneux.
17. Un grand pot servant à divers usages.
18. Un pot de garde-robe, dit pot-de-chambre, de forme ronde.
19. Un pot de garde-robe de forme ovale.
20. Un seau sans anse.
21. Un seau à deux anses.
22. Un seau à deux anses en forme de vase.
23. Une écritoire à l'usage des bureaux, espece de pot dans lequel on met un cornet & une éponge.
24. Un pot dit à jasmin, fait pour contenir des arbustes.
25. Une tasse à caffé avec anse en A garnie de sa soucoupe B.
26. Une tasse à caffé sans anse A, garnie de sa soucoupe B.
27. Un sucrier garni de son couvercle A à l'usage des cabarets, fait pour contenir du sucre en petits morceaux.
28. Un autre sucrier fait pour contenir du sucre en poudre.
29. Un moutardier à l'usage des tables, garni de son couvercle à charniere A & de sa cueillere B.
30. Une saliere ou poivriere à l'usage des tables, faite pour contenir l'un & l'autre.
31. Un huilier à l'usage des tables, composé d'une porte-huilier A, & deux petites caraffes BB, dont l'une contient l'huile & l'autre le vinaigre.
32. Une sauciere à l'usage des tables.
33. Un potager avec anse, garni de son couvercle A.
34. Un poëlon garni de sa queue A.
35. Un plat dit bassin-à-barbe, à l'usage des perruquiers & de tous ceux qui rasent, échancré en A.
PLANCHE III.
36. Une assiette simple & blanche.
37. Une assiete à cordon.
38. Une assiete guillochée.
39. Un plat rond festonné.
40. Un plat rond guilloché.
41. Un plat quarré guilloché.
42. Un plat quarré simple.
43. Un plat ovale guilloché.
44. Un plat ovale simple.
45. Une jatte guillochée.
46. Une jatte simple.
47. Un saladier festonné.
48. Un saladier, tel qu'on s'en sert dans les cabarets.
49. Une écuelle garnie de ses oreilles A A.
50. Une soupiere garnie de ses deux anses A A.
51. Un pâté fait pour cuire des pâtés, garni de ses deux anses A A, & de son couvercle B B.
52. Une soupiere fine garnie de ses deux anses A A, de son couvercle B & de sa soucoupe C.
53. Une soupiere en forme de chou, dont le dessus A sert de couvercle, garni de sa soucoupe B.
54. Une soupiere représentant une poule, un coq, ou un animal dont le dessus A sert de couvercle, garni de sa soucoupe B.
55. Un plat de hors-d'œuvre à l'usage des tables, garni intérieurement de racines ou autres choses semblables artificielles, parmi lesquelles on en mêle de naturelles
56. Une fontaine garnie de son couvercle A, & de son robinet B.
57. Une cuvette appellée cuvette à la romaine, faite pour être placée sous les fontaines.
58. Une fontaine disposée à être placée dans un angle, composée de son couvercle A, robinet B, & cuvette C.
59. Une cuvette à pot-à-l'eau, faite pour les chambres à coucher.
60. Une cuvette de bidet à l'usage des garde-robes.
61. 62. 63. 64. 65. 66. 67 & 68. Des vases de différentes formes, destinés à contenir des fruits ou des fleurs, & servir à l'ornement des cheminées. Leurs noms viennent souvent de leur forme, quelquefois de ce qu'ils contiennent.
PLANCHE IV.
69 & 70. Des théyeres diversement ornées & très-riches, plus propres à l'ornement des cheminées qu'à l'usage.
71 & 72. Des vases en forme de coupe aussi très-riches.
73. Une cuvette de fontaine en forme de coquille.
74. Une burette très-riche & sans anse.
75. Une burette aussi très-riche, avec une anse & couvercle.
76. Une fontaine très-riche.
77. La cuvette.
PLANCHE V. Outils.
78. Une bêche assez connue faite pour remuer & délayer la terre dans les fossés: A est le fer acéré, & B le manche.
79. Une demi-bêche employée aux mêmes usages que la précédente; A en est le fer acéré, & B le manche.
80. Une rame, instrument de bois d'environ 3 piés de de long, fait pour remuer la terre dans les baquets, ou poinçons, à-peu-près semblable aux rames dont les mariniers se servent sur les rivieres.
81. Un in strument appellé barillon; c'est en effet un petit baril A, arrêté à l'extrémite d'un bâton A qui lui sert de manche, fait pour transporter l'eau chargée de terre|des bassins dans le tamis.
82. Le tamis à passer l'eau chargée de terre, garni de ses deux anses A A, par où on le tient pour le remuer.
83. Un tamis à main, un peu plus petit que le précédent, destiné au même usage.
84. Un seau fait pour transporter l'eau chargée de terre dans les baquets ou poinçons.
85. Un baquet dans lequel on remue la terre.
86. Un poinçon employé au même usage.
87. Une palette faite pour enlever la terre des fossés ou bassins; A en est le manche.
88. Une latte pour servir avec la palette à enlever la terre des fossés.
89. Un estoc biscuité rempli de terre molle, telle qu'on la retire des fossés pour la faire sécher. 90. Un bâton ou levier fait pour servir à délayer la terre dans les fossés.
91 & 92. Des rateaux à remuer l’eau chargée de terre dans les bassins lorsqu’elle est passée; A A en sont les rateaux, & B B les manches.
93. La fosse & les bassins où l’on prépare la terre; A est la fosse où l’on délaye la terre, bordée d’un chassis de bois F F; G est une planche posée sur un chassis de bois, à environ 2 piés & demi d’élévation, sur laquelle on appuie & on remue le tamis qui sert à passer l’eau chargée de la terre. Il est le bassin qui la reçoit lorsqu’elle est passée, bordée d’ais ou planches B B, arrêtée à demeure par des pieux fichés en terre. C C, D D sont les canaux par où l’eau s’échappe après le dépôt, lorsque l’on enleve les petites vannes E E.
PLANCHE VI.
94. Le tour; A est le siege du tour, B la planche servant de marche-pié, C la roue du tour, D la tête, E des mottes de terre, F un vaisseau, contenant de l’eau, C l’arbre de la roue, H le vase, I le chandelier de jauge, K l’établi, L le marche-pié sur lequel on dépose les mottes préparées.
95. Un estoc, instrument biscuité en forme de croissant, d’environ 6 lignes d’épaisseur, percé d’un trou au milieu, avec lequel on arrondit les vases sur le tour.
96. Un estoc de bois destiné aux mêmes usages.
97. Un estoc de fer aussi employé aux mêmes usages.
98. La roue du tour; A est la tête de bois, B l’arbre de fer, C la roue de bois, & D le pivot.
99. Un tour qui dans plusieurs endroits sert aux potiers de terre, & dans d’autres aux fayanciers; A est la roue, B un vase fait, C le siege monté sur deux traverses D D, appuyées sur un support E, fiché & arrêté en terre, F en est l’établi.
100. La roue du tour; A en est la tête garnie d’une motte, B C l’arbre en forme de canon, D D la roue, & E E &c. les tirans.
101. Le pivot en A, arrêté en terre en B.
102. Une aiguille, espece depointe de fer A emmanchée en B.
103. Le fil à couper; A est le fil & B B les branches.
104. Une tête de tour surmontée d’une motte de terre montée en aiguille; A est la base de la motte & B le sommet.
105. Une tête de tour, surmontée d’un vase à demi-fait, A est le vase.
106. Un chandelier de jauge; A en est la tige, B B les branches, & C le pié.
PLANCHE VII.
107. Une tête de tour surmontée d’une motte de terre préparée pour faire la tournassine; A est la tête, B la motte de terre.
108. Une tête de tour surmontée d’une tournassine faite, A est la tournassine.
109. Une tête de tour surmontée de tournassine & d’un vase préparé à être tourné en-dehors; A est le vase & B le cul du vase.
110. Un tournassin, espece d’outil de fer aminci & recourbé par chaque bout A A, fait pour tourner les vases.
111. Un petit tournassin aussi aminci & recourbé par chaque bout A A.
112. La tête d’une tournette, sur laquelle on pose les vases pour les mettre en couleur, & les peindre.
113. Le pié de la tournette précédente; A en est le pivot, & B le pié à trois branches.
114. Une tournette montée sur un pié quarré.
115 & 116. Des pinceaux servant à colorer & peindre les vases sur la tournette; A A en sont les antes, & B B les pinceaux.
117. Une brosse à secouer la couverte sur les vases.
118. Plusieurs vases tels qu’on les pose sur la tournette pour les colorer.
119. 120. 121 & 122. Des moules en plâtre d’assietes ou de plats ronds & ovales, festonnés & guillochés.
123. La table sur laquelle on garnit les moules; A A sont plusieurs tablettes de terre disposées à mettre en moule, B est un vase rempli d’eau, C une éponge servant à mouiller les tablettes lorsqu’on les étend sur les moules, & D un petit rouleau.
124. Une batte faite pour battre la terre, A est la batte & B la manivelle. Elle est citée dans l’ouvrage, fig. I.
125. Un couteau, espece de lame amincie en A, garnie par chaque bout B B de manches.
126. Une plane, morceau de bois meplat pour unir la terre à moule.
127. Un rouleau de bois fait pour applatir la terre à moule.
PLANCHE VIII.
128. Une billette faite pour applatir la terre à moule, & la rendre d’une égale épaisseur; c’est une espece de rouleau de bois, fig. 129, en forme de canon, dans lequel entre une broche aussi de bois A B, fig. 131, & au bout de laquelle en B, s’enfile un autre canon, fig. 130, gros & court, que l’on arrête à demeure avec une cheville. On s’en sert en le levant des deux mains par les deux bouts A A, fig. 128, en le promenant sur la terre que l’on veut applatir, tandis que ce rouleau du milieu tourne de lui-même.
132 & 133. Des plateaux ou tuiles l’une ronde & l’autre ovale faites, étant appuyées sur les pernettes dans les gazettes pour porter les petits vases.
134 & 135. Des gazettes faites pour supporter les vases que l’on veut faire cuire, l’une ronde & l’autre ovale, la premiere pour contenir des vases ovales percés de trous triangulaires A A, &c. en trois endroits.
136 & 137. La coupe des deux gazettes remplies de plâtre B B, &c. appuyées sur des pernettes A A, dont l’une ronde porte des plats ronds, & l’autre ovale porte des plats ovales.
138 & 139. La coupe de deux gazettes, l’une ronde & l’autre ovale, toutes deux remplies de plateaux B B, garnies de petits vases appuyés sur les pernettes A A.
140. Le moule à gazette. C’est une table A, sur laquelle est arrêtée une peau fine & bien étendue; sur cette peau est un chassis de bois B B, dans l’intérieur duquel on met la terre propre à mouler les gazettes; on l’y applatit en l’étendant avec le rouleau fin, fig. 127. jusqu’à ce qu’il touche sur le chassis ainsi fait. On pose dessus le tambour rond, fig. 141. ou ovale fin, 142. on y attache l’un des bouts de la terre, & on la roule ainsi sur le tambour, jusqu’à ce que les deux bouts viennent se toucher, que l’on arrête alors ensemble; on laisse ensuite sécher un peu, & on ôte le tambour pour faire sécher plus promptement.
143. Une pernette, espece de prisme triangulaire que l’on fait à la main ou au moule.
144. Le perçoir à perneter, fait pour percer les trous sur les gazettes, composé d’un fer A triangulaire & pointu, emmanché en B.
145. La planche à perneter, d’une longueur à la hauteur des gazettes, percée de plusieurs trous triangulaires à égale distance les uns des autres, faite aussi pour percer les trous à égale distance sur les gazettes, afin que les vases qui sont appuyés sur les pernettes dans les mêmes gazettes puissent être posés droits.
146. Un des piliers d’échappade.
147. Une des tuiles ou plateau d’échappade.
148. Une disposition en échappade, telle qu’on l’arrange dans le four A A, tous les intervalles que l’on garnit de cru.
PLANCHE IX.
149. L’intérieur du four composé d’une voûte inférieure A A percée de trous, au-dessous de laquelle on place le calciné & le feu lorsque le four est déja un peu échauffé par celui que l’on a fait quelque tems à l’entrée en D sur la voûte. A A, sont deux manieres d’enfourner, l’une en B avec gazette, l’autre en C en échappade, que l’on éleve l’une & l’autre jusqu’à la hauteur de la seconde voûte E E aussi percée de trous. Ce four, dont la fig. 150. représente le plan du dessous de la voûte inférieure, & la fig. 151. celui au-dessus est isolé & environné de quatre murs F F, &c. dont la distance en largeur est de 8 à 9 piés intérieurement, & la profondeur de 9 à 10. La hauteur de la petite voûte est d’environ 4 à 5 piés, & celle de la seconde de 10 à 12. La bouche d’en-bas G, porte environ deux piés & demi & 3 piés de largeur sur environ 18 à 20° de hauteur, on y arrive en descendant plusieurs marches H H, &c. celle d’en-haut I, porte environ 18° de largeur sur presque la hauteur du four, & cela pour la facilité de pouvoir l’emplir; on y arrive par un petit échaffaud de madriers portant sur le sol K, & qui couvre la fosse. Près de ce four on voit une partie de l’attelier dans lequel il est ordinairement.
PLANCHE X.
152. L’élévation. 153. la coupe. 154. le plan du dessous, & 155 le plan du dessus de la fournette, espece de four de reverbere, où on fait le calciné pour la couverte. Elle est composée d’une voûte supérieure A, d’environ 15° d’élévation, 5 à 6 piés de largeur sur environ trois piés & demi de profondeur, dont le fond est le plus souvent enfoncé & creusé vers le milieu, séparé par un petit mur de brique B, d’environ 8 à 9° de hauteur, derriere lequel est une grille C, sur laquelle on met le bois par la bouche D, dont la braise & la cendre tombent dans le fond E, que l’on retire par la bouche F; la flamme s’élevant, parcourt toute la voûte A, en faisant fondre le calciné, que l’on remue avec les rables, rateaux, &c. soit par la bouche G, & la fumée s’éleve par le tuyau de cheminée H, en forme de cône ovale, le foyer I sert à mettre le bois pour l’usage de la fournette.
156. Un rable fait pour remuer le calciné dans la fournette, composé d’une platine courbe A, percée de plusieurs trous à l’extrémité d’une tige de fer B, à douille en C, dans laquelle est arrêté un manche de bois D.
157. Un rateau fait aussi pour remuer le calciné, coudé & meplat en A, à l’extrémité d’une tige B, à douille en C, garnie d’un manche de bois D.
158. Un autre rateau coudé en A, à l’extrémité d’une tige B, à douille en C, & garnie d’un manche de bois D.
159. Une pelle, A en est la pelle, B la tige, C la douille garnie d’un manche de bois D.
PLANCHE XI.
La vignette de la Planche XI. represente un moulin à cheval fait pour écraser le blanc composé d’un arbre A, mu par les leviers B B tirés par des chevaux. Sur cet arbre A est monté un grand rouet C C en charpente d’assemblage, arrêté solidement de tasseaux D D, & soutenu de tirans E E, dont les alluchons faisant tourner les lanternes F F, &c. font mouvoir autant de meules qui écrasent le blanc dans les fonds des auges G G. Lorsque le blanc est encore gros, & que le moulin est rude, on peut arrêter une, deux ou trois lanternes en supprimant deux ou trois des fuseaux A A, fig. 160. dont chacune des lanternes est composée. Cette figure représente une des lanternes du moulin garnie de fuseaux A A, plateaux B B, arbre C, & meule échancrée D.
161. Un des fuseaux mobiles de la précédente lanterne.
162. L’élévation, 163. Le plan d’un moulin à bras, semblable aux précédens, composé comme eux d’une meule échancrée A, à pivot en B, dans le fond d’une auge C, garnie d’un arbre D, à manivelle en E, avec bourdonniere F, arrêtée sur une piece de bois G, arrêtée au plancher de l’attelier.
164. L’arbre du moulin précédent; A en est le pivot, B l’embase & sa clavette sur laquelle pose la meule, C la manivelle, & D le pivot à bourdonniere.
165. La bourdonniere à patte.
166. La crapaudine du pivot.
PLANCHE XII.
167 & 168. Des marteaux propres à différens usages; A en est la tête acérée, B la pomme aussi acérée, & C le manche.
169 & 170. représentent des masses propres à casser & écraser le blanc pour la couverte, A A en sont les têtes, & B le manche.
171 & 172. L’une une mailloche, & l’autre un maillet; A en est la tête, & B le manche.
173. 174 & 175. Des creusets propres à fondre les ingrédiens pour les couleurs, dont le dernier est couvert d’une tuile.
176 & 177. L’une une serpette & l’autre une serpe, toutes deux faites pour couper & hacher le bois ou autres choses semblables à l’usage du four, composée chacune d’un fer acéré par le tranchant A, garni d’un manche B.
178. Un crible en osier fait pour cribler les ingrédiens pour les couleurs.
179. Un petit crible à main, destiné au même usage que le précédent.
180. Un tamis fait pour passer ou tamiser la couverte ou les ingrédiens pour les couleurs, garni de deux poignées A A.
181. Un petit tamis plus fin destiné au même usage que le précédent.
182. Un mortier en A, garni de son pilon B, fait pour piler les ingrédiens pour les couleurs ou la couverte.
183. Un marbre A, garni de sa molette B, fait pour broyer les ingrédiens pour les couleurs.
184 & 185. Des houilles ou houes, l’une droite & l’autre coudée, faites pour remuer la couverte dans les baquets compose d’un fer A, a douille en B garni d’un bâton C, qui lui sert de manche. Page:Encyclopedie Planches volume 3.djvu/101 Page:Encyclopedie Planches volume 3.djvu/102 Page:Encyclopedie Planches volume 3.djvu/103 Page:Encyclopedie Planches volume 3.djvu/104 Page:Encyclopedie Planches volume 3.djvu/105 Page:Encyclopedie Planches volume 3.djvu/106 Page:Encyclopedie Planches volume 3.djvu/107 Page:Encyclopedie Planches volume 3.djvu/108 Page:Encyclopedie Planches volume 3.djvu/109 Page:Encyclopedie Planches volume 3.djvu/110 Page:Encyclopedie Planches volume 3.djvu/111 Page:Encyclopedie Planches volume 3.djvu/112 FERBLANTIER,
Contenant deux Planches.
PLANCHE Iere.
LA vignette représente une boutique dans laquelle sont exposés différens ouvrages de Ferblanterie.
Fig. 1. Ouvrier qui forme une caffetiere sur la bigorne. a la bigorne.
2. Ouvrier qui lime un ouvrage soudé, pour pouvoir y ajuster un couvercle.
3. Ouvrier qui soude une caffetiere. b la poîle à feu, dans laquelle il fait chauffer les fers à souder. c la caffetiere qu'il soude. d le morceau de soudure d'étain.
4. Tas à dresser.
5. Bigorne.
6. e Développement d'un morceau de ferblanc taillé pour en former un couvercle, tel qu'on voit en h. f Développement d'une piece de ferblanc taillée pour en former un entonnoir tel qu'on le voit en g. La partie l est une autre piece soudée après coup, ainsi que le rebord m.
Bas de la Planche.
1. 2. & 3. Tas à canneller différens ouvrages de ferblanterie.
4. Tas à dresser.
5. & 6. Bigorne.
7. Bigorne à chantepure.
8. Maillet de bois; il sert à dresser.
9. Grosse bigorne à caffetiere.
10. Bigorne à goulot. La partie a de la figure 5. sert à cet usage.
11. Marteau à planer.
12. Martelet.
13. 14. 15. 16. 17. 18. Différens marteaux pour gaudronner & fabriquer les pieces rondes ou demi-rondes.
PLANCHE II.
Fig. 19. Cisaille à banc.
20. Cisaille à main.
21. Plaque de plomb, sur laquelle on découpe avec l'emporte-piece.
22. Fer à souder.
23. Rochoir qui contient de la poix-résine pulvérisée.
24. Appuyoir.
25. Sceau.
26. Soufflet.
27. Grand tas.
28. Tenaille.
29. Pince plate.
30. Pince ronde.
31. Gouge ou emporte-piece.
32. Niveau ou équerre.
33. 34. 35. 36. 37. 38. 39. 40. 41. 42. Différens emportes-pieces en étoile, en cœur, en treffle, &c.
43. Ciseau.
44. Autre emporte-piece. Page:Encyclopedie Planches volume 3.djvu/114 Page:Encyclopedie Planches volume 3.djvu/115 FIL ET LAINE. Contenant cinq Planches.
PLANCHE Iere.
Vignette.
Fig. 1. Fille qui file au fuseau.
2. Femme qui file au rouet, cotée fig. 10.
3. Fille qui fait un écheveau, en faisant passer le fil d'une bobine sur le devidoir, fig. 9.
4. Femme qui met en pelottes l'écheveau de fil qui est sur la tournette, fig. 11.
Bas de la Planche.
5. Quenouilles de deux sortes. a b, d e le corps de la quenouille. b c, e f la tige.
6. Fuseau & boucle qui arrête le fil à son extrémité.
7. Autre fuseau.
8. Happe servant de devidoir pour mettre le fil en écheveau. A B la tige. B poignée: 1, 2, 3, 4 les bâtons qui doivent être éloignés l'un de l'autre d'un quart d'aune.
9. Devidoir. a b, c d les patins. e f, e f les montans. a c, e e, b d les traverses. f f l'arbre. n n les rays. l m, l m les cornettes. g la manivelle. p h, c k les marionettes qui soutiennent la bobine k, traversée par une broche de fer dont h est la poignée.
10. Rouet à filer au pié & à la main, décrit à l'art. Fil.
11. Tournette pour mettre le fil en pelottes. A B la tige. C D le pié au centre duquel est placé le montant qui traverse la grande & la petite croisées. E F G H la grande croisée, dont les quatre branches ployent en K, comme on voit en G, pour qu'elle tienne moins de place quand on n'en fait point usage; l'écheveau est tendu par les quatre chevilles que l'on place à discrétion dans les trous des branches. A l'écuelle dans laquelle on place la pelotte lorsque l'on quitte l'ouvrage. La balustrade du pié sert à retenir les pelottes qui sont faites: Au-dessous de l'écuelle A, & à la partie inférieure de la petite croisée est une cavité qui reçoit la pointe de la tige A B, ensorte que cette machine peut tourner librement.
PLANCHE II.
Fig. 1. Dans la vignette. Ouvrier qui fait tourner le rouet pour retordre du fil.
2. Fille qui fait une bobine composée de deux fils.
3. Élévation perspective du rouet de l'ouvrier, fig. 1.
4. Coupe transversale du rouet.
5. Le sommier du rouet.
6. Profil de l'aspe ou dévidoir.
Toutes ces figures sont expliquées à l'article Fil.
PLANCHE II. bis. Moulin quarré pour retordre les fils, laines, &c. décrits à l'article Fil.
La vignette représente le moulin en perspective, avec la roue qui lui communique le mouvement, en les croisées de laquelle une ou deux personnes se placent pour les pousser, & faire tourner la roue du sens convenable: ce moulin est monté de quarante-huit fuseaux, dont on a seulement représenté les vingt-quatre antérieurs, pour éviter la confusion.
Bas de la Planche.
Fig. 2. Élévation géométrale du moulin du côté opposé & semblable à celui que la vignette représente.
3. Élévation du côté du moulin qui fait face à la grande roue; on voit la disposition du rouage qui fait tourner l'aspe.
4. Partie des longues tables qui fait voir la disposition des fuseaux, celles des bobines, & des poulies qui servent de guide à la courroie sans fin qui les fait tourner. g même fig. fuseau. h bobine chargée de fil à retordre. i coulant qui reçoit dans un trou rond la partie inférieure du fuseau, & dans sa fente la crapaudine k sur laquelle le pivot du fuseau repose. 5 une des poulies qui servent de guide à la courroie. 6 broche ou axe de la poulie qui traverse les deux tables & la poulie. u couronne. x, y boucles aux extrémités du fil-de-fer x y, qui guident le fil de la bobine vers l'aspe.
5. Plan géométral de tout le moulin, pris à la hauteur de la roue.
PLANCHE III. Moulin rond.
Fig. 1. De la vignette. Moulin en perspective vû du côté du rouage qui conduit l'aspe.
2. Partie du même moulin vûe du côté de la manivelle, par le moyen de laquelle on fait mouvoir toute la machine.
3. Plan géométral du moulin & de la cage qui renferme les roues.
4. Élévation latérale de la cage.
5. Élévation de la longueur extérieure de la cage.
6. Partie des courbes qui soutiennent les fuseaux: au-dessous en G est un des coulans; il est fourchu pour recevoir la piece de verre H, sur laquelle repose le pivot inférieur du fuseau.
PLANCHE IV.
La vignette représente le moulin ovale en perspective: on a supprimé l'aspe & les bobines postérieures, pour éviter la confusion: cette machine est mue à bras par la manivelle de la roue O.
Bas de la Planche.
Fig. 2. Plan géométral du moulin.
3. Coupe transversale du moulin.
4. Partie de l'élévation du moulin.
5. Aspe ou devidoir. Page:Encyclopedie Planches volume 3.djvu/117 Page:Encyclopedie Planches volume 3.djvu/118 Page:Encyclopedie Planches volume 3.djvu/119 Page:Encyclopedie Planches volume 3.djvu/120 Page:Encyclopedie Planches volume 3.djvu/121 FLEURISTE ARTIFICIEL. Contenant huit Planches, dont une double.
PLANCHE Iere.
Le haut de cette Planche représente un attelier où plusieurs ouvriers, ouvrieres & enfans sont occupés diversement à faire des fleurs artificielles; l'un en a à arranger des fleurs ensemble, un en b à découper avec des emporte-pieces; d'autres en C à faire des boutons, une ouvriere en d à gauffrer avec la machine à gauffrer; un en e à étendre le velin, la toile ou autre étoffe; un en f à tourner le vélin sur le fil de fer, tandis qu'un petit garçen en g est occupé à tourner la roue du rouet; une femme en h à gauffrer au fer, & les autres en i à faire des boutons, ajuster des fleurs, &c.
Plans d'emporte-pieces de feuilles de fleurs.
Les fig. 1. 2. 3. 4. 5. 6. & 7. représentent autant de plans d'emporte pieces propres à faire des feuilles de fleurs, d'anémohes ou de renoncules. Ainsi faites, on les applique les unes sur les autres, les plus petites sur les plus grandes; étant montées ensemble, elles imitent parfaitement la fleur d'anémone ou de renoncule.
8. 9. 10. Plans d'emporte-pieces pour des feuilles du cœur des fleurs d'anémone ou de renoncule.
11. 12. 13. Plans d'emporte-pieces, de fleurs d'anémones, ou de renoncules, appellées boutons d'or.
14. 15. 16. 17. Plans d'emporte-pieces pour des feuilles de fleurs d'aubépine.
PLANCHE II. Plans d'emporte-pieces de feuilles de fleurs.
Les fig. 1. 2. 3. 4. 5. 6. représentent des plans de toute grandeur, d'emporte-pieces pour des feuilles de fleurs d'œillets; & les fig. 7. 8. & 9. d'autres plus petits pour les feuilles des cœurs des mêmes œillets.
10. 11. 12. 13. 14. 15. 16. Plans d'emporte-pieces de toute grandeur pour des feuilles de fleurs de rose.
17. 18. 19. 20. Plans d'emporte-pieces pour des feuilles de fleurs d'orange.
21. 22. Plans d'emporte-pieces pour des feuilles de fleurs de lilas.
23. 24. 25. Plans d'emporte-pieces pour des feuilles de fleurs de petit lilas.
PLANCHE III. Plans d'emporte-pieces de feuilles de fleurs.
Les fig. 1. 2. & 3. représentent des plans d'emporte-pieces pour des feuilles de fleurs de jasmin de France.
4. 5. Plans d'emporte-pieces pour les feuilles des fleurs de jasmin jaune.
6. 7. Plans d'emporte-pieces pour des feuilles de fleurs de giroflée double.
8. 9. Plans d'emporte-pieces pour des feuilles de fleurs de giroflée simple.
10. 11. 12. 13. Plans d'emporte-pieces pour des feuilles de fleurs de scabieuse.
14. 15. 16. 17. Plans d'emporte-pieces pour des feuilles de fleurs de grenade.
18. 19. 20. 21. Plans d'emporte-pieces pour des feuilles de fleurs d'œillets d'inde.
22. 23. Plans d'emporte-pieces pour des feuilles de fleurs de laurier-rose.
24. 25. 26. Plans d'emporte-pieces pour des feuilles de mouches, servant aux cœurs de la plûpart des fleurs.
PLANCHE IV. Plans d'emporte-pieces de feuilles.
Les fig. 1. 2. 3. & 4. représentent des plans d'emporte-pieces pour différentes feuilles d'aubépine.
5. 6. 7. 8. Plans d'emporte-pieces pour différentes feuilles de rosier simple & double.
9. 10. Plans d'emporte-pieces pour des feuilles de rosier foireux.
11. 12. 13. Plans d'emporte pieces pour différentes pieces de jasmin.
14. 15. Plans d'emporte-pieces pour des feuilles de persil.
16. 17. Plans d'emporte-pieces pour des feuilles de vigne.
18. 19. 20. 21. Plans d'emporte-pieces pour des feuilles de chêne.
PLANCHE V. Plans d'emporte-pieces de feuilles.
Les fig. 1. & 2. représentent des plans d'emporte-pieces pour différentes feuilles de scabieuse.
3. Plan d'emporte-piece pour des feuilles de balsamum.
4. Plan d'emporte-piece pour des feuilles de coquelico.
5. 6. Plans d'emporte-pieces pour différentes feuilles de croix de Jérusalem simple & double.
7. 8. Plans d'emporte-pieces pour différens composés de plusieurs feuilles d'œillets d'Inde.
9. 10. Plans d'emporte-pieces pour différentes feuilles de capucines.
11. 12. Plans d'emporte-pieces pour différentes feuilles de fraisier.
13. 14. 15. Plans d'emporte-pieces pour différentes feuilles de buis.
16. 17. Plans d'emporte-pieces pour différentes feuilles d'épine vinette.
18. 19. 20. 21. Plans d'emporte-pieces pour différentes especes de feuilles d'imagination.
PLANCHE VI. Outils.
La fig. 1. représente une sebille remplie de sable, contenant une quantité de petits fils de fer, garnis chacun d'un bouton fait de mie de pain, de filasse ou autre chose semblable, gommé, exposé ainsi à la sécheresse, & fait pour servir de graines ou boutons de fleurs; A est la sebille, B les petits boutons.
2. Paire de pinces camuses; A A en sont les mords, & B B les branches.
3. Paire de pinces plates; A A en sont les mords, & B B les branches.
4. Paire de pinces rondes; A A en sont les mords, & B B les branches.
5. Brucelles, espece de pince plate; A en est la tête, & B B les branches.
6. Compas; A en est la tête, & B B les pointes.
7. Poinçon fait pour percer des trous dans le milieu des feuilles des fleurs; A en est le poinçon, & B le manche.
8. Elévation, & 9. plan d'un gauffroir de cuivre, fait pour gauffrer les feuilles; A est le gauffroir, B la tige, & C le manche.
10. Elévation, & 11. le plan d'un autre gauffroir de cuivre; A en est le gauffroir, B la tige, & C le manche.
12. Gauffroir de bois; A A en sont les rainures.
13. Gauffroir de fer à mouche, fait pour gauffrer les mouches des feuilles de fleurs d'orange, & autres choses semblables; A en est le gauffroir, B la tige, C le manche.
14. Couteau dont le taillant est arrondi; A en est la lame, & B le manche.
15. Cisoires; A A en sont les mords, & B B les branches.
16. Ciseaux; A A en sont les taillans, & B B les anneaux.
17. Ciseaux d'une autre forme; A A en sont les taillans, & B B les anneaux.
18. Elévation, & 19. plan d'un emporte-piece; A en est le taillant acéré, & B la tête. 20. Elévation, & 21. plan d'un autre emporte-piece, A en est le taillant acéré, & B la tête.
22. Table sur laquelle on travaille les ouvrages.
23. Petite masse servant à redresser sur le billot les entailles que les emporte-pieces y ont faites; A en est la tête, & B le manche.
24. Grosse masse destinée au même usage que la précédente; A en est la tête, & B le manche.
25. Petit maillet de bois; A en est la tête, & B le manche.
26. Gros maillet de bois; A en est la tête, & B le manche.
27. Fort billot de bois, sur lequel on découpe les fleurs & les feuilles avec emporte-pieces par le secours des maillets.
28. Vrille; A en est la meche, & B le manche.
PLANCHE VII. Outils.
Les fig. 1. 2. & 3. représentent des mandrins à contourner; le premier en forme de cône, le second en plat ou quarré, & le troisieme en forme de cylindre ou ovale.
4. Terrine à déposer ou broyer les couleurs.
5. Chauderon à faire bouillir les couleurs.
6. Pié de roi.
7. Brosse ou Vergette.
8. Paire de tournettes, dont l'une A est mobile par le moyen d'une tringle à coulisse B, qui s'arrête où l'on juge à propos avec le secours d'une vis C; l'autre tournette D est à demeure sur la tablette E montée sur ses quatre piés F F, &c.
9. Gauffroir à manivelle propre à gauffrer les feuilles; c'est un chassis de bois composé de sommiers A A, & de ses traverses B B que l'on arrête sur une table remontée de deux jumelles C C entretenues de contrefiches D D, &c traversées d'un cylindre E, servant de gauffroir à l'un des bouts duquel est une manivelle E que l'on tourne d'une main, tandis que de l'autre on pose la feuille à gauffrer sur le gauffroir; la corde ou ficelle G s'entortille sur la feuille & serre dessus par le moyen d'un poids suspendu à son extrémité, & ainsi de suite jusqu'à l'extrémité du gauffroir que l'on devide ensuite pour recommencer.
10. Tasse à couleur de rose.
11. Paire de pinceaux; A A en sont les pinceaux, B l'ante.
12. Etendoir propre à étendre sur des cordes le vélin, la toile, ou autres étoffes nouvellement teintes; A en est l'étendoir, & B le manche.
13. Planchette; A en est la planchette, & B B les pointes.
14. Chauffrette propre à faire chauffer le gauffroir de cuivre ou de fer.
15. Pié d'une bobine; A en est le pié de plomb, B la fusée.
16. Bobine garnie de fil ou de soie.
17. Verre contenant de la gomme.
18. Petits pots propres à mettre différens ingrédiens.
19. Rouet composé par un bout de la roue A A, & ses rayons B B, de son tourillon C, garni de manivelle D, monté sur deux supports E E entretenus de contrefiches F, appuyés ensemble sur la table G, à l'autre bout de laquelle sont deux autres supports H H & contrefiches I, soutenant deux coussinets K K, sur lesquels est montée la bobine L mue par la corde M de la roue, dont le tourillon N est destiné à faire tourner un fil de fer que l'on enveloppe de vélin, toile ou étoffe, pour servir aux queues des fleurs.
20. Chaise, dont une des traverses A percée est traversée & arrêtée par derriere d'un moule à bouton simple; B le fil de fer mu par le rouet précédent, & que l'on enveloppe de vélin, toile ou étoffe.
21. Petite terrine destinée à contenir de la colle-forte.
PLANCHE VIII.
La fig. 1. représente l'élévation, & la fig. 2. la moitié du plan d'un surtout de table destiné à contenir en forme de décoration symmétrique tous les fruits, sucres, confitures, liqueurs, & autres choses semblables à l'usage des desserts. Au milieu de ce surtout se présente un temple dédié à Pomone. Cette déesse élevée sur son piédestal de marbre précieux, orné de guirlandes de fleurs, est couronnée de semblables guirlandes artistement arrangées. Près de-là sont des autels où brûlent continuellement les encens qui lui sont offerts, & dont l'odeur se répandant aux environs, peut devenir agréable à l'assemblée.
Ce temple élevé est ouvert par ses quatre faces, & présente à chacune d'elles un ordre d'architecture ionique; cet ordre est composé de piédestaux & colonnes surmontés d'entablement, couronnés de fronton & de vases antiques: au-dessus s'éleve un dôme en forme de calotte, au milieu duquel est une corbeille de fleurs ou de fruits, le tout orné de mosaïques en fleurs des plus galantes. Aux quatre angles sont des femmes suivantes de la déesse, tenant entre leurs mains des guirlandes de fleurs & des corbeilles de fruits. Aux environs de ce temple plus bas sont des parterres d'eau, dont la source vient d'un réservoir pratiqué dans l'épaisseur de la calotte, & dont la conduite traversant l'épaisseur des colonnes, & passant par dessous les plateaux, va joindre & fournir chacun des jets des bassins. Ces bassins flanqués par leurs angles, de socles sur lesquels sont des vases garnis de fruits ou de fleurs, sont environnés de perrons & de charmilles bordées de fruits, confitures, sucreries, arbrisseaux, vases contenant aussi des fruits mêlés de fleurs. A ces parterres d'eau, l'on peut substituer des corbeilles de fleurs ou de fruits, nouvelle offrande à la divinité, ou des candelabres, si c'est pendant la nuit.
Ce sur tout fait pour une table de quarante à soixante couverts, est composé de treize plateaux que l'on peut placer de façon à former onze plans différens, plus petits ou plus grands les uns que les autres, selon la grandeur & la forme des tables. Les lignes marquées d'un noir fermé marquent la jonction des plateaux.
Celui du milieu A peut se placer seul.
Le même A avec deux des plateaux circulaires D D.
Le même A avec les quatre plateaux circulaires D D.
Le même A avec deux des plateaux barlongs B B.
Le même A avec les quatre plateaux barlongs B B.
Le même A avec deux plateaux circulaires D D sur deux faces, & deux des plateaux barlongs B B sur les deux autres.
Le même A avec deux des plateaux barlongs B B sur deux faces, & deux des plateaux circulaires D D aux extrémités de ces derniers.
Le même A avec deux des plateaux barlongs B B sur deux faces, deux des plateaux circulaires D D aux extrémités de ces derniers, & les deux autres plateaux circulaires sur les faces en travers sur celui du milieu A.
Le même A avec les quatre plateaux barlongs B B, &c. sur les quatre faces, & deux des plateaux circulaires D D sur deux faces.
Le même A avec les quatre plateaux barlongs B B, &c. sur les quatres faces, & les quatre plateaux circulaires aux extrémités de ce dernier.
Le même enfin avec ses treize plateaux, tels qu'on les voit sur le plan, fig. 2. Page:Encyclopedie Planches volume 3.djvu/124 Page:Encyclopedie Planches volume 3.djvu/125 Page:Encyclopedie Planches volume 3.djvu/126 Page:Encyclopedie Planches volume 3.djvu/127 Page:Encyclopedie Planches volume 3.djvu/128 Page:Encyclopedie Planches volume 3.djvu/129 Page:Encyclopedie Planches volume 3.djvu/130 Page:Encyclopedie Planches volume 3.djvu/131 FORGES OU ART DU FER. Contenant cinquante-deux Planches, dont deux doubles.
ON a divisé les Planches relatives à cet art, en cinq sections; la premiere contient les Planches relatives à l'exploitation des mines & aux différentes préparations dont elles sont susceptibles; la seconde contient des Planches qui ont rapport aux fourneaux à fer, où on fond les gueuses; la troisieme contient celles qui ont rapport aux fontes marchandes, sous le titre de fourneau en marchandise; la quatrieme section contient les Planches relatives à la forge proprement dite, où on convertit le fer de gueuse en barres; la cinquieme section renferme toutes les Planches relatives aux deux sortes de fenderie.
PREMIERE SECTION. De l'exploitation des mines & de leurs préparations.
PLANCHE Iere. Tirage de la mine en roche à fond, & près la superficie de la terre.
La premiere vignette représente une campagne dans laquelle on a percé plusieurs puits pour tirer la mine à fond, soit mine en roche ou mine en grains.
Fig. 1. Mineroi, ou ouvrier mineur, qui tourne la manivelle du treuil m n, à la corde duquel est suspendu un panier à anse, semblable à celui que l'ouvrier, fig. 2. verse sur le tas de mine qui est auprès de lui, c d e f les quatre jambettes, ou fermes qui soutiennent le treuil, plus loin l'on voit l'ouverture d'un autre puits, a b les supports du treuil.
2. Ouvrier, ou aide qui reçoit le panier chargé de mine lorsqu'il est arrivé au niveau des planches d f (fig. 1 qui recouvrent une partie du puits), & le renverse sur le tas de mine déja tirée de la miniere, pour être ensuite transportée au fourneau où elle doit être fondue. Auprès de la fig. 2. on voit l'ouverture A d'un autre puits, dans lequel on a formé un cuvelage de charpente, pour empêcher les terres qui sont au dessus de la miniere d'ébouler, & de combler le puits; au dessus on a établi une machine mue par un cheval pour tirer la mine; D treuil vertical, sur lequel les cordes s'enroulent; le pivot inférieur de l'arbre, ou axe de ce treuil repose sur une crapaudine scellée au milieu d'une pierre placée au centre du manege, & le pivot supérieur est saisi par un collet appliqué à une des faces d'un des entraits de la charpente du comble qui couvre le manege. F F levier, à l'extrémité F duquel est attaché le palonier au quel le cheval est attaché; on peut employer plusieurs chevaux en multipliant le nombre des bras. B C deux grandes poulies sur lesquelles passent les cordes qui s'enroulent & se déroulent alternativement sur le treuil D, pour tirer du fond de la mine les paniers chargés de mine que l'on y attache, c'est le seau B qui monte. H Toiture, ou couverture du manege. G Prolongement de la couverture sur le puits pour mettre les poulies & les cordages à couvert. On ne fait guere la dépense de construire ce bâtiment & la machine qu'il contient, que pour une miniere abondante, & dont l'exploitation, quelque considérable qu'elle soit, peut se faire pendant long tems par la même ouverture; telles sont les mines en roche, dont le banc a beaucoup d'épaisseur, dans laquelle on pratique des galeries en tout sens, reservant le nombre de piliers nécessaires, ainsi qu'on le voit dans la vignette du bas de la Planche.
La seconde vignette représente une campagne & une montagne, dans lesquelles on tire une mine en roche, soit à fond ou près la superficie de la terre.
3 & 4. Exploitation de la mine en roche près la superfi-cie de la terre en travaillant à ciel découvert, à la différence de l'autre côté de la vignette, fig. 5 & 6. où l'exploitation est souterreine.
3. Ouvrier qui avec un pic subdivise un quartier de roche qui a été séparé de la masse.
4. Ouvrier qui perce un trou dans la masse pour y faire une mine, qui étant chargée de poudre à canon, détache de la masse, des parties de roche, que les ouvriers débitent ensuite pour en faciliter le transport; cet ouvrier se sert, pour percer le trou, d'une barre de fer ronde, dont l'extrémité inférieure est acérée & taillée en pointes de diamant par dessillons triangulaires qui se croisent à angles droits, comme aux martelines des sculpteurs, en levant & laissant retomber alternativement cet outil dans le trou que l'on commence avec un pic ou autre outil convenable; l'ouvrier observe de tourner alternativement cet outil dans ses mains, afin que les pointes de l'extrémité inférieure frappent dans différens endroits; il a soin aussi de verser de l'eau dans le trou, non-seulement pour la conservation de l'outil, mais aussi pour faciliter l'extraction & l'écoulement des parties de la roche qu'il a broyées. Lorsque le trou est percé à la profondeur requise, on charge la mine en y introduisant la quantité de poudre nécessaire dans une cartouche de papier; on place ensuite la verge de fer qui est auprès de la settre c, dans le trou de la mine, observant que la partie inférieure de la verge de fer pénetre dans la cartouche; on remplit ensuite le trou jusqu'à son ouverture avec de la terre que l'on foule fortement, ou avec un coulis de plâtre, si on en a. Ensuite on retire la verge ou aiguille de fer, au-lieu de laquelle on met de la poudre qui sert d'amorce, & la mine est achevée; il ne reste plus qu'à y mettre le feu au moyen d'une meche lente qui donne aux ouvriers le tems de s'éloigner. f premiere foncée, e premiere berme ou relais, d seconde foncée, c seconde berme ou relais, b troisieme foncée, banc ou lit de la mine, a le fond de la mine.
On voit au-dessus l'ouverture d'un percement o dans le côteau d'une montagne, par lequel les eaux d'une mine souterreine peuvent s'écouler.
L'autre partie de la même vignette représente l'exploitation de la mine en roche souterreine, le côteau est suppose fracturé pour laisser voir l'intérieur de la montagne.
5. Mineur qui détache de la masse un quartier de roche en frappant avec une masse pesante sur la tête des coins qu'il a placés dans une tranchée qu'il a faite auparavant avec un pic; on met ordinairement entre le coin & les côtés de la fente, des cales de bois de chêne pour contenir le coin, & l'empêcher de rebondir sous le coup. c bloc ou quartier de roche séparé de la masse, d panier dans lequel on met la mine pour la sortir hors de la miniere, b pelle de bois pour charger les paniers ou les brouettes.
6. Ouvrier qui transporte la mine au moyen d'une brouette sous le puits du minaret, par lequel on en doit faire l'extraction, g h k différentes galeries, les unes étançonnées, les autres se soutenant d'elles-mêmes, dont on a tiré la mine, e f foncée ou puits recouvert de quelques planches répondant au puits du minaret qui sert d'entrée à la miniere, & par lequel on fait l'extraction de la mine au moyen de la machine, (fig. 2. premiere vignette) que l'on voic représentée en petit au haut de la montagne. PLANCHE II. Tirage & transport de la mine en grains & de la mine fluviatile.
La premiere vignette représente l'exploitation de la mine en grains près la superficie de la terre.
Fig. 1. Mineur ou pionnier qui pioche la mine & en sépare les pierres inutiles.
2. Chargeur qui jette la mine sur le terrein, & en forme des tas, comme c d e f.
3. Autre chargeur qui emplit le tombereau.
4. Le conducteur de la voiture.
A. Mesure ou feuillette servant à mesurer la mine après qu'elle est lavée & transportée près le fourneau, B B cercles de fer. C C poignées.
La seconde vignette représente la traite de la mine fluviatile ou des lacs.
L'eau est supposée coupée verticalement pour laisser voir le travail qui se fait au fond.
Fig. 1. Pêcheur de mine qui pousse avec un rabot A la mine dans la truble ou bourse B C, que le second ouvrier lui présente.
2. Pêcheur qui tient le manche de la truble, avec laquelle il racle le fond du lac; cette truble est composée d'un arc de fer, au sommet duquel est une douille qui reçoit un manche de bois de 8 ou 10 piés de longueur; sur l'arc de fer est attaché le filet qui forme la truble ou bourse faite de gros fil, & maillée comme les filets des pêcheurs.
PLANCHE III. Calcination de la mine dans les fourneaux de Fordenberg.
La vignette représente deux fours de calcination sous un même hangard, l'un fig. 1. est vuide, ainsi que l'on peut voir par la porte A; l'autre four, fig. 2. est chargé, & la porte B fermée, comme il sera dit ci-après.
Ces fourneaux dont le plan est un quarré, ont extérieurement 20 piés de chaque côté, & intérieurement 16 piés de chaque côté, les murs ayant 2 piés d'épaisseur & 14 piés de hauteur; au milieu d'une des faces est une ouverture ou porte ceintrée de 6 piés de hauteur & 4 de largeur: c'est par cette ouverture que l'on retire la mine lorsqu'elle est grillée; mais pour charger le fourneau, on ferme cette porte au moyen de 6 barreaux de fer posés horisontalement dans la baie, & soutenue à des distances égales par des crochets de même métal: c'est contre les barreaux que l'on applique intérieurement des plaques de pierre capables de résister à l'action du feu. On voit en B, fig. 2. la disposition de cette fermeture, & à côté de chacun des fourneaux, les escaliers par lesquels on monte sur le terre-plein, de niveau à la partie supérieure des fourneaux, par lequel on fait le service.
Bas de la Planche.
3. Elévation extérieure de l'un des fourneaux; B la porte; 1, 2, 3, 4, 5, 6 les barreaux qui soutiennent les pierres qui forment la clôture du fourneau.
4. Coupe verticale du fourneau chargé, pour faire voir les différentes couches qui composent la charge; A premiere couche qui est de charbon, & a deux piés & demi d'épaisseur, B premier lit de mine de 4 piés d'épaisseur, C seconde couche de charbon d'un pié & demi d'épaisseur, D second lit de mine qui a deux piés & demi d'épaisseur, E troisieme couche de charbon épaisse seulement d'un pié, F troisieme & dernier lit de mine épais de 2 piés. Le charbon est environ quinze jours à se consumer pour cuire la mine que l'on emploie à mesure que l'on en a besoin pour alimenter le fourneau.
5. Plan d'un des deux fourneaux, A la porte, b c le mur de devant, c d le mur opposé adossé au terre-plein.
PLANCHE IV. Calcination de la mine de fer, comme elle se pratique dans le Dauphiné, le Roussillon, la Navarre & le comté de Foix.
La vignette représente une colline sur le bord d'une forêt, à laquelle on a adossé un fourneau de chaque espece.
Fig. 1. Fourneau cylindrique extérieurement & intérieurement conique, construit en maçonnerie. Il y a vers le bas une ouverture ou porte par laquelle on met le feu. On charge le fourneau par lits, composés alternativement de bois & de mine; les lits inférieurs composés des plus gros morceaux de mine. L'ouverture supérieure du four a 9 piés de diametre réduit à 4 piés près du fond, & environ 10 piés de profondeur, non compris le mur d'appui qui environne l'ouverture supérieure.
2. Au bas de la Planche, coupe verticale du fourneau par la porte & l'embrasure qui y répond; A l'embrasure, B la porte, C linteau de la porte, C D E D parois intérieurs du cône renversé, D D mur d'appui.
3. Plan du même four vû à vue d'oiseau, B côté de la porte, D D mur d'appui.
4. Dans la vignette, sourneaux du pays de Foix; ils different des précédens en ce que leur base est un quarré dont chaque côté a intérieurement 9 piés, les parois ont 7 piés d'élévation, il y a de même une porte au fond d'une embrasure par laquelle on met le feu au bois pour calciner la mine; le bois & la mine sont disposés par lits alternativement, le premier lit est composé de charbon & de bois sur lequel on fait un lit de la plus grosse mine; ce lit est recouvert par un double lit de charbon & de bois, sur lequel on en met un de mine concassée en plus petits morceaux; ce dernier lit dont la surface supérieure est conveve, a beaucoup plus d'épaisseur que le premier, ainsi qu'on peut le voir dans la figure suivante.
5. Coupe verticale de ce fourneau par la porte & l'embrasure qui y répond, A l'embrasure, B la porte, C le linteau de la porte, C D E D les murs du fourneau, F premiere couche combustible, composée d'un lit de charbon, au-dessus duquel est un lit de bois, G lit de mine composé des plus gros morceaux, H seconde couche combustible, composée d'un lit de charbon & de bois comme la précédente, I lit de mine composé des moindres morceaux, & dont la surface supérieure est convexe.
6. Plan au rez-de-chaussée du fourneau, A l'embrasure, B la porte.
PLANCHE V. Lavage de la mine terreuse.
La vignette représente une campagne sur le bord d'un étang ou canal, dont l'eau est assez élevée pour passer sur le terrein si elle n'étoit retenue par une chaussée ou digue, dans laquelle on pratique les empellemens nécessaires.
Fig. 1. Ouvrier qui lave la mine dans un panier X, dont le fond convexe pose sur les planches qui sont au fond du lavoir; l'eau est continuellement renouvellée dans le lavoir, venant par un petit canal souterrein qui répond à l'empellement d, & elle s'écoule par un autre petit canal souterrein que l'on peut fermer au besoin, par une petite pelle, pour laisser couler l'eau par la goulette X e dans un autre lavoir inférieur P, selon le besoin.
Au-dessus du lavoir de la fig. 1. on voit une perche flexible O, soutenue par deux autres perches en forme de chevalet, à laquelle quelques-uns suspendent le panier ou crible dans lequel ils lavent la mine.
2. Ouvrier qui avec une pelle jette la mine du tas l dans le avoir m; ce lavoir, qui ainsi que tous les autres, est foncé & entouré de planches, reçoit l'eau par la rigolle souterraine f e qui répond à l'empellement c, l'eau s'écoule par une autre rigolle f ou goulette e, dans le lavoir inférieur n, d'où elle sort par l'entaille o faite à la costiere opposée.
3. Ouvrier qui avec un riaule ou rabot agite & laboure la mine dans le lavoir, pour l'exposer au courant, & la faire passer alternativement d'un côté du lavoir à l'autre; auprès de la figure est un autre lavoir plus long dans le sens o o, qui est la direction du courant, que dans le sens opposé, qui est la largeur que la perspective fait paroître plus grande que la longueur. Ce lavoir reçoit l'eau par la rigolle h g qui passe sous le tas de mine k; a & b deux grands empellemens qui conduisent l'eau à quelques-unes des usines, ou servent seulement de décharge.
4. Ouvrier qui retrousse ou releve la mine lavée, après que toute l'eau du lavoir est écoulée, au moyen de l'empellement de fond placé à un des angles du lavoir; cet ouvrier forme un tas de mines que l'on transporte ensuite au fourneau pour être fondue & convertie en gueuses ou fer crud, ayant préalablement été mesurée dans la feuillette A B B C C, Planche deuxieme, premiere vignette.
Bas de la Planche.
Fig. 1. Plan du lavoir qui a 6 piés en quarré; il est composé de quatre madriers ou costieres qui en forment le tour D D D D, lesquels sont assemblés à queue ou encoches, le fond B est formé par plusieurs planches, & est à quatorze pouces de profondeur, A costiere du côté d'amont, E goulette par laquelle l'eau arrive dans le lavoir, F planche qui recouvre la goulette, CC les costieres latérales, E E décharge de superficie du côté d'aval, lorsque le lavoir est plein d eau, c'est par-là que les terres délayées sont emportées pendant l'opération.
2. Crible de cuivre percé de trous, que l'on suspend à la corde de la perche o, fig. 1. dans la vignette, pour laver la mine, M le crible, N son anse.
3. Panier d'osier dont se sert la figure 1. de la vignette; ce panier a vingt-quatre pouces de diametre d'une anse à l'autre, & seulement vingt pouces dans la largeur X, la profondeur est de huit pouces.
4. Pelle de l'ouvrier, figure 4. de la vignette; elle est de deux pieces, A B la pelle, B C le manche; la pelle a de A en B douze pouces de long, & en A dix pouces de large; le manche B C de la pelle a quatre piés & demi de long, & un pouce & demi de diametre.
5. Profil de la même pelle, pour faire voir comment les deux parties sont réunies par une ligature de fil-de-fer, d'osier, ou de corde, A B la pelle, B C le manche.
6. Le riaule, rolle ou rabot dont se sert l'ouvrier, fig. 3. pour labourer la mine au fond du lavoir, la partie G H K est de fer; la partie G H a sept pouces de long & autant de large, la douille K a quatre pouces de long, pour recevoir le manche de bois K L de huit piés de long sur quinze lignes de gros.
7. Le rolle ou rabot vû du côté concave & séparé du manche, G le tranchant.
PLANCHE VI. Lavoir de M. Robert.
La description de ce lavoir est extraite en partie du livre de l'auteur, intitulé, Méthode pour laver & fondre avec économie les mines de fer, lequel a obtenu le prix proposé par l'académie de Befaçon, en l'année 1756.
Fig. 1. ou la vignette. A empellement qui fournit l'eau au lavoir, a b canal de huit pouces en quarré, par lequel l'eau est conduite, B C d e premier lavoir de quatre piés en quarré, d e f g second lavoir de même grandeur que le précédent; le fond des deux lavoirs est élevé d'environ quinze pouces au-dessus du terrein, & est composé de plaques de fer clouées aux madriers, qui forment le tour du lavoir; ces p aques de fer sont percées de trous longs, de dimension à ne point laisser échapper la mine, c ouverture à la partie inférieure de la planche B C du côté d'amont, par laquelle l'eau entre dans le premier lavoir, d e planche de séparation des deux lavoirs; cette planche est échancrée pour laisser passer l'eau du premier lavoir dans le second, f g planche de clôture du second lavoir du côté d'aval; cette planche est aussi échancrée, & c'est par cette entaille que l'eau superflue qui ne s'écoule pas par les trous des enfonçures des lavoirs, sort & tombe dans l'enceinte de planches qui les environnent, d'où elle sort chargée de glaise & autresimpuretés du minerai, par l'ouverture o, & s'écoule dans la riviere.
Deux hommes, chacun armé d'un rable de fer, percé de huit trous, remuent la mine dans chaque lavoir, en la changeant continuellement de place pour l'exposer au courant, & par ce moyen détacher les terres qui l'enveloppent; ils continuent ce travail jusqu'à ce qu'il ne reste plus que le grain, que l'on retire ensuite des lavoirs pour l'amonceler, comme on voit en E, qui est le tas de mine lavée; on continue ainsi en prenant de la mine du tas D, non lavée, que l'on met dans les lavoirs pour recommencer la même opération.
Bas de la Planche.
2. Plan des deux lavoirs, du réservoir, du canal qui y conduit l'eau, & de l'encaissement dans lequel ils sont placés, a canal qui amene l'eau dans le réservoir, b embouchure du canal dans le réservoir E b; B C réservoir; B C d e premier lavoir dans lequel l'eau entre par l'ouverture c; G fonçure du lavoir; d e f g second lavoir à la suite du premier, l'eau y entre par l'échancrure de la planche d e, H fonçure du second lavoir sur laquelle on voit différens morceaux de mine, f g planche échancrée, par l'entaille de laquelle l'eau superflue qui ne s'écoule pas par les trous de la fonçure des lavoirs s'épanche dans l'encaissement qui les environne, & sort par les ouvertures O pour s'écouler à la riviere.
3. Coupe longitudinale des lavoirs, réservoirs, & encaissemens, a b canal qui conduit l'eau dans le réservoir, b B h réservoir, B planche échancrée en-dessous pour laisser passer l'eau du réservoir dans le premier lavoir, B G d premier lavoir dont l'eau s'écoule partie par les trous de l'enfonçure G, partie par-dessus la planche d entaillée en-dessus, d H f second lavoir, H enfonçure par les trous de laquelle l'eau s'écoule, f planche écrancrée en-dessus pour laisser échapper l'eau superflue (les graveurs ont mal-à-propos ombré en coupe les parties supérieures des planches d & f), O sortie de l'encaissement par où l'eau s'écoule à la riviere.
4. Coupe transversale par le milieu du second lavoir, d e cloison ou planche de séparation des deux lavoirs; cette planche est échancrée en-dessus, & l'eau du premier lavoir tombe en cascade dans le second lavoir par cette échancrure, H fonçure du second lavoir, E fonçure de l'encaissement qui renferme les lavoirs, F soutiens de la clôture de l'encaissement, D place où se mettent les ouvriers.
PLANCHE VII.
Cette Planche & la suivante, représentent le patouillet & l'égrappoir, avec tous les développemens nécessaires.
Fig. 1. La vignette représente le patouillet en perspective, l'arbre N N de dix-huit pouces de diametre a douze piés de long, y compris la partie qui sert de moyeu à la roue à aubes, O O les tourillons, P P les empoisses, cette roue non compris les aubes a dix piés & demi de diametre, & est formée par un double tour de courbes liaisonnées & accollées, de quatre pouces & demi de large sur quatre pouces d'épaisseur, dans lesquelles s'implantent les coyeaux qui soutiennent les aubes, au nombre de vingt; ces aubes ont quinze pouces de large sur dix de rayon, & sont plongées dans un coursier, auquel on donne l'eau au moyen d'un empellement placé à la tête du coursier; H H la huche composée de fortes douves emboîtées par leurs extrémités dans la feuillure des chassis F G, F G, qui avec les fonçures L forment les cotés de la huche, qui est intérieurement semi-cylindrique & de six piés en quarré; au milieu du côté d'amont aboutit un canal A, répondant à un empellement particulier, par lequel l'eau vient dans la huche, & du côté d'aval est une pelle à long manche C, que l'on ôte lorsque l'on veut laisser écouler l'eau & la mine lavée dans le lavoir S, en passant par le canal M & la gouttiere Q; ce lavoir a une pelle de fond T, que l'on leve dans ses coulisses pour mettre le lavoir à sec & en retirer la mine lavée, pendant que d'autre mine que l'on a introduite dans la huche y éprouve la même préparation.
L'arbre est garni de trois barreaux R R R de fer coudés en double équerre sur l'angle, & tournés de façon à présenter une de leurs arêtes à la mine que l'on a jettée dans la huche, ce qui la divise, la délaye dans l'eau perpétuellement renouvellée qui vient par le canal A du côté d'amont; l'eau chargée de la terre de la mine est évacuée à mesure par une ouverture à un des côtés de la huche, & s'écoule dans le coursier.
Les barreaux sont disposés en tiers-point, & sont arrêtés par des coins dans le corps de l'arbre, ensorte que la partie entre les deux coudes puisse s'approcher jusqu'à un demi-pouce près de la surface intérieure de la huche.
2. Ouvrier qui charge l'égrappoir en jettant la mine par la trémie posée sur le courant qui aboutit au haut de l'égrappoir A, placé au-dessus d'un lavoir, dans lequel la mine tombe à-travers la grille de cette machine, tandis que les pierres & autres corps de plus gros volume que la mine, sont entraînés par le courant au-bas de l'égrappoir.
3. Ouvrier qui avec un rable ou rabot rassemble la mine qui est tombée dans le lavoir, l'eau s'écoule par une décharge de superficie, comme il a été ci-devant expliqué.
Bas de la Planche.
Fig. 4. Plan général du patouillet, a queue de la pelle que l'on leve pour fournir dans le coursier l'eau à la roue, A A canal répondant à un petit empellement particulier qui fournit l'eau à la huche, B C la roue, N N l'arbre, O O les tourillons, P P les empoisses, R R R les barreaux, F E F E chassis de la huche, L L fonçure de la huche, D gouttiere pour rejetter dans le coursier l'eau superflue, Q decharge de la huche dans le lavoir S.
PLANCHE VIII.
Cette Planche est la suite de la précédente.
Fig. 5. Profil & coupe du patouillet par un plan parallele à la longueur du coursier; a pelle du coursier qui fournit l'eau à la roue, N l'arbre de la roue, R R R les barreaux, A canal par lequel l'eau entre dans la huche, F G différentes pieces du chassis de la huche, H H les douves de la huche, L fonçure du côté du coursier, D ligne ponctuée du niveau de l'eau dans la huche, E ouverture ou décharge de superficie dans le coursier pour rejetter les eaux chargées de terre, C pelle de décharge pour vuider la mine lavée par le canal Q dans le lavoir S.
6. Représentation perspective & sur la grande échelle de l'égrappoir, N canal qui apporte l'eau sur l'égrappoir, O tremie dans laquelle on jette la mine qui est aussi-tôt emportée par le courant le long de la grille, A H A la grille composée de barreaux représentés plus en grand dans la Planche suivante, on a fracturé une des membrures ou jumelles pour laisser voir la grille, B B les jumelles ou membrures de six piés de long sur huit & quatre pouces de gros, espacées de huit pouces, C C extrémité des entre-toises qui affermissent les jumelles, D D les mortaises dans lesquelles passent les tenons des entre-toises, E E mortaises dans les tenons pour recevoir les clés E F, I lavoir au-dessus duquel l'égrappoir est posé en talud, L côtiere du côté du lavoir sur lequel est appuyée l'extrémité inférieure de l'égrappoir.
7. Elévation de l'égrappoir vu par une de ses extrémités, B B les membrures ou jumelles, D D l'entretoise, C C tenons de l'entretoise, E E emplacement des mortaises des tenons pour recevoir les clés, F F les clés.
8. Coupe transversale de l'égrappoir dans le milieu de sa longueur, B B les jumelles ou membrures, G G raînures dans lesquelles on introduit les barreaux qui forment la grille de l'égrappoir.
9. La trémie.
PLANCHE IX. Représentation perspective & développement d'un bocard.
La vignette, le bocard en perspective; il est construit dans la chaussée d'un étang, dont il n'est séparé que par l'espace nécessaire pour l'empellement.
Le bocard est composé d'une roue à aubes, d'un arbre horisontal, garni de cames & d'un nombre de pilons convenable, dont la chute réitérée pulvérise les minerais qui ont besoin de cette préparation. A l'empellement de la roue que l'on leve pour donner l'eau dans le coursier, C la roue à aubes de 8 piés de diametre, y compris les aubes qui ont 15 pouces de large & 10 de hauteur, & sont au nombre de seize; le corps de la roue est formé par deux rangs de courbes adossées, dans lesquels sont affermis les coyeaux qui soutiennent les aubes; l'arbre E F a environ 12 piés de long sur 20 pouces de diametre, & est garni de 15 cames disposées en hélice à trois filets, pour lever trois fois à chaque révolution chacun des pilons; G un des tourillons.
La cage du bocard est composée de deux fortes jumelles I H, de 7 à 8 piés de longueur sur 18 & 12 pouces d'équarrissage; elles sont élevées à plomb sur une forte semelle d'environ 9 piés de long sur 18 à 20 pouces en quarré: cette semelle repose & est assemblée à encoche sur deux longrines d'un pié d'équarrissage, qui sont placées au-dessous & à plomb des jumelles qui sont affermies daus la situation verticale par quatre jambes de force embrevées haut & bas, savoir les deux latérales, N dans les larges faces des jumelles, & sur la semelle, les deux autres M le sont aux petites faces des jumelles & à l'extrémité des longrines du côté d'aval.
Entre les larges faces des jumelles qui sont entretenues par le haut par les moises clavetées K L, sont placés cinq pilons qui, avec le jeu nécessaire, occupent un espace de 27 pouces, les pilons ayant chacun 5 pouces d'équarrissage.
Les pilons sont garnis chacun d'un mentonnet à une hauteur convenable, pour que les cames de l'arbre puissent les rencontrer, & à leur extrémité inférieure d'une plaque de fer dont on trouve la figure dans le bas de la Planche.
Au-devant des pilons du côté d'amont, est un espace O, où on jette le minerai que l'on veut pulvériser, & plus haut l'empellement B qui fournit l'eau au bocard: on a fracturé la joyere ou paroi antérieure a b c pour laisser voir l'intérieur de l'espace O, & le minerai que le courant emporte sous les pilons; le minerai suffisamment trituré, est emporté par le courant à-travers une grille à barreaux horisontaux dans le lavoir P, où il se dépose, & d'où ensuite on le retire, après avoir laissé écouler l'eau du lavoir, pour ensuite le transporter au fourneau.
Bas de la Planche.
Fig. 1. Plan général du bocard. A Empellement de la roue à aubes, C D la roue, E F l'arbre, G g les tourillons, B l'empellement du bocard, H I les jumelles, K k L l les moises clavetées, N n les jambes sur la semelle, M m les jambes sur les longrines; 1, 2, 3, 4, 5 les pilons; 6, 7, 8, 9, 10 les cames, S canal par lequel le minerai suffisamment pulvérisé passe, après avoir traversé la grille pour entrer dans le lavoir P, T versoir de superficie pour écouler les eaux du lavoir.
2. Elévation du bocard du côté d'aval ou de la grille, H I les jumelles, K k une des deux moises, N n les jambes sur la semelle, Q q la semelle, M m les jambes sur les longrines, R r l'extrémité des longrines, Y y entretoise ou guide d'en-bas des pilons, Y u la grille, X taque, ou plaque de fer placée entre les deux jumelles, & encastrée de son épaisseur dans la semelle; c'est sur cette taque que les pilons écrasent le minerai; 1, 2, 3, 4, 5 les pilons.
3. Developpement en grand de quelques parties du pilon, & de l'arbre tournant, N le centre de l'arbre tournant, B une came, C mentonnet, D la clavette qui est elle-même clavettée, E frette au bas du pilon, F plan du dessous de la ferrure du pilon, de laquelle on voit le profil en 1, 2, E e queue de la ferrure du pilon.
4. Quelques-uns des barreaux de la grille V u du bocard & de la grille A H A de l'égrappoir représenté dans la Planche précédente, a b un de ces barreaux coupé en deux, ils sont quarrés par les deux bouts, & le milieu est triangulaire; le côté qui se présente à la vue dans la figure, est celui qui est tourné du côté d'aval dans le bocard, & en-dessous dans l'égrappoir, afin que les corps qui doivent être criblés par cette grille, ne s'y arrêtent point, trouvant le passage plus ouvert du côté de la sortie, que de celui de l'entrée.
PLANCHE X. Plan général du bocard composé.
La description est extraite d'un mémoire qui nous a été communiqué par M. Grignon, maître de forge à Bayard sur Marne.
La connoissance supposée des meilleurs minerais, il est néceslaire de les rendre dans l'état le plus avantageux pour être soumis à l'action du feu, soit en les brisant seulement pour les diviser, afin que présentant plus de surface, ils soient plus intimement & plus promptement pénétrés par le feu, soit en séparant de leurs masses des corps étrangers qui absorberoient inutilement une partie de la chaleur, ce qui frustreroit d'une partie du produit, ou qui altérant leur essence, communiqueroient une mauvaise qualité à la fonte.
Il y a en général deux especes de mines de fer, l'une est en masses compactes, l'autre en grains plus ou moins gros; chacune de ces especes exige des préparations particulieres.
Les mines en masses sont ou pures ou sulphureuses, ou terreuses: les mines pures, c'est-à-dire qui ne contiennent rien au-delà de la substance métallique, n'ont besoin pour être admises au fourneau, que d'être brisées au sortir de la miniere, en morceaux dont les plus gros n'excedent pas un pouce cubique; il est nécessaire de griller, concasser & laver les mines sulphureuses & quartzeuses; les mines seulement terreuses qui sont enveloppées, ou qui renferment dans leurs cavités des parties terreuses, n'ont besoin que des deux dernieres opérations.
Les mines de la seconde espece sont en grains globuleux, détachés, ou aglutinés par un peu de spath ou des terres bolaires, les filons ou les amas de ces mines sont environnés ou traversés par des lits de sable, de glaise, de pétrifications, ou de castine, dont la séparation ne peut se faire que par un lavage approprié.
Un même fourneau consomme souvent de toutes ces especes de minerai; il est donc essentiel de trouver une machine qui puisse s'appliquer à leur différent caractere, c'est l'avantage de celle que l'on va décrire.
Le bocard composé est une machine composée d'un bocard simple, d'un patouillet, d'un lavoir & d'un égrappoir, à-travers lesquels passe le minerai; le bocard, semblable à celui décrit ci-devant, est composé de deux jumelles N N perpendiculaires, assemblées & arcboutées sur une semelle; elles sont distantes l'une de l'autre de 26 pouces pour recevoir cinq pilons 1, 2, 3, 4, 5, de cinq pouces quarrés chacun, auxquels sont assemblés à angles droits des mantonnets de fonte ou de bois, qui répondent à trois rangs de cames de fer M M, espacées à tiers-point sur la circonférence de l'arbre horisontal G, qui est mu par l'ction de l'eau sur la roue verticales H, en sorte qu'il y ait toujours un pilon levé entre un qui s'éleve & un qui retombe; ces pilons sont garnis à la partie inférieure d'une frete & d'une plaque de fer percée de cinq trous, pour recevoir cinq fiches forgées sur l'étampure des trous; au lieu de cette plaque, souvent on met un pilon de fonte, du calibre de la piece de bois, sur quatre pouces de hauteur: ce pilon de fonte est pénétré d'une queue de fer forgé qui en occupe le centre; cette queue s'enfonce perpendiculairement dans la piece de bois.
Les pilons retombent sur une plaque épaisse de fer fondu, qui occupe tout l'espace entre les jumelles, & est encastrée de son épaisseur dans la sole ou semelle dans laquelle les jumelles sont assemblées; les jumelles sont garnies intérieurement à leur partie inférieure de plaques de fonte de 12 pouces de hauteur, pour éviter leur prompte ruine qui naîtroit du frottement continuel des pilons qui les avoisinent: les jumelles sont reliées ensemble par quatre traverses P P, qui pénetrent les jumelles en-haut & en-bas, & sont reteuues par des clés & des coins; ces traverses sont de fer.
Un courant d'eau d'environ trente pouces de volume, qui entre par l'empellement C, pousse sous les pilons le minerai que l'on précipite dans l'auge F; cette auge dont le plan est un trapeze, est formée par deux joyeres de bois aboutissantes aux jumelles, & se resserrent du côté d'amont ou de l'empellement C; le minerai trituré, paîtri & délayé par la chute réitérée des pilons, est forcé par le courant de l'eau à passer à travers de la grille qui est appliquée aux jumelles du bocard du côté d'aval, pour arriver par les goulettes a ou y dans une des deux huches du patouillet.
La grille ne doit point être formée de barreaux assemblés & soudés sur un cadre; il est plus commode de la former de barreaux qui n'ont aucune liaison entre eux, parce qu'ayant différentes especes de minerais à traiter, il faut espacer différemment les barreaux, pour les grosses mines il faut six à sept lignes de distance, & seulement trois ou quatre pour les mines, ce qui obligeroit à avoir nombre de grilles différentes; d'ailleurs un barreau qui éprouve un accident, met la grille hors de service.
Pour éviter ces inconveniens il faut creuser à la partie inférieure de chaque jumelle, du côté d'aval, une feuillure d'un pouce de profondeur, deux pouces & demi de large, & quinze pouces de hauteur, depuis le niveau de la plaque de fonte sur laquelle retombent les pilons jusqu'au niveau des traverses inférieures. Il faut ensuite brocher fortement un guide d'un pouce d'épaisseur sur vingt lignes de largeur pour former une coulisse à chacune des jumelles; pour former la grille il faut des barreaux triangulaires de vingt-huit pouces de longueur dont les bouts refoulés & forgés quarrément sur sept à huit lignes de grosseur, portant à plat, une des faces de la partie triangulaire, se présente du côté d'amont, & l'arrête opposée du côté d'aval; ou-bien on employera des barreaux quarrés, dont les bouts refoulés quarrément, & posant horisontalement, le milieu du barreau présente deux de ses arrêtes horisontalement; en cet état on les introduira dans les coulisses en les séparrant par de petites cales de bois proportionnées à la distance que l'on veut laisser entre chaque barreau: le dernier barreau est assujetti à chaquebout par une petite clé chassée à force; lorsqu'il f ut changer de grille, un quart d'heure suffit pour la rétablir. Le patouillet X X ou Y Y, est une cuve demi cylindrique de cinq piés de long, & cinq piés de diametre, formée de douves fortes faites avec des quartelages de bois de quatre à cinq pouces en quarré, bien dressés & joints, affermis sur une charpente dont chaque bout forme un demi-cercle; les deux bouts de la huche sont fermés par des enfonçures faites de madriers d'environ trois pouces d'épaisseur. Dans chaque huche il y a trois ouvertures, l'une x ou y; au milieu de la partie supérieure est l'orifice de la goulette qui apporte l'eau chargée de la mine sortant de la grille; la seconde ouverture 6 ou 7 est dans l'enfonçure près l'angle du côté d'amont, elle sert à évacuer l'eau bourbeuse, chargée des impuretés du minerai; elle est à quelques pouces au-dessous du niveau de la précédente; plus les mines sont quartzeuses ou sablonneuses, plus il faut descendre cette ouverture; la troisieme & derniere est placée au fond & au centre de chaque huche; elles servent à conduire le minerai suffisamment lavé dans le lavoir inférieur Z, en passant sur l'égrappoir que l'on adapte, s'il est nécessaire, au-dessus de ce lavoir & au-dessous des goulettes g ou h; 8 ou 9 sont les queues des pelles qui ferment l'ouverture inférieure de la huche, 10, 11 barreaux qui contiennent les queues des pelles.
L'arbre c d du patouillet est mu par la roue a b, dans le même coursier que celle du bocard; & comme il faut beaucoup de force à cette roue, on tire un aqueduc sous le coursier de la roue du bocard, lequel aboutit sur le plongeon de la seconde roue, en sorte que l'eau de la premiere roue vient encore sur la seconde.
L'arbre vis-à-vis le vuide de chaque huche est garni de barreaux dont les bouts pénetrent & se croisent dans le même sens que les rays de la roue; ces barreaux de dix-huit lignes de grosseur sont repliés à angles droits, ensorte que la partie qui est parallele à l'arbre est éloignée de son centre de vingt-neuf pouces & demi hors d'œuvre, pour que dans le mouvement de rotation, ils descendent jusqu'à un demi-pouce près du fond de la huche; les angles des coudes de ces barreaux doivent être presque vifs pour entrer dans les angles circulaires de la huche; mais comme les rayons des quatre barreaux ne sont pas tous dans un même plan, on coude les angles en maniere de crosse, pour qu'ils puissent passer près des enfonçures, & empêcher que le minerai n'y sejourne.
Chacun des quatre espaces que les barreaux laissent entre eux est garni de trois cuilleres; ces cuilleres sont des especes de spatules, dont la branche ou barreau de dix huit lignes de grosseur, est emmanché dans l'arbre, l'autre bout est applati à six pouces en long & en large, & est refendu en trois parties, ce qui forme une espece de main tridactile qui avance auprès de la huche autant que les barreaux, le bout de ces cuilleres est tors pour que la mine coule dessus en biaisant, & est courbe pour que la mine qu'il rapporte en montant ne soit point jettée hors de la huche, il est fendu enfin pour multiplier la collision.
Il est essentiel que les barreaux, les cuilleres, & par-conséquent les huches, aient les dimensions données; lorsque les huches sont plus profondes, les barreaux & cuilleres étant nécessairement plus longs, ont moins de force, parce que le centre de l'action est trop éloigné du point d'appui, l'opération est plus lente & moins exacte.
Lorsque l'arbre hérissé de douze cueilleres & de quatre barreaux est mis en mouvement, il naît un tumulte intestin dans la huche qui agite tout le minerai à fur & à mesure qu'il y est précipité, les cuilleres soulevent la masse de minerai toujours prêt à se précipiter, les barreaux en passant exactement dans tout le contour de la huche, empêchent par leur mouvement que le minerai ne se cantonne dans les angles; le frottement qui naît de ce mouvement général détache les corps étrangers, délaye les terres glaiseuses ou argilleuses qui sont chassées, unies à l'eau par la goulette de décharge 6 ou 7, qui évacue autant d'eau qu'il en entre; les sables fins sont aussi soulevés & entraînés avec l'eau bourbeuse.
Le patouillet à cuilleres sans barreaux ne suffit pas, parce que les cuilleres ne peuvent aller dans les angles de la huche, & qu'elles ne forment qu'une tranchée dans la masse de minérai qui se précipite; les barreaux ne présentent pas assez de surface, mais ils passent dans toute l'étendue de la huche; l'utilité distincte des barreaux & des cuilleres a déterminé l'auteur à les joindre.
Lorsque l'on s'apperçoit que l'eau de la huche s'éclair-cit, on débouche l'ouverture du fond de la huche, en tirant une espece de bonde ou de pelle faite d'un bout de bois quarré, échancré circulairement pour affleurer la surface intérieure de la huche, & emmanché d'un bâton 8 ou 9, qui sert à la replacer ou la retirer.
Pendant que le minerai suffisamment lavé se précipite dans le lavoir Z, un ouvrier placé obliquement au courant tire le minerai avec un rabot de fer dans un des angles du lavoir en le soulevant; pendant cette opération, l'eau que fournit la goulette de la grille du boccard continue de couler jusqu'à ce que l'ouvrier ait amoncelé toute la mine dans un coin du lavoir; cette eau qui tient en dissolution les parties étrangeres s'écoule par une échancrure k ou l, faite à la partie supérieure du lavoir du côté d'aval; & lorsque tout le minerai est amassé, la bonde 8 ou 9 replacée, l'ouvrier débouche le petit empellement de fond m pour mettre le lavoir à sec; s'il reste quelque peu de sable, le bocqueur l'enleve avec un pelle de bois, ou le fait écouler par le petit empellement m, alors un autre bocqueur fait travailler le bocard, tandis que le premier enleve du bassin le minerai lavé & déposé dans une place ménagée à côté de la machine, pour ensuite être porté au fourneau.
Lorsque l'on veut doubler le travail d'un bocard pour de plus amples provisions, on établit deux huches X X, Y Y, placées bout-à-bout sur la même ligne, l'arbre est garni vis-à-vis de chacune de barreaux & de cuilleres, pour-lors le jeu des pilons du bocard n'est jamais interrompu, parce que lorsqu'une des deux huches est suffisamment chargée de minerai, on détourne l'eau bourbeuse & chargée de minerai qui sort de la grille par le sous-glacis Q, dans l'autre huche en tournant une espece de porte T fixée à charniere au sommet z de l'angle de séparation des deux goulettes T x, V y; cette porte va battre alternativement contre l'une ou l'autre des joyeres du sous-glacis, dans la position que la figure représente pour conduire l'eau & le minerai dans la huche Y Y & dans la position indiquée par la ligne ponctuée V, pour conduire l'une & l'autre dans la huche X X.
Pour que la huche dont la communication avec le bocard est interceptée ne manque point d'eau pour patouiller, il faut ménager des goulettes particulieres D R x, E S y, fermées par les petits empellemens D & E que l'on leve au besoin pour avoir de l'eau pure dans la huche, & continuer l'opération.
On pourroit aussi augmenter le travail en augmentant le nombre des pilons du bocard, ou en en construisant un second & quatre patouillets, alors on placeroit les roues à aubes au milieu des arbres, & les bocards & les huches de chaque côté.
Explication particuliere des lettres de la Planche X.
A A, bief ou canal qui fournit l'eau à la machine.
B, empellement de la roue du bocard; cet empellement doit être double pour pouvoir fournir à la roue du patouillet par le sous-aqueduc, lorsqu'on juge à propos de ne point faire marcher la roue du bocard.
C, empellement qui fournit l'eau au bocard.
D, petit empellement qui fournit l'eau à la huche XX.
E, petit empellement qui fournit l'eau à la huche Y Y.
G, arbre de la roue du bocard.
H, roue du bocard garnie de vingt aubes.
L, plumseuils & empoisses de l'arbre de la roue du bocard.
M, Cames de fer qui élevent les pilons.
N, Pilons.
1, 2, 3, 4, 5, pilons.
P P, clé des traverses.
Q, sous-glacis qui reçoit le minerai trituré, & entrainé par l'eau à-travers la grille, & le conduit dans l'une ou l'autre des deux huches par les grilles x & y, suivant que la porte mobile T est tournée.
R, goulette qui fournit de l'eau claire à la huche X X.
S, goulette qui fournit de l'eau chaude à la huche Y Y.
T, porte ou planche mobile qui détermine l'eau chargée de minerai d'entrer dans l'une ou l'autre des deux huches.
V, ligne sur laquelle il faut amener la porte T pour que le minerai passe dans la huche Y Y.
x, goulette de la huche X X.
XX, une des deux huches.
y, goulette de la huche Y Y.
Y Y, la seconde huche.
6 & 7, goulettes qui dégorgent l'eau bourbeuse chargée des impuretés du minerai.
a b, roue du patouillet.
c d, arbre du patouillet garni de barreaux & de cuilleres.
e e, empoisses des tourillons de l'arbre.
f f, plumseuils de l'arbre du patouillet.
g h, goulette de décharge de fond des huches dans le lavoir Z.
k l, décharge de superficie du lavoir.
m, décharge de fond du lavoir.
Z, lavoir.
SECONDE SECTION. Fourneau à fer.
PLANCHE Iere.
CEtte Planche contient le plan général d'un fourneau, des bâtimens qui en dépendent, & différentes coupes particulieres du molle du fourneau.
Fig. 1. Plan au rez-de-chaussée du fourneau de la halle au charbon, du coursier, des soufflets, & de la roue qui les met en mouvement. Le fourneau C B B C, est un massif quarré, dont chaque côté a au rez-de-chaussée vingt-cinq piés, on y a pratiqué deux embrasures, l'une du côté du devant ou du moulage, l'autre du côté des soufflets ou de la tuyere, séparées l'une de l'autre par le pilier de cœur G C G M, dont la masse, ainsi que celle du reste du fourneau, est parsemée entre chaque assise de canaux expiratoires, pour laisser exhaler les vapeurs humides de la maçonerie, III fondation des contre-parois du côté de la rustine K & du contre-vent, R plan de l'ouvrage, E le creuset ou la timpe, c c les costieres, F la dame, C auprès de F la coulée, R R r, R R r, les soufflets dont les buzes reposent sur une taque de fer, N N les basses-condes qui reçoivent alternativement l'action des cames de l'arbre Y Y de la roue O P, placée dans le coursier A T, & dont a b est l'empellement, d e, d e les bascules des contre-poids qui relevent les soufflets, i, i, les contre-poids, f f la chaise de chûte que l'on voit en perspective dans les vignettes des Pl. VII. & IX. g g chaise intérieure qui porte les tourillons des bascules, h h chevalet qui porte le tourillon de l'arbre Y y de la roue des soufflets, X passage dans un des contreforts qui soutiennent le pilier de cœur, W, V, portes pour entrer ou sortir dans le moulage, S troisieme porte en face du moulage, z z contreforts extérieurs que l'on voit Pl. IX. K K pont sur le coursier pour conduire de la halle L à la bune du fourneau, L le centre de la halle.
2. Plan de la double grille de charpente, propre à servir de fondation au mole d'un fourneau, lorsqu'on ne trouve pas un terrein solide; l'une & l'autre de ces grilles est composée de longrines & de traversines assemblées à encoche, c'est-à-dire à mi-bois, & espacées tant plein que vuide; les traversines de la grille inférieure ont douze pouces de gros, & environ cinq toises de long; elles sont encochées, entaillées en-dessus pour recevoir les longrines qui sont entaillées en-dessous, lesquelles ont de même environ cinq toises de longueur, la direction des longrines est parallele au coursier, & celle des traversines y est perpendiculaire; on remplit les mailles de la premiere grille avec des cailloux ou des morceaux de laictier.
La seconde grille est composée comme la premiere, avec cette différence que les longrines a b, a b, &c. sont entaillées en-dessus pour recevoir les traversines c d, c d, &c. qui sont entaillées en-dessous; cette grille a environ deux piés de moins que la premiere, pour que celle-ci lui serve d'empattement, comme elle en sert à la maçonerie; les encroix de la seconde grille doivent couvrir les caisses de la premiere; on remplit de même les mailles ou caisse de cette seconde grille, sur laquelle on établit le mole du fourneau; quelque-fois on recouvre la seconde grille par des madriers de trois à quatre pouces d'épaisseur.
3. Coupe horisontale du fourneau à sept piés au-dessus du rez-de-chaussée, ou de celle représentée par la fig. 1. c'est-à-dire que cette seconde coupe fig. 3. est par l'endroit du fourneau qu'on appelle le foyer superieur, IIIKL contre-parois & parois réduites intérieurement à une forme octogone qui circonscrit l'ellipse à laquelle on a donné le nom de foyer supérieur, II parallelement au côté B B parois & contre-parois du côté de la rustine, II du côté du chifre (fig. 3.) parois & contre-parois du côté du contre-vent, K parois & contre-parois sur la timpe, L parois & contre-parois sur la tuyere, M C pilier de cœur qui sépare la rustine de la tuyere; l'épaisseur du massif est traversé en différens sens par des canaux expiratoires disposés autrement que ceux de la fig. 1. & ces deux dispositions se répetent alternativement à chaque assise dans toute la hauteur du fourneau, afin de laisser une libre sortie aux vapeurs humides dont l'expansibilité causeroit la ruine du fourneau.
4. Plan de la bune ou du haut du mole du fourneau, à quatorze piés au-dessus du précédent, ou à vingt-un piés au-dessus du rez-de-chaussée (fig. 1.) AAA les batailles qui entourent la bune, ainsi que l'on voit en perspective, Pl. VII. & IX. P entrée du dessus du fourneau du côté de la halle à charbon, G G plaques de fonte qui entourent le gueulard E, par lequel on verse le charbon & la mine dans le fourneau; dans quelques fourneaux on fait le gueulard elliptique; le grand axe de l'ellipse dans la direction P E A aura trente pouces, & le petit axe seulement vingt-cinq: alors la jonction des plaques G G qui seront moulées avec une échancrure semi-elliptique, se fera dans la direction du petit axe. La plaque ou taque du côté de l'entrée de la bune a une échancrure H pour que le chargeur puisse s'approcher du gueulard, le bas de l'embrasure qui répond à cette entaille est occupé par une marche qui facilite au chargeur le moyen de s'élever pour verser dans le fourneau les choses qui doivent y entrer, comme on voit, Pl. VII.
PLANCHE II.
Fig. 1. Élévation du mole du fourneau du côté des timpes, A A les batailles qui entourent la bune; dans le milieu de cette partie des batailles est une fenêtre o, par laquelle les ouvriers qui sont sur la bune peuvent regarder sur le moulage dont le comble est percé en cet endroit; B B B B B B les marastres qui soutiennent la maçonnerie, C D la timpe de fer, m le taqueret, I la coulée à côté de la dame, a a a a a orifice des canaux expiratoires, dont on voit le plan dans la Planche précédente, Z, Z Z, coupe des contreforts sur le moulage, x contrefort sur les soufflets, X passage dans ce contrefort pour aller à l'arbre Y qui les fait mouvoir, Y l'arbre de la roue P; il est rond ou exagone pour recevoir six cames, dont trois, rangées en tiers-points, répondent à chaque soufflet, R soufflet du côté de la roue, R R soufflet antérieur ou du côté du pilier du cœur, W & V portes dans le moulage, e e extrémités extérieures des bascules qui relevent les soufflets, i i contrepoids de soufflets, f chaise de rechute, sur lasquelle les bascules viennent reposer: on doit garnir le haut de cette chaise de quelque fascinage ou d'un ressort, pour que les bascules reposent doucement, L L la halle au charbon, Ll, Ll, comble de la halle: on a indiqué par des lignes ponctuées la situation de la roue, celle du coursier, placés entre le fourneau & la halle.
2. Élévation du mole du fourneau du côté de la tuyere, le comble, les contreforts sur les soufflets: les soufflets ont été supprimés pour laisser voir la tuyere, A A une des faces des batailles, B B B B B les marastres sur la tuyere, D la pierre qui supporte les buzes des soufflets, & la taque de fer sur laquelle la tuyere est posée, a a a a a a orifices des canaux expiratoires qui servent à évaporer l'humidité du massif du mole, x x. x coupe des contreforts sur les soufflets, x contrefort du pilier de cœur, Y y arbre exagone de la roue, O P, R cames du soufflet du côté de la roue, R R cames du soufflet du côté du pilier de cœur, K K pont pour communiquer de la halle L à la bune du fourneau. on a projetté par des lignes ponctuées l'escalier antérieur qui sert aux ouvriers pour monter ou descendre du moulage à la halle, Z Z contrefort sur le moulage, V une des deux portes sur le moulage, S autre porte en face de la timpe, Z contre-fort extérieur faisant partie du contrefort Z Z.
3. Coupe verticale du fourneau par la tuyere & le contre-vent, c'est-à-dire parallelement à la timpe représentée fig. 1. dont il faut concevoir que la partie antérieure est abattue jusqu'à l'axe du fourneau, C c C c coupe de la double grille, fig. 2. Pl. I. qui sert de fondation au mole du fourneau, C B C B massif sous le rez-de-chaussée B B de sept piés de hauteur, dans lequel on a pratiqué une galerie voutée Q Q de cinq piés de haut sur trois de large, pour laisser évaporer l'humidité qui pourroit se trouver sous le creuset, e fond du creuset de douze pouces d'épaisseur depuis le dessus de la voute jusqu'à l'aire B B ou rez-de-chaussée: le fond du creuset est, ou de sable battu à la demoiselle ou au maillet, ou de partie de sable & de pierre à feu, ou de grès, ou de quelque autre pierre réfractaire; on observera de mettre sur la voute une couche de sable calcaire, tel que celui que les inondations rassemblent, composé en partie de fragmens de conquilles; cette précaution est nécessaire pour empêcher la formation de ces loups monstrueux formés par la vitrification de la masse totale de la base du creuset pénétrée de régule & de fonte de fer, dont l'extraction si pénible entraîne souvent la destruction d'une partie considérable du fourneau, ce sable calcaire ne formant pas d'union & faisant corps à part, conserve la voute & facilite le déblayement de l'ouvrage, L le creuset, d costiere de la tuyere, D D élargissement de la costiere pour recevoir les buzes des soufflets, M la tuyere, c costiere du contre vent, c c la continuation de la costiere du contre-vent jusqu'au foyer inférieur K, qui est la naissance des étalages K I, K I, qui forment le cône renversé KIPI racordé en IPI à la base du cône supérieur; le diametre IPI qui est le petit diametre de l'ellipse ou le petit côté du parallelogramme, si le fourneau est quarré, a cinquante-quatre pouces, & est éloigné du fond de l'ouvrage d'environ sept piés, tiers de la hauteur totale du fourneau: depuis le fond du creuset L jusqu'au niveau de la bune en G G il y a vingt-un piés, & depuis G G jusqu'en E, ouverture du fourneau à laquelle on a donné le nom de gueulard, il y a trois piés; cette masse est recouverte de plaques de fonte, ainsi qu'il a été dit ci-dessus; IG, IG les parois; ils sont renfermés par les contre-parois i g, i g qui le sont eux-mêmes par les contre-murs S, S; T, T les murs extérieurs, qui ainsi que les contre-murs & le massif, qui remplit l'espace qu'ils laissent entre eux, sont traversés en différens sens par les canaux expiratoires dont on a parlé, dont a a a a a a sont les ouvertures, b b b b les six marastres qui soutiennent l'arriere voussure sur la thuiere, A A les batailles, on voit dans le mur postérieur des batailles la porte qui conduit a la halle à charbon.
4. Coupe verticale du fourneau par la rustine & la timpe, c'est-à-dire parallelement à la thuyere représentée, fig. 2. dont il faut concevoir que la partie antérieure est abattue jusqu'à l'axe du fourneau, C c C c coupe de la double grille qui sert de fondation au fourneau, C B B C massif sous le rez-de-chaussée B B, dans lequel on a pratiqué une voute Q pour évaporer les humidités du dessous de l'ouvrage, e fond de l'ouvrage ou du creuset, c le creuset, D costiere de la rustine qui est du côté du fourneau opposé à la dame ou à la coulée; ce côté regarde la halle à charbon, F la dame, 1 la timpe de pierre, 2 la timpe de fer, m le taqueret, KI, KI les étalages, IPI grand diametre du foyer supérieur; il est de soixante pouces, I G, I G les parois, i g, i g les contre-parois, M I contre parois de l'ouvrage du côté de la rustine, S S contre-murs, T T murs extérieurs traversés, ainsi que le massif, par les canaux expiratoires a a a a a, b b b & les six marastres sur l'arriere voussure du côté de la timpe; ces marastres qui sont des gueuses ou pieces de fonte triangulaires doivent être espacées l'une de l'autre d'environ 18 pouces; les intervalles qui les séparent sont remplis de briques, ou autre maçonnerie bien appareillée, E le gueulard, o fenêtre pour regarder de dessus le fourneau dans le moulage.
PLANCHE III.
Trompes du Dauphiné tenant lieu de soufflets, pour administrer au fourneau le courant d'air nécessaire.
Fig. 1. Trois trompes accolées, auxquelles un même réservoir fournit l'eau nécessaire, A le réservoir supporté par une charpente convenable auprès de l'escarpement, sur lequel coule le ruisseau T V X, qui s'embranche dans le réservoir, B petit empellement pour regler la quantité d'eau qui entre dans le réservoir, X partie du canal qui contient l'eau affluante, & conduit l'eau superflue à un empellement de décharge, C D, E F, G H, les trois trompes d'environ vingt-sept piés de long sur seize pouces environ de grosseur, creusées dans toute leur longueur, ainsi qu'il sera dit ci-après, & que les figures des développemens le font voir. Chaque trompe est racordée & jointe par sa partie supérieure au fond du réservoir A qui leur fournit l'eau, & elles s'implantent chacune dans une cuve renversée D D, F F, H H, qui ont six piés de diametre & autant d'hauteur, dans lesquelles elles entrent de dix-huit pouces, après avoir traversé le fond; chaque cuve est encore percée de deux ouvertures, l'une dans le fond & l'autre dans la circonférence; celles du fond reçoivent les portesvents x y z, par lesquels l'air contenu dans les cuves est conduit dans le tuyau p q r s t u qui aboutit à la thuyere du fourneau; les autres ouvertures qui sont au-bas de chaque cuve servent à évacuer l'eau qu'elles contiennent, à mesure que la trompe qui en reçoit du réservoir A en fournit de nouvelle; à chacune de ces ouvertures inférieures est adapté une petite caisse dans laquelle on a pratiqué un petit empellement N, pour pouvoir regler & égaler la quantité d'eau qui sort de la cuve en O, à celle qui y est continuellement fournie par la trompe.
Les trompes & le réservoir qui leur fournit l'eau sont soutenus dans la situation verticale & à la hauteur convenable par deux chevalets I R, k K S s L, du premier desquels on ne voit qu'une partie; les montans du second ont été rompus, pour laisser voir d'autres parties plus importantes, M une des deux entretoises qui lient ensemble les deux chevalets & soutiennent les moises auxquelles les trompes sont suspendues, Q q, Q q les deux moises de la trompe du côté de l'empellement B de fourniture, P p, P p les deux moises qui soutiennent les deux autres trompes du côté du tuyau ou porte-vent que l'on a fracturé, sa longueur étant indétecminée aussi-bien que sa direction & ses inflexions, toutes choses dépendantes de la situation respective du fourneau & des trompes; le porte-vent d'environ dix pouces de diametre, est terminé du côté du fourneau par une buze de fer t u, dont l'extrémité u se presente à la thuyere du fourneau ou de la forge, de la même maniere que les buzes des soufflets; il y a près de la buze une ouverture s, que l'on ouvre ou que l'on ferme à volonté, pour empêcher le vent de parvenir au fourneau, auquel cas on abaisse une soupape de cuir qui réfléchit le vent par l'ouverture s; dans l'autre cas cette soupape étant relevée, on abaisse le clapet qui sert à fermer cette ouverture.
Le corps de chaque trompe est composé de deux pieces de sapin ou de bois de chêne bien dressées & excavées comme les fig. 2. 4. & 5. le font voir; les deux pieces sont reliées ensemble par autant de cercles de fer qu'il est nécessaire pour les assujettir; les joints sont calfatés, ensorte que l'air n'y puisse trouver aucun passage.
2. Coupe par l'axe d'une trompe, de sa cuve, & du réservoir qui lui fournit l'eau: la trompe coupée verticalement est la même que celle notée par les lettres E F dans la fig. 1.
A le réservoir qui fournit l'eau aux trois trompes, B empellement du côté du canal déférent, dans lequel l'eau est toujours un peu plus élevée que dans le réservoir, C E l'entonoir conique de la trompe; il a à son ouverture C treize pouces de diametre, & seulement quatre pouces à son sommet E, que l'on nomme l'étranguillon, & trois piés trois pouces de longueur au-dessus de l'étranguillon; le diametre de la cavité cylindrique e f g h est par-tout de neuf pouces, on a fracturé la trompe en f g pour rapprocher la cuve du réservoir, la place n'ayant pas permis de lui donner toute sa longueur.
A cinq pouces au-dessous de l'étranguillon E, sont percés obliquement & à même hauteur six trous dans la circonférence, comme D e, d e, de deux pouces de diametre, dont l'ouverture intérieure dans le corps de la trompe est éloigné de huit pouces du plan de l'étranguillon; quatre pouces plus bas, tant extérieurement qu'intérieurement, sont percés quatre autres trous dans la circonférence; on donne à tous ces trous le nom de soupiraux; & en effet, c'est par ces trous que l'air s'introduit dans la trompe à mesure que l'eau qui sort de l'étranguillon E s'épanouissant ou s'éparpillant, se mêle à l'air, & le force à descendre avec elle dans la cuve i k l L; l'eau étant arrivée dans la cuve tombe sur une plaque de fer H, d'où elle rejaillit dans la cuve; ce qui permet à l'air qu'elle avoit entraîné avec elle de se dégager & de gagner le haut de la cuve où il se condense, & d'où de nouvel air continuellement amené par la trompe, le force de sortir en passant par le porte-vent p dans le tuyau m n qui le conduit au fourneau.
La plaque de fer H placée au centre & environ au milieu de la hauteur de la cuve sous l'orifice de la trompe, est soutenue par une espece de croix de bois, qui est elle-même soutenue par quatre montans, comme on peut voir dans la figure 3. L'eau après s'être dispersée sur la plaque de fer, tombe sur la base de la cuve où elle s'assemble; le fond de la cuve est ou un corroi de glaise, ou une roche, s'il s'en trouve, ou enfin au défaut un plancher formé par plusieurs madriers mis à côté les uns des autres; dans tous ces cas il faut également pratiquer une ouverture L dans la circonférence inférieure de la cuve pour évacuer l'eau à mesure qu'elle arrive; mais il faut que cette ouverture ne puisse laisser sortir l'air, ce qu'on obtiendra si le haut de cette ouverture est toujours submergé.
Pour cela aux deux côtés de l'ouverture L de la cuve on ajuste deux planches de deux piés de haut, formant ensemble & avec le parement de la cuve comme une espece de caisse à laquelle le sol sur lequel la cuve est établie, sert de fond, comme on voit à la cuve D D, fig. 1. aux faces intérieures de ces Planches, on fixe avec des clous deux tringles de bois pour servir de coulisse P, à une petite pelle N, que l'on peut lever ou baisser à discrétion, pour que l'eau retenue en partie par cette pelle soit entretenue dans la cuve à un niveau K, supérieur à l'ouverture L, par laquelle l'eau sort en O, en aussi grande quantité qu'il en entre par la trompe.
On connoit à-peu-près quelle est la hauteur de l'eau dans la cuve par la hauteur de celle qui est en M, entre la pelle N & le côté L i de la cuve, quoique l'eau soit toujours plus haute dans cet espace M que dans la cuve, d'une quantité proportionelle à l'effort du ressort de l air condensé qui y est renfermé.
3. Représentation perspective de la croix a b, c d soutenue par quatre montans de deux piés & demi ou trois piés de haut, sur laquelle la plaque de fer H est posée; cette croix occupe le milieu de la cuve.
4. Coupe sur une échelle double du haut de la trompe, par un plan qui passe par deux des six trous supérieurs FF qui avoisinent l'étranguillon, C ouverture de la trompe, C E l'entonnoir, E l'étranguillon, D orifice interne & inférieur des deux trous ou soupiraux postérieurs du nombre des six du rang supérieur FF.
5. Coupe sur une échelle double du haut de la trompe, par deux des quatre trous ou soupiraux du rang inférieur, C l'ouverture de la trompe, C E l'entonoir, E l'étranguillon, f D, f D deux des quatre trous du rang inférieur, D orifice inférieur interne d'un des quatre trous.
PLANCHE IV. Trompes du pays de Foix.
Ces trompes, dont le jeu & le service est à-peu-près le même que de celles du Dauphiné décrites précédemment, en different en ce qu'elles sont quarrées, & que l'air leur est fourni par deux tuyaux quarrés, & ouverts au-dessus de la surface de l'eau du réservoir.
Fig. 1. Élévation perspective de deux trompes de la caisse à vent & du foyer auquel le vent est poussé, A réservoir quarré qui fournit l'eau aux deux trompes D E, F G; B empellement sur le canal de communication du ruisseau T V au réservoir A, pour jauger l'eau que l'on donne aux trompes; la caisse H tenant lieu de cuve a environ six piés de largeur, seize de longueur, & trois piés de hauteur dans la partie H, l'autre moitié L K ayant environ sept piés. De part & d'autre de la caisse est un petit empellement B (entre les quatre piliers qui soutiennent le réservoir A), pour pouvoir regler le niveau de l'eau contenue dans la caisse, & en laisser sortir autant qu'il en entre par les deux trompes.
L'eau tombe de même sur deux taques ou plaques de fer, placées vis-à-vis & au-dessous des trompes, afin que l'air puisle se séparer & gagner le haut K de la caisse que l'on a faite très-spacieuse, afin qu'un plus grand volume d'air devint moins chargé d'humidité, en laissant précipiter les gouttelettes dont il peut être chargé, M prolongement de la caisse, à l'extrémité duquel est ajustée la buze qui passe dans le foyer N: ce foyer est assez semblable à une forge ordinaire.
2. Élévation perspective d'une des trompes, & coupe perspective de l'autre, A A le réservoir; il est vuide & coupé à rase des trompes, B empellement sur le canal de communication au réservoir, pour fixer la quantité d'eau qu'il convient laisser entrer dans les trompes; 1, 2, orifices des entonnoirs par lesquels l'air entre dans la trompe; ces ouvertures sont toujours au-dessus de la surface de l'eau, 5 b espace entre les deux entonoirs par lequel l'eau s'introduit dans le corps de la trompe; l'endroit b peut être regardé comme l'étranguillon dans les trompes de la Planche précédente, c c fracture des trompes pour rapprocher dans le dessein les deux extrémités, d partie inférieure de la trompe, laquelle entre de douze pouces environ dans la caisse H H; d est aussi une taque ou plaque de fonte posée sur une pierre, sur laquelle tombe l'eau qui vient du réservoir A A.
La seconde trompe dont on a supprimé la face antérieure, pour laisser voir la construction intérieure & la disposition des languettes qui divisent vers le haut la trompe en trois parties; 3, 4, sommet ou ouverture des entonnoirs qui fournissent l'air à la trompe; 3 a, 4 a les entonoirs par lesquels l'eau ne sauroit jamais entrer, 6 a espace par lequel l'eau du réservoir s'introduit dans la trompe, a l'étranguillon où l'eau commence à s'éparpiller & à saisir l'air qu'elle pousse en-embas dans la caisse H H; B extrémité inférieure de la trompe, C taque de fer sur laquelle l'eau tombe, & où l'air qui gagne le haut de la caisse se sépare de l'eau, D pierre sur laquelle la taque de fer est posée; auprès de ces taques sont les ouvertures évacuatoires par lesquelles l'eau superflue s'écoule: on voit une de ces ouvertures en B, fig. 1.
PLANCHE V. Représentation d'un des deux soufflets du fourneau.
Fig. 1. Plan général du fond M, ou de la caisse inférieure du soufflet. A B la tête, A R, B R les côtés de la caisse, R S la têtiere dans laquelle la buse du soufflet est fixée, comme on voit dans la derniere figure de la Planche, m m soupapes ou venteaux par lesquels l'air extérieur entre dans le soufflet lors de l'inspiration; le tour de chaque soupape est garni de peau de mouton en laine, aussi bien que la partie du fond de la caisse où elles s'appliquent. O O courroie ou bande de peau attachée en o o en-travers des soupapes, pour, lorsqu'elles levent, les empêcher de se renverser; au lieu d'une courroie on peut substituer une corde, ce qui fait le même effet. N cloison ou planche posée en-travers de la caisse, pour empêcher, lors de l'inspiration, que quelques étincelles qui pourroient entrer par la buse du soufflet m, ne serépandent dans sa capacité; la partie de cette cloison qui regarde la têtiere, & aussi la partie du fond & des côtés de la caisse, compris entre N & R, sont revêtus de feuilles de tole ou de fer-blanc pour les garantir du feu. P P cannelure demi-cylindrique, qui reçoit la cheville qui assemble les deux parties du soufflet. L'épaisseur de la têtiere est traversée verticalement par deux mortaises, dans lesquelles entrent les pitons qui reçoivent la cheville dont on vient de parler; les pitons sont clavettés en-dessous de la caisse par une clé passante qui traverse les mortaises pratiquées à la partie inférieure des pitons, comme on le peut voir dans les Planches qui ont rapport à la fabrique des ancres. La têtiere S est garnie de deux frettes de fer pour l'empêcher de fendre. a b c d e f mentonnets qui assujettissent les liteaux sur le bord de la caisse. 1 2 3 4 5 6 R queues des mentonnets, ou porte-ressorts, que l'on a supprimés pour laisser voir les tenons quarrés auxquels ils s'assemblent.
2. Élévation perspective du volant ou de la caisse supérieure du soufflet; cette caisse formée de madriers ordinairement de sapin, de trois à quatre pouces d'épaisseur, assemblés à raînures & languettes rapportées, la tête D B, O S l'est avec les côtés à queues d'hironde, & est ceintrée en arc de cercle & non d'ellipse, auquel le trou P qui reçoit la cheville ouvriere, sert de centre; le prolongement des côtés ou pannes des soufflets sont fortifiés en cet endroit par des frettes de fer pour empêcher cette partie de fendre; & c'est à-travers le trou pratiqué à chacune des frettes que passe la cheville ouvriere. Le volant qui a en D B ou O S environ 3 plés de profondeur, & seulement 9 pouces du côté de la têtiere P P, embrasse par ses quatre côtés les quatre rebords de la caisse inférieure; le côté du volant vers la têtiere, côté qu'on ne voit point dans la figure, est reçu dans l'entaille qui est entre le rebord R, fig. 1, & l'emplacement P P de la cheville ouvriere. N N boîtes, ou crampons fixés solidement à la partie supérieure du volant pour recevoir & assujettir la basse-conde X M; la partie M de la basse conde qui est élargie & un peu courbée en cet endroit, reçoit l'effort des cames de l'arbre de la roue des soufflets; l'autre extrémité X, est serrée dans sa boîte N par des coins de bois pour affermir la basse conde X M, à une longueur & hauteur convenable à la situation de l'arbre de la roue, comme on peut voir dans les Planches précé dentes. La tête de chaque soufflet est encore garnie de deux bandes de fer D B, O S, dont la partie supérieure D, ou O, est terminée en anneau pour recevoir les crochets des bascules, & la partie inférieure en crampon pour suspendre le volant par la partie inférieure de la tête dans laquelle les crochets des crampons sont encastrés.
3. Vue perspective de la caisse inférieure garnie de toutes ses pieces; on en distingue les rebords Y y, Y y, sur lesquels les liteaux sont appliqués: ces rebords qui ont neuf pouces de haut en y y du côté de la têtiere S, ont seulement six pouces du côté de la tête A B; le fond de la caisse a quatre pouces d'épaisseur cinq piés neuf pouces de large à la tête A B, & un pié dix pouces de large au bord r de l'entaille y y de la têtiere S, dont l'extrémité réduite à quinze pouces en quarré, est percée d'une ouverture ronde f, pour recevoir la buse du soufflet, dont la longueur depuis la tête jusqu'au rebord r de l'entaille du côté de la têtiere est de seize piés, & la longueur totale, y compris la tetiere r S de vingt piés quatre pouces, on voit en m les soupapes qui laissent entrer l'air dans le soufflet; & en N la cloison garnie de fer-blanc, dont il a été parlé ci-dessus.
Sur les rebords de la caisse, lesquels ont six pouces de large, & sous les mentonnets, on fait entrer les tringles de bois qui entourent la figure; ces tringles sont ce qu'on appelle les liteaux dont l'effet est de clôre le soufflet, en s'appliquant exactement aux parois intérieurs des quatre côtés du volant: a b c liteaux du côté de la tête A B du soufflet. Ces liteaux sont divisés en trois parties: h C, h C liteaux des longs côtés du soufflet en une seule piece ou en plusieurs, si on le veut; d e liteaux du côté de la têtiere: ces liteaux sont en deux parties. Comme la construction des liteaux n'est pas sensible dans cette figure, on trouvera tous les développemens nécessaires pour en avoir une parfaite intelligence dans la Planche qui suit.
4. Représentation perspective du soufflet entierement achevé, des chevalets qui le supportent, &c. P P cheville ouvriere placée dans l'entaille de la têtiere E; cette cheville passe dans les trous des frettes des prolongemens des côtés du volant, & dans les trous des brides qui assujettissent la cheville à la caisse inférieure. N N crampons, ou boîtes pour recevoir la basse conde; O O les anneaux par lesquels le volant est suspendu: O B ceintre de la tête du volant en arc de cercle, auquel le point P, ou extrémité de la cheville ouvriere sert de centre; F la buse qui répond à la thuiere: I G chevalets auxquels la caisse inférieure est attachée; les chevalets sont entretenus ensemble par des liens m n, m n, & sont posés sur des semelles, ou blocs k K: L bloc de pierre sur lequel pose la têtiere du soufflet; ce bloc de pierre est adossé à la costiere de la thuiere, comme on peut voir dans les Planches précédentes.
PLANCHE VI. Developpemens des liteaux d'un soufflet, dessinés sur une échelle quadruple.
Fig. 5. Représentation perspective & de côté des deux pieces qui composent un mentonnet porte-ressort. 1 queue ou racine du mentonnet, u mortaise sous le tenon quarré pour recevoir le ressort, 2 mentonnet séparé de sa racme.
5. Mentonnet porte ressort en perspective du côté qui recouvre les liteaux, Z menton du mentonnet sous lequel les liteaux sont placés; racine du mentonnet du côté qui s'applique aux faces intérieures des rebords Y y, fig. 3 dans la Planche précédente, la racine du mentonnet est attachée au rebord par cinq clous; on voit en 1 les trous destinés à les recevoir, xx le ressort passé dans la mortaise de la queue, vû du côté où ses extrémités s'appliquant au liteau l, le compriment pour le pousser en dehors, & lui faire déborder les rebords autant que la distance du volant le permet.
7. Le même mentonnet & porte-ressort vû du côté opposé. x x le ressort vû du côté de sa convexité. Ces ressorts agissent sur les liteaux en se fermant; ainsi avant que les liteaux soient mis en place, ils sont beaucoup plus courbes que la figure ne les représente.
8. Un des deux grands liteaux qui s'appliquent sur les rebords des longs côtés de la caisse, vû par dessus: on a fracturé ce liteau dont la longueur est de seize piés, la largeur de cinq poucés, & l'épaisseur de deux pouces, pour que les extrémités h c, qui sont entaillées à mi-bois fussent contenues dans la planche. Ces entailles reçoivent des parties semblables reservées aux extrémités des liteaux transversaux, comme il sera dit ci-après.
9. Le même liteau, ou tringle de bois, vû par-dessous.
10. A les deux liteaux du côté de la têtiere du soufflet vûs par-dessus, 9 A 10 ressort dont l'effet est d'ouvrir ou écarter les deux pieces du liteau; ce ressort qui est d'acier, & dont les deux extrémités sont roulées en forme d'anneau, est fixé par deux clous dans les entailles pratiquées au bord du liteau.
10. B les mêmes liteaux vûs par-dessous du côté des entailles 11, 13, qui s'appliquent aux entailles C des liteaux des longs côtés, 12 languette de la piece 13, laquelle coule dans la raînure de l'autre piece 11, pour guider leurs mouvemens.
11. A & a les deux pieces du même liteau séparées & vûes en perspective par le dessus & du côté extérieur du soufflet, c'est-à-dire que l'épaisseur que l'on voit dans la figure, est celle qui s'applique à la surface intérieure du volant du côté de la têtiere; A piece à raînure, a piece à languette.
11. B & b les deux mêmes pieces vûes par dessous & du côté opposé à la figure précédente: B piece à raînure, b piece à languette; les raînures sont creusées à mi-bois, & les languettes ont la même épaisseur.
12. Les trois liteaux du côté de la tête du soufflet vûs par-dessus. 3, 5 & 6, 4 les deux pieces à languettes, 5, 6 la piece du milieu à doubles raînures. Au-dessus des chiffres 5 & 6, on voit les deux ressorts de dilatation, dont la construction & l'usage est le même que celui du ressort A fig. 10.
13. A B C les trois pieces du liteau de la tête du soufflet vûes en perspective par le dessus & du côté qui s'applique à la surface intérieure de la tête du volant; A & C les deux pieces à languettes, a & c les languettes: ces deux pieces sont entaillées à mi bois, & en-dessous à leurs extrémités, pour être reçues dans les entailles h des liteaux des longs côtés, fig. 8, B piece du milieu à double raînure, a double raînure pour recevoir la languette a qui est au-dessous, C raînure pour recevoir la languette c qui est vis-à-vis.
14. Les trois mêmes pieces vûes par-dessous, A & C les entailles pour raccorder avec les liteaux des longs côtés, a c les deux languettes placées dans les raînures de la piece du milieu.
15. Les trois mêmes pieces en perspective vûes par-dessous, & du côté intérieur où les ressorts de dilatation sont attachés, A & C les entailles des extrémités, a & c les languettes, B piece du milieu, a & c les raînures qui reçoivent les languettes des autres pieces.
Tous les liteaux étant rassemblés, forment un chassis de forme trapézoïdale dont l'épaisseur est de deux pouces. La largeur de chaque côté de cinq pouces & les dimensions extérieures les mêmes que celles du trapeze A B R, fig. 1. Pl. V. que forment les rebords de la caisse inférieure du soufflet sur lesquels les liteaux sont arrêtés par les mentonnets sous lesquels ils peuvent glisser, étant continuellement poussés au vuide par les ressorts qui les font appliquer aux surfaces intérieures du volant; toutes les parties mobiles doivent être enduites d'huile pour que les mouvemens en soient plus doux, ce qui contribue à la conservation des pieces.
PLANCHE VII.
La vignette de cette Planche représente l'opération de charger, c'est-à-dire de donner au fourneau l'aliment du feu, & les matieres qui doivent y être traitées.
Le fourneau que la vignette représente est vû par l'angle entre la rustine & la thuiere. On a fracturé la halle au charbon, & démoli une partie du terre-plein, sur lequel elle est fondée, pour laisser voir une partie du coursier, & la roue à aubes qui donne le mouvement aux soufflets.
Lorsque l'on met le fourneau en feu, la maniere de le charger, la qualité, la quantité & l'ordre des charges, est différent de celui que l'on observe lorsque le fourneau est en train.
Pour mettre le fourneau en feu, on commence par l'emplir de charbon, que les chargeurs, fig. 1 & 2, portent dans les corbeilles, mannes ou vans, représentés, fig. 1. du bas de la Planche; on bouche alors la thuiere avec du mortier, herbue ou argille, & par l'ouverture de la coulée, entre le frayeux & la dame, on introduit une pelletée de charbons embrasés: le feu qui n'est point alors animé par les soufflets, se communique insensiblement à toute la masse de charbon renfermée dans le fourneau, & perce jusqu'au haut de la bune: plus la maçonnerie du fourneau est seche, plus le feu fait de progrès; & au contraire plus elle est humide, & les charbons menus, l'air tranquille, plus il est de tems à percer la colonne entiere: lorsque le charbon de la bune commence à être embrasé, plusieurs maîtres de forge qui n'aiment point à voir consumer le charbon sans un produit actuel, font charger en mine aussi-tôt que le fourneau est avalé d'une charge, c'est-à-dire lorsque le charbon est descendu de 36 pouces, ainsi qu'on l'expliquera à l'arucle de la dixieme Planche; mais l'auteur du mémoire déja cité dans l'explication de la derniere Planche de la section précédente, rejette cet usage, parce que l'on ne doit mettre un fourneau en mine que lorsqu'il est en état de la bien digerer, & que dans ce moment le fond de l'ouvrage, le creuset n'est point assez chaud pour recevoir la fonte en fusion, ce qui cause des embarras lorsqu'on se précipite trop: l'auteur laisse écouler trente-six heures depuis le tems que le feu a gagné le haut du fourneau jusqu'à la premiere charge en mine; pendant ce tems il faut faire fréquemment des grilles pour échauffer la partie inférieure de l'ouvrage, & pour détacher & enlever les matieres vitrifiées qui découlent sur les timpes où le feu est le plus actif à cause de la premiere impression de l'air extérieur qui fait effort pour entrer & monter dans le fourneau, lorsqu'après un nombre suffisant de grilles répétées, on voit blanchir & étinceler le creuset à la rustine & sur le fond; on fait charger en mine lorsque le fourneau est descendu d'une charge, c'est-à-dire de trente-six pouces: cet espace est rempli par cinq rasses ou vans de charbon sur lesquels les chargeurs mettent deux conges de mine. Douze ou quinze heures après que le fourneau est chargé en mine, on apperçoit dans le bas du fourneau des étincelles brillantes qui sont des globules de fonte imparfaite; ces globules éclatent en brûlant à l'air libre; c'est alors qu'il convient de faire la derniere grille, suivant l'usage général, pour nettoyer exactement l'ouvrage & en couvrir le fond de plusieurs couches de frasins qu'il faut laisser embraser successivement avant de les recouvrir de nouvelles couches, lesquelles forment toutes ensemble une épaisseur de trois à quatre pouces sur toute la surface du fond du creuset.
Les frasins étant destinés à recevoir la premiere fonte, il est nécessaire qu'ils soient bien séchés & embrasés pour lui conserver sa chaleur & sa fluidité. Les ringards qui forment la grille etant ôtés, on met le bouchage pour fermer la coulée; l'ouverture du devant des timpes au-dessus de la dame, se bouche avec de la braise tirée du fourneau, & des frasins mouillés, ce qui suffit pour empêcher la dissipation du vent; on tire alors la pelle pour donner l'eau à la roue, & laisser agir les soufflets.
Il est nécessaire que les mufles ou buses des soufflets soient éloignés de l'orifice intérieur de la thuyere au-moins de dix pouces dans les premiers huit jours, & qu'ils soient posés de maniere que leur vent se croise au centre du foyer. Les ouvrages en sable veulent être très-ménagés au commencement, c'est pourquoi il faut modérer le jeu des soufflets & les éloigner pour en augmenter par gradation le mouvement & l'action, lorsque l'on jugera que l'ouvrage est affermi & plombé, c'est-à-dire que sa surface est vitrifiée: les ouvrages en grès ou en pierre calcaire peuvent être plus brusqués.
Les soufflets ne sauroient être en trop bon ordre, bien scellés & huilés, munis de ressorts flexibles; ils doivent être posés horisontalement & parallélement à l'aire du creuset; il faut aussi que les balanciers e e de la vignette & même lettre dans les plans & profils, Planche I & II. soient chargés de maniere par un poids i i, que le volant soit entierement élevé lorsque la came de l'arbre vient rencontrer la basse-conde; il faut aussi que l'élévation de la caisse ne se fasse pas avec précipitation par un contrepoids trop pesant, qui retarderoit la pression suivante; enfin il faut que l'extrémité extérieure des balan-ciers ne tombe pas sur un corps sans réaction, parce que la secousse qui naîtroit du choc briseroit bientôt les volans, crémailleres, crochets, &c. c'est pourquoi il faut mettre sur le chapeau c d de la chaise de rechute f f une fascine ou ressort de bois qui en adoucisse le choc & le rende insensible.
Il est nécessaire que la pression des cames taillées en épicicloïdes soit égale & totale; totale afin que les soufflets expirent tout l'air contenu dans leur capacité; égale afin qu'un soufflet n'expire pas trop tôt, & que le vent ne soit point coupé, c'est-à-dire qu'il n'y ait point d'intervalle entre les deux expirations, ce qui seroit un défaut dans les fourneaux, parce que le courant d'air interrompu cause un refroidissement, & qu'une partie de l'expiration suivante est employée à rétablir la chaleur 2°. que la defflagration de la thuiere est plus à craindre dans ce moment: trois soufflets pareroient à cet accident; difficile à éviter avec certains soufflets; mais il faudroit un porte-vent commun aux trois soufflets, comme aux trompes décrites ci-devant, dont le souffle est continuel.
Depuis la premiere charge de minerai on augmente sur chacun de 25 liv. de mine, ou d'un demi conge, en sorte que la charge est de cinq conges, ou 125 liv de mine lorsque l'on tire la pelle pour mettre les soufflets en mouvement; on tient le fourneau à ce nombre pendant quatre charges; on augmente ensuite d'un conge par huit charges, jusqu'à ce qu'il en ait pris huit; alors on n'augmente plus que l'on ne s'apperçoive que le fourneau peut en soutenir davantage, ce que l'on connoît aisément par la couleur de la flamme, la consistence des laictiers & la qualité de la fonte.
Il faut en genéral tenir en fonte grise un fourneau au commencement d'un fondage, ne lui donner de mine qu'à proportion que la chaleur augmente. Au bout de douze à quinze jours un fourneau bien construit & bien conduit est en état de porter toute la proportion de mine relative à la charge de charbon qu'il peut contenir, proportion qui peut cependant varier à cause des différens états & qualités du charbon.
Une charge est composée des matériaux qui doivent opérer & subir les effets de la digestion; car on peut comparer un fourneau à un estomac, les charbons qui contiennent le principe actif en est la base, son volume est fixé à 5 rasses ou vans, pesant ensemble environ 130 liv. le poids & le volume des autres matieres qui composent la charge, est contenu dans la table suivante.
Nombre. Especes. Poids Poids de Poids total
particulier. chaque charge. d'une coulée. 5 Rasses de charbon.. 46 liv... 230 liv... 2070 liv. 10 Conges de minerai.. 50 ...... 500.... 4500
1 Conge de castine... 50........ 50....... 450
½ Conge d'herbue .... 20........ 20 ...... 180
800 7200
La castine est toute substance calcaire non saturée d'a-cides que l'on ajoute pour absorber les parties sulphureuses du minerai & servir de correctif, lorsque par un premier degré de feu elle est calcinée. Cette chaux, unie à l'acide, forme, à l'aide de la chaleur excessive qu'- elle rencontre plus bas, à mesure que les charges se consomment, un foye de soufre qui accélere la fusion des parties métalliques, & en s'unissant aux cendres vitrifiées des charbons, forme une substance vitreuse qui perfectionne la fusion, couvre le metal en bain, & par-là le préserve de la trop grande ardeur du feu; c'est cette couche de matiere vitrifiée en fusion, que l'on nomme laictier, à-travers de laquelle le métal se filtre à sur & mesure qu'il distille, le laictier s'assimile les parties hétérogenes, & laisse passer les gouttes de métal dans le bain qu'il recouvre.
Si la castine contenoit un acide outre qu'elle ne pourroit remplir l'office d'absorbant, elle pervertiroit plutôt le métal que de le corriger: on emploie avec succès la marne, la craie, les testacées fossiles, le gravier de riviere; ce dernier est le plus commode de tous par la facilité de s'en procurer & par son état de comminution; car il ne faut pas se servir de castine dont les morceaux soient en gros volume, parce que les gros morceaux de castine contiennent dans leur intérieur de l'humidité qui étant rarefiée par la chaleur, fait une explosion qui dérange l'ordre des charges qui ne peut être trop paisible.
L'argille ou herbue est une terre onctueuse mêlée à la terre animale & végétale très-atténuée. Elle est charriée par les eaux. On l'emploie pour conserver & défendre les parois de la trop grande ardeur du feu: elle est fusible & se répand sur toute la surface des parois en forme d'un vernis noirâtre, ce qui empêche le minerai de s'y attacher; elle fournit aussi une portion de phlogistique.
Voici l'ordre qu'il faut observer dans l'administration des charges; lorsque la bécasse ou jauge X X, au bas de la X. Planche de cette section, entre de toute sa longueur, qui est de 36 pouces, dans le fourneau, on jette trois rasses de charbon, ensuite un demi-conge de castine, & par-dessus deux rasses de charbon, dont la derniere contient les plus menus, ceux qui ont passé dans les dents de la herse; on charge en dernier avec les plus menus pour remplir les vuides que les autres charbons laissent entr'eux, on les arrange de maniere qu'ils forment une surface unie & inclinée du côté des timpes d'environ 30 degrés, ou, ce qui revient au même, que cette surface des charbons soit à fleur des taques du côté de la rustine, qui est le côté du gueulard où est placé l'ouvrier, fig. 1. & à 7 pouces & demi environ du côté opposé, qui est le côté des timpes. Cette inclinaison de la surface des charbons est nécessaire, parce que la mine que l'on verse du côté de la rustine, faisant un poids considérable, surbaissera bientôt cette partie, & mettra le charbon de niveau; une pente trop rapide fait culbuter les charges, toute la mine se porte dans l'endroit le plus incliné.
Lorsque la charge est dressée, c'est-à-dire lorsque le feu en consommant les charges précédentes, a permis à la mine d'abaisser au niveau les charbons, on verse alors le reste de la castine dans le centre de la charge; cette méthode de la mettre en deux tems la mêle plus exactement: on brise ensuite l'herbue amoncelée de part & d'autre du gueulard pour y sécher, & on la fait couler dans le fourneau du côté de la thuiere & du côté du contre-vent où le feu est plus vif; on verse ensuite les dix conges de minerai du côté de la rustine, c'est ce que fait l'ouvrier, fig. 1: pour n'être point trompé dans le nombre des conges, il faut obliger les chargeurs d'avoir dans une tuile courbe ou autre chose équivalente, dix petites pierres afin qu'ils en déplacent une pour chaque conge qu'ils versent dans le fourneau. Il faut que la mine soit humectée de façon à ne pas mouiller la main, maisassez pour se soutenir en masse, ce qui l'empêche de cribler à-travers les charbons.
Pour que chaque charge se fasse avec toute l'attention nécessaire, il faut aussi obliger les chargeurs à les sonner, pour avertir le fondeur ou le garde-fourneau; pour cela à côté de la bune, à un des murs qu'on appelle batailles, est suspendue en liberté une plaque de fer fondu & un marteau, avec lequel le chargeur carrillonne sur la plaque, qui tient lieu de cloche; après le carrillon, le chargeur frappe autant de coups séparés qu'il convient, pour faire connoître quelle charge de la tournée, qui est composée de quatre charges, il va mettre dans le fourneau; un coup pour la premiere charge, deux, trois & quatre coups pour les suivantes.
Toutes les charges doivent êtres faites & se succéder dans le même ordre: ceux qui font les charges plus confidérables tombent dans plusieurs inconveniens: 1°. il se fait une plus grande consommation du charbon: 2°. le mélange de beaucoup de matieres est plus difficile à faire: 3°. ils sont obligés de laisser descendre le fourneau très-bas, ce qui occasionne une diminution considérable de la chaleur: 4°. le minerai, la castine sont précipités dans le grand foyer presqu'aussi-tôt qu'ils sont introduits dans le fourneau, par conséquent ils y arrivent cruds: 5°. le haut des parois se brûle bien plus promptement, au-lieu que faisant les charges moins considérables, on est sûr de bien mélanger les matieres, de les faire parvenir au grand foyer très-embrasées, de leur donner un feu préliminaire, qui leur vaut en partie le grillage, de contenir la chaleur, parce que le fourneau étant presque toujours plein, elle trouve plus d'obstacle à se dissiper, & qu'elle est mise toute à profit par la concentration.
Fig. 1. Chargeur qui verse un conge de minerai dans le fourneau; A A A les batailles ou murs qui entourent le haut du fourneau; G G la bune recouverte de plaques de fer, aux quatre coins de la bune sont quatre piliers qui soutiennent la cheminée: on a fracturé le pilier antérieur pour laisser voir le gueulard E, de même que la partie antérieure des batailles & du toit qui eussent caché la bune & le chargeur; H S S couverture de l'hangard sur les soufflets; k k couverture des lucarnes par lesquelles passent les balanciers e e, qui au moyen des contre-poids i i, servent à relever les soufflets, après que les cames de l'arbre de la roue à aubes O P, les ont abaissés; Q empoise & tourillon extérieur de l'arbre de la roue; T, endroit sous lequel passe le coursier du côté d'aval; a b semelle de la chaise de rechute f f c d, &c. sur laquelle les balanciers retombent; h h liens qui tiennent la chaise en état; K K pont pour communiquer de la halle au charbon au-dessus du fourneau sur lequel on arrive pour charger par le côté dit de rust. ne.
2. Chargeur portant une rasse de charbon.
Bas de la Planche.
Fig. 1. A A Rasse ou van pour porter le charbon; A A poignées; B plan du même van dont la forme est elliptique.
2. Conge ou panier pour la custine; A A poignées, A profil du panier; B plan du panier.
3. Conge ou panier à mine servant aussi pour l'herbue; A A les poignées; A profil du panier; B plan du panier: tous ces ouvrages sont d'osier & faits par les vanniers.
PLANCHE VIII.
La vignette représente l'intérieur de la halle, sur le moulage & le fourneau du côté des timpes. Plusieurs ouvriers les uns occupés à faire le moule de la gueuse, & les autres à en conduire une en-dehors en la faisant couler sur des rouleaux.
Après que deux chargeurs ont fait chacun une tournée, composée de quatre charges, ils en font une neuvieme en commun, pendant laquelle on prépare le moule de la gueuse il n'est à-présent question que de cela, les fontes moulées & figurées seront la matiere de la section suivante. Pendant que les chargeurs font la derniere charge, le garde-fourneau, fig. 2, prépare le moule en bêchant le sable suffisamment humecté, ensuite le fondeur, fig. 1, sillonne le sable avec la charrue, qui est un rable de bois triangulaire; il affermit le sable formant les côtés du moule avec une pelle ronde, ensuite le fondeur marque le moule sur un des côtés, avec deux outils que l'on voit au bas de la Planche, pour y imprimer les chiffres, dont on parlera plus bas, qui font connoître le nombre des coulées d'un fondage, & servent à régler le compte du fermier des droits sur le fer.
Le moule I L qui est tracé dans le sable, doit être tracé en ligne droite pour que les gueuses puissent s'entasser facilement; les deux plans qui le forment, & entre lesquels le fer prend la forme d'un prisme triangulaire, doivent faire ensemble un angle d'environ 75 degrés, dont le sommet soit émoussé, afin qu'elle ait une forme convenable pour l'affinerie, dont on parlera dans la section de la forge.
La qualité du sable pour faire le moule de la gueuse, n'est point une chose indifférente; les sables quartzeux n'y sont point propres, ils aigrissent le fer dans le travail de l'affinerie; les sables chargés de trop de parties terreuses s'ameublissent mal, la terre se durcit en se collant à la fonte, & augmente le poids sur lequel le fermier perçoit le droit domanial; les menus graviers de riviere passés à la claie sont ce qu'il y a de mieux, ils donnent un laitier doux à l'affinerie qui épure le fer.
La préparation du sable du moule consiste à l'humecter également pour qu'il se soutienne dans la forme qu'on lui donne; les ouvriers doivent être attentifs à ce qu'il ne séjourne point d'eau dans quelque partie du moule, car il en résulteroit une explosion qui feroit éclater la fonte, mettroit leur vie en danger, & occasionneroit la perte d'une infinité de grenailles, & un déchet considérable, à cause de la quantité de matieres étrangeres qui sont confondues en masses informes avec la fonte, masses qu'on ne peut brûler à l'affinerie qu'à grands frais. I L le moule de la gueuse, I la coulée bouchée par de l'herbue, F la dame par-dessus laquelle coule le laitier, D la timpe de fer qu'on ne devroit pas voir, étant cachée ainsi que l'ouverture au-dessus de la dame, par des frazins qui ferment cette partie, ainsi qu'il a été dit ci-devant, C C extrémité extérieure des costieres, M le taqueret, B B & les maratres qui soutiennent l'arriere voussure du fourneau au-dessus des timpes ou du moulage on verra dans la Planche suivante les orifices des canaux expiratoires par lesquels les vapeurs humides du mole du fourneau s'exhalent, & qu'on auroit dû représenter dans cette Planche. Z contre-fort qui soutlent le mole du fourneau en arboutant contre le pilier de cœur qui separe la face du fourneau où sont les timpes de celle où est la thuyere, Z Z autre contrefort buttant contre le mole du fourneau à l'angle de la face des timpes & du contre-vent, R soufflet du côté de la rustine; il est élevé, R autre soufflet du côté du pilier de cœur; il est abaissé: les contre-poids qui leur répondent, que l'on voit dans la Planche précédente & dans la derniere de cette section, sont dans la situation contraire; on voit près des murs du fourneau les différens ringards & outils dont les ouvriers font usage; on en parlera dans la suite.
4. Ouvrier qui avec un levier ou le barre croche, embarre dans les trous d'un rouleau pour le faire tourner, & aider un autre ouvrier à mettre dehors la gueuse L l, provenant de la coulée précédente.
5. Ouvrier aidant au précédent à sortir la gueuse.
Bas de la Planche.
Fig. 1. Charrue servant au fondeur, fig. 1. de la vignette, pour tracer le sillon dans lequel on coule la gueuse; l'angle S émoussé est de soixante & qumze degrés.
2. Bêche servant à ameublir & planir le sable des deux côtés du moule que l'ouvrier (fig. 2.) commence en jettant alternativement de côté & d'autre une pellerée de sable.
3. Baguette de fer ronde dont l'extrémité inférieure est à deux arêtes saillantes, servant au fondeur à imprimer dans un des côtés du moule les chiffres & parties de chiffres formés par des lignes droites.
4. Autre baguette de fer ronde, dont l'extrémité inférieure à deux arêtes saillantes, est ployée en demi-cercle, pour imprimer dans le sable les caracteres qui représentent les cent & les cinquante; celle-ci est tournée du côté qui doit s'appliquer au sable pour former la place d'un cent.
5. Le même outil tourné du côté où il doit s'appliquer au sable pour y imprimer un cinquante.
6. Levier dont les ouvriers (fig. 3. & 4. de la vignette) se servent pour embarrer les rouleaux sur lesquels ils conduisent les gueuses, & aussi pour leur donner quartier, comme on le voit dans la Pl. X. ce qui se fait en embrassant l'angle de la gueuse avec le crochet a b; l'autre bout c entre dans les trous des rouleaux.
7. Les différens caracteres des fondeurs, tels qu'ils paroissent en relief sur les gueuses, après que le fer a pris la figure des empreintes faites dans le sable; au-dessous de chaque caractere est sa valeur en chiffres ordinaires: l'exemple finit par le nombre 287, que l'on voit répété sur la gueuse L l dans la vignette, laquelle est par conséquent la deux cent quatre-vingt-septieme du fondage; celle pour laquelle les fig. 1. & 2. préparent le moule, doit être numérotée 288.
8. Le moule de la gueuse en plan, dans lequel on voit en creux le même nombre 287.
PLANCHE IX.
La vignette représente l'opération de couler la gueuse, c'est-à-dire de faire sortir du fourneau le fer fondu qui y est contenu, & obtenir par ce moyen le produit pour lequel on a fait tous les apprêts contenus dans les Planches précédentes & leur explication.
Le sous-fondeur forme avec du sable neuf l'entrée du moule près de la coulée, ce qui comprend l'extrémité extérieure de la pierre qu'on nomme coulée, placée entre la dame & le frayeux; il affermit ce sable avec la pelle & le pié, ce qui forme un canal de quatre à cinq pouces de large qui se termine au moule, puis il perce le bouchage d'argille ou herbue de la coulée avec un ringard nommé lache-fer; c'est ce que fait l'ouvrier, fig. 1. de la vignette; la fonte coule à côté de la dame F sur une pente douce, & va remplir le moule pour former une gueuse de dix-huit à vingt piés de long, suivant l'emplacement & la quantié du produit du fourneau; lorsque la fonte sort du fourneau pour entrer dans le moule I L, elle est suivie du laitier qui, si on le laissoit couler dans le moule, couvriroit la gueuse & s'y attacheroit; pour l'empêcher de se répandre on jette en-travers du moule un bout de barre de fer G, sous lequel la fonte passe; cette barre arrête le laitier: & un second ouvrier (fig. 2.) répand sur la gueuse une ou deux pellerées de frazins secs qu'il élance d'un bout à l'autre, afin que la surface du fer, encore fluide, ne soit point exposée à l'air, ce qui empêche la fonte de pétiller.
Lorsque toute la fonte est sortie du fourneau, on détache des côtés de la timpe C D & de la dame F, les laitiers endurcis qui peuvent y être attachés; on remet de nouveau bouchage, après avoir ôté, autant qu'on le peut, tout le laitier de halage; il est aussi nécessaire de rapporter de nouveau charbon vis-à-vis la timpe pour remplir le vuide, de les couvrir de frazins mouillés que l'on recouvre de terre afin de concentrer la chaleur; on rend alors l'eau à la roue des soufflets, dont le jeu a été interrompu pendant tout le tems qu'a duré la coulée; toutes ces opérations demandent des attentions particulieres; il faut qu'elles se fassent avec diligence pour que le fourneau soit moins de tems sans le secours des soufflets.
Les premieres mottes de bouchage de la coulée que l'on détache peuvent être employées pour servir d'herbue dans les charges suivantes, ou pour la chaufferie. Lorsqu'un fourneau est bien en train il est inutile d'enlever entierement le bouchage, il faut seulement y faire un trou près du fond pour écouler la fonte; de cette attention résultent quatre avantages principaux, le premier, d'accélérer l'opération; le second, d'employer moins d'herbue; le troisieme, qu'en employant moins de bouchage on fournit moins d'humidité à la base du fourneau, dont il est important de conserver la chaleur; le quatrieme enfin, est lorsque l'ouvrage est élargi, & qu'il contient beaucoup de laitier outre la fonte qui doit former la gueuse; on empêche ce laitier abondant de sortir du fourneau où il entretient la chaleur du bain & conserve l'ouvrage; ces précautions doivent être supprimées lorsque l'on s'apperçoit de quelque dérangement dans le fourneau auquel il seroit difficile de remédier sans cette ouverture; mais dans tous les cas il est essentiel de ne point trop avancer le bouchage dans l'ouvrage, & de couler en-dedans une couche de frazins secs, de même que devant la dame.
Après la coulée on retire la pelle pour donner l'eau à la roue des soufflets, ou on débouche la thuyere qui avoit été condamnée pendant la coulée, à cause que le feu qui passeroit par les timpes incommoderoit les ouvriers, qui ne sont déjà que trop exposés à une grande chaleur; on répare la thuyere avec la spatule; il est essentiel de modérer un peu le jeu des soufflets jusqu'à la deuxieme charge, sur-tout dans les fourneaux dont le creuset est fort rétréci, & dans ceux dont la thuyere est basse, parce que le fourneau étant alors presque sans laitiers, le vent porte une partie de l'action du feu sur l'ouvrage, ce qui le dégrade; mais lorsque les étalages commencent à s'évaser depuis la thuyere, & qu'elle est élevée au-dessus du bain, cette précaution devient moins nécessaire.
Entre la deuxieme & la troisieme charge le laitier commençant à remplir le creuset, on releve; relever c'est détacher & enlever de devant la dame & de dessous la timpe les portions de laitiers qui peuvent s'y trouver attachées, aussi-bien que les matieres dont on s'est servi pour boucher; c'est aussi le tems de travailler avec les crocs & le ringard dans l'intérieur du fourneau pour faciliter la descente des charges & mettre le laitier en mouvement; alors il commence à couler sur la dame, ce qui continue jusqu'à ce que l'on coule de nouveau une gueuse.
On voit dans la même vignette différens ringards dressés contre le mur du fourneau, un pic, & la brouette qui sert à transporter au-dehors les laitiers qui s'écoulent sur la dame; on voit aussi les orifices des canaux expiratoires A A A A I K, par lesquels l'humidité du mole s'évapore; on voit aussi sur des rouleaux une gueuse L l prête à sortir de l'attelier; Z & Z Z sont les contreforts qui buttent contre la face des timpes du mole du fourneau; le premier à l'angle du pilier de cœur, & de la face de la thuyere; le second à l'angle de la face des timpes & du contre vent.
Bas de la Planche.
Fig. 1. Gros ringard de quinze piés de long, pour travailler dans le fourneau & soulever la gueuse.
2. Petit ringard de douze piés de long, servant à percer le bouchage.
3. Grand crochet à travailler dans le fourneau, à tirer le laitier de hallage, &
4. Petit crochet pour le même usage.
Tous ces outils sont arrondis dans la partie où on les tient pour en faire usage; la partie du milieu de leur longueur est à huit pans, & celle qui entre dans le fourneau est quarrée.
5. Spatule pour porter l'herbue dans la coulée pour former un nouveau bouchage.
6. Dame de fer fondu en perspective, & dessinée sur une échelle double; elle a douze pouces de large & neuf pouces de haut; le dessus est arrondi pour faciliter aux ringards l'entrée du creuset.
7. Autre dame des mêmes dimensions que la précédente, à cette différence près que le plan incliné sur lequel coule le laitier n'est pas de la même piece que la dame, mais est formé par deux pieces de fonte d'environ deux piés & demi à trois piés de longueur, moulés triangulairement, le long desquelles le laitier coule; on a donné à ces barres le nom de gentilshommes.
8. La gueuse tirée du moule de la Planche précédente, elle est vue par-dessous; on y yoit en relief le nombre 287, qui étoit imprimé en creux dans le moule, lequel nombre fait connoître que cette gueuse est le résultat de la deux cent quatre-vingt-septieme coulée depuis que le fourneau a été mis en feu.
PLANCHE X.
La vignette représente le fourneau vû extérieurement par l'angle du pilier de cœur, entre la face de la thuyere & celle des timpes; on a démoli le mur des batailles au-dessus de la thuyere, pour laisser voir l'opération de sonder avec la bécasse.
Fig. 1. Ouvrier qui sonde avec la bécasse, pour connoître si les charges sont avalées de l'espace nécessaire pour y introduire une nouvelle charge, lequel espace est de 36 pouces au-dessous des taques qui entourent le gueulard: pour cela l'ouvrier ayant introduit la partie coudée de la bécasse, il la promene dans toute l'étendue du gueulard; si la bécasse n'atteint pas le charbon de la charge précédente lorsque son manche affleure le gueulard, il est tems de charger, on a supprimé un des quatre piliers qui partant des angles de la bune soutiennent la cheminée F, que l'on nomme en quelques endroits couronne, & cela pour laisser voir l'ouvrier sondeur.
Près de cet ouvrier on voit le pont O qui communique de dessus le fourneau à la halle à charbon P p, & près le passage la plaque de fer suspendue, sur laquelle on sonne les charges; dans le lointain on voit plusieurs bêtes de somme q q qui apportent le charbon à la halle.
A, ouverture ou fenêtre dans le mur des batailles du côté des timpes pour regarder dans le moulage, & que les ouvriers du haut du fourneau puissent dans l'occasion communiquer avec ceux du bas.
OP, la roue à aubes qui donne le mouvement aux soufflets; elle tourne de P en O: k k lucarnes par lesquelles passent les bascules des soufflets, e e les bascules, i i les contrepoids; le soufflet du côté du pilier de cœur est abaissé, ce que l'on connoit par sa bascule qui est élevée; & le second soufflet près l'angle de la face de la thuyere & de la face de rustine est élevé, puisque sa bascule repose sur sa chaise de rechute: m piece de bois posée sur deux des liens qui assemblent la chaise des bascules qui est en-dedans avec la chaise de rechute; cette piece de bois est couverte de fascines pour amortir le coup de la chute du contrepoids, ou on y substitue un ressort de meme matiere, h h deux des quatre liens, c d chapeau de la chaise de rechute, f f les montans, a le patin près duquel on voit une partie de l'escalier qui conduit du bas du fourneau au haut de l'escarpement sur lequel la halle à charbon est construite, z z contreforts extérieurs pour fortifier ceux qui arboutent contre la face de rustine, S passage entre les deux contreforts vis-à-vis le mou lage, W une des deux portes aux extrémités du moulage.
2. Ouvrier qui avec un levier ou ringard pousse une gueuse pour aider à l'ouvrier (fig. 3.) à les empiler.
3. Ouvrier armé du levier ou crochet (fig. 6. Pl. VIII.) qui fait effort pour donner quartier à la gueuse.
4. Le commis du fermier de la marque des fers présent à la pesée de chaque gueuse dont il enregistre les numéros & le poids pour percevoir le droit domanial.
5. Ouvrier qui pese une gueuse avec une romaine, L la gueuse, X romaine suspendue à une chevre, r r r les trois montans de la chevre.
Bas de la Planche.
Fig. 1. Bécasse en forme de fléau; la partie X qui entre dans le fourneau est assemblée avec le manche par deux pitons ensilés l'un dans l'autre.
2. Autre maniere de bécasse ou jauge préférable à la précédente; la partie X est terminée par une douille qui reçoit le manche, ensorte qu'elle est inflexible.
3. Griffe ou grille servant à soulever la gueuse pour la peser; elle est composée de trois crochets à piton, enlacés dans un troisieme piton D, terminé par un crochet qui s'adapte au crochet de la romaine; deux crochets a & b sont tournés du meme sens, & le troisieme Z, qui est l'intermédiaire du sens opposé pour saisir deux des arêtes de la gueuse.
4. Romaine dont se sert l'ouvrier, fig. 5. de la vignette pour peser; elle n'a rien de particulier.
5. Autre maniere de grille pour peser les gueuses, Z le fond de la grille que l'on passe sous la gueuse, a & b les derniers maillons des chaînes qui s'accrochent au crochet de la romaine, comme on le voit dans la vignette.
TROISIEME SECTION. Des fourneaux en marchandise.
PLANCHE Iere.
Plan général d'un fourneau en marchandise & des atteliers qui en dépendent pour le moulage à découvert dans le sable, le moulage en sable dans des chassis, le marchoir, le moulage en terre & la rôtisserie. A A la halle au charbon placée sur un terrein élevé. B porte de la halle du côté de la face de rustine: on communique de la halle au-dessus du fourneau par un pont dont on voit l'élévation dans la Planche suivante. Il y a un escalier pour descendre de dessus ce pont au rez-de-chaussée du fourneau: cet escalier prend son origine près de l'empellement du coursier, & se termine près de l'angle Y de la rustine & du contrevent. M N le coursier qui fournit l'eau à la roue à augets. M l'empellement qui fournit l'eau au coursier; l'eau de l'étang arrive à l'empellement par-dessous une voûte indiquée par des lignes ponctuées. K la roue à augets recevant l'eau par-dessus; a b arbre de la roue à augets. C lanterne qui communique le mouvement à la roue G de l'arbre des soufflets: c d cet arbre; o o & p p cames placées en tiers point qui compriment alternativement les soufflets. o o cames du soufflet du côté de la rustine; p o cames du soufflet du côté du pilier du cœur, le premier est abaissé & le second élevé; n n basse-condes sur lesquelles les cames s'appliquent; r r les soufflets.
Le mole du fourneau S T V X, est un quarré d'environ 25 piés sur chaque face. S T la face des timpes, ou le devant du fourneau, vis-à-vis lequel se fait le moulage à découvert. T V la face dite du contrevent. V X la rustine. X S le côté de la thuiere. S k le pilier de cœur entre l'embrasure de la thuiere & celle des timpes. e f g h i k canaux expiratoires par lesquels s'exhale l'humidité du mole; ils ont à-peu-près la même disposition que ceux décrits dans la section précédente, & ils servent au même usage. III fondation des parois & contre-parois du côté du contrevent & de la rustine, les mêmes parois & contreparois pour les deux autres faces étant portées par les marastres qui traversent les embrasures. R massif de l'ouvrage qui est de sable battu. E le creuset. F la dame. Y le frayeux, entre lequel & la dame est l'ouverture que l'on nomme coulée. Y L le moule de la gueuse; m communication du moule de la gueuse au moule d'un contre-cœur; près de la communication est une boule d'argille servant à fermer la coulée lorsque le moule du contre-cœur est rempli. D porte du moulage entre les deux pavillons qui renferment le moulage en terre & le moulage en sable dans des chassis. Y Y autre porte des atteliers entre la rôtisserie qui est adossée à la face du contrevent du fourneau, & le pavillon où se fait le moulage en terre. Z Z autre porte entre le pavillon où se fait le moulage en sable dans des chassis, & l'équipage dit à double harnois, qui meut les soufflets. P porte du pavillon où se fait le moulage en terre. s s s s s s s t établis ou bancs des mouleurs en terre; t banc sur lequel on a moulé un balustre, lequel est appliqué à son calibre. l l près la porte D & l o l dans la rôtisserie, pieces de bois soutenues horisontalement à une hauteur covenable, contre lesquelles on met sécher les moules ou parties des moules. p p grande rôtisserie. q q petite rôtisserie.
Près la porte P du moulage en terre sont les marchoirs où on détrempe l'argille. u & y u marchoir couvert, y marchoir dont on a supprimé la couverture pour laisser voir sa construction. x escalier pour descendre à la fausse riviere M M, N N à laquelle les empellemens de décharge fournissent l'eau. H pont sur cette fausse riviere.
L'autre pavillon où se fait le moulage en sable contient quatre bannes ou tables des mouleurs z z z z, chacunes placées vis-à-vis une des fenêtres du pavillon. O la porte du pavillon par laquelle on va au magasin à sable Q; cette porte fait symétrie a la porte P, par laquelle les mouleurs en terre passent aux marchoirs, qui ont environ deux piés de profondeur, le fond couvert de planches, sur lesquelles les ouvriers, jambes nues, courroient la terre avec leurs piés; c'est de cette opération que ces bassins dont les bords sont soutenus par des piquets, ont pris le nom de marchoirs.
PLANCHE II.
Fig. 1. Coupe longitudinale du fourneau de la rustine à la timpe, & élévation extérieure du pavillon qui contient le moulage en terre.
2. Coupe transversale du fourneau prise de la thuiere au contrevent, & élévation du pavillon qui renferme le moulage en terre & du double harnois des soufflets.
Fig. 1. A Partie de la halle à charbon. B la porte pour communiquer de la halle au-dessus du fourneau, en passant sur le pont sous lequel passe le coursier. N le coursier & l'empellement qui lui fournit l'eau. K la roue à augets, a b son arbre. C la lanterne G la roue ou l'hérisson de l'arbre des soufflets, c un des tourillons de l'arbre des soufflets que l'on a fracturé pour laisser voir l'intérieur du fourneau. Q Q voûte sous le fourneau de six piés environ d'élévation & quatre de large, pour dessécher le dessous du creuset; e le fond du creuset; E le creuset. F la dame formée par une plaque de fer dont le dessous est rempli du même sable battu qui forme le creuset. R partie du creuset du côté de la rustine. II le grand axe de l'ellipse qui forme le foyer supérieur, dont on trouvera les dimensions dans la suite. I g, I g parois adossés aux contre-parois. L le gueulard au centre de la bune. T T les murs extérieurs. S S les contre-murs. V V le massif entre les murs & les contre-murs; le vuide qui reste entre les contre-parois & les contre-murs est rempli par une maçonnerie de moilons ou crasses de forge. Y porte de l'attelier entre le pavillon où se fait le moulage en terre & la rôtisserie, qui est caché par le mole du fourneau. y élévation extérieure d'un des marchoirs. H pont sous lequel passe l'eau superflue que les empellemens de décharge versent dans la fausse riviere.
2. Coupe transversale du fourneau de la thuiere au contrevent. M N le coursier qui porte l'eau à la roue à augets K; l'eau s'écoule ensuite par-dessous un pont dans le sous-bief qui communique à la fausse riviere. C la lanterne. b un des tourillons de l'arbre commun à la lanterne & à la roue à augets. G G hérisson ou roue de l'arbre des soufflets, laquelle avec la lanterne compose ce qu'on nomme double harnois. d un des tourillons de l'arbre qui est exagone. R R soufflet du côté du pilier du cœur. r têtiere de ce soufflet dans laquelle la buse est fixée. R le second soufflet du côté de la rustine, le premier est élevé, le second abaissé; la bascule i du premier pose sur la chaise de rechute k k, & la bascule i i du second est élevée.
Le mole du fourneau est coupé par le milieu de la thuiere & parallélement à la face de rustine, & par le petit axe de l'ellipse qui forme le foyer supérieur. Q voûte sous le creuset. e fond du creuset. E le creuset. I I foyer supérieur ou petit axe de l'ellipse. I g I g parois adossés aux contre-parois. S contre-murs, l'espace entre les contre-murs & les contre-parois est rempli par de la maçonnerie ou des crasses, comme il a été dit ci-dessus. T murs extérieurs. V massif entre les murs & les contre-murs; cette partie du mole est traversée par des canaux expiratoires, comme dans le fourneau de la section précédente. L le gueulard au milieu de la bune. m n les batailles. A A rez-de-chaussée de la halle à charbon, que l'on a supprimée afin que les deux coupes fussent renfermées dans la même Planche. X Y Z élévation extérieure du pavillon qui renferme le moulage en terre. P porte du moulage pour aller aux marchoirs.
Des proportions relatives des parties intérieures du fourneau, & des moyens de les observer.
Il est très-avantageux d'avoir des fourneaux très-élevés, parce que les pentes sont plus insensibles, les matieres sont mieux digérées, & on peut donner plus de capacité aux différens foyers, dût-on multiplier les soufflets en volume ou en nombre, pour administrer un volume d'air convenable, circonstances dont il résulte une plus grande chaleur. L'auteur déja cité ci-devant, & du mémoire duquel cet article-ci est extrait en partie, augure favorablement d'un fourneau de 24 à 25 piés de hauteur, celui que les deux planches précédentes représentent a 24 piés de haut depuis le fond du creuset jusqu'à l'ouverture du gueulard, dont le grand diametre I, fig. 1. Pl. II. est de deux piés neuf pouces de la rustine à la timpe, & seulement deux piés six pouces de la thuiere au contrevent, comme on le voit en L, fig. 2.
Avant de construire l'intérieur du fourneau, il faut examiner l'état des contremurs S S dans les deux figures qui avec les murs extérieurs T T renferment le massif du fourneau qui est parsemé de canaux pour laisser évaporer l'humidité. Ces contre-murs portent du côté de la rustine & de celui du contrevent sur la base du fourneau & du côté de la thuiere & des timpes sur les deuxiemes & troisiemes gueuses ou maratres qui soutiennent les arrieres voussures des embrasures de ces deux parties. L'espace compris entre les contre-murs est de deux piés & demi ou environ en quarré; le point d'intersection des deux diagonales est le centre du fourneau, & doit répondre verticalement au centre du gueulard.
Pour tracer l'ellipse du gueulard on fera un parallélogramme rectangle de 33 pouces de long sur 30 pouces de large, & ayant tiré les deux diagonales, leur point d'intersection sera le centre de l'ellipse; on tirera par le centre deux lignes paralleles aux côtés, & on aura les deux axes de l'ellipse égaux aux côtés du parallélogramme. Pour trouver le foyer on prendra la moitié du grand axe, c'est-à-dire 16 pouces & demi; & de chacune des extrémités du petit axe, comme centre, on décrira de part & d'autre des arcs de cercle qui s'entrecouperont sur le grand axe, & on aura les foyers de l'ellipse, que l'on tracera à la maniere des jardiniers, en fixant aux foyers par deux clous une ficelle dont la longueur soit égale au grand axe; on fera couler une pointe ou un crayon dans l'angle que formeront les deux parties de la ficelle suffisamment tendue par le crayon, & la courbe tracée sera l'ellipse cherchée.
D'après cette épure, on construira un calibre ou chassis de bois ou de fer, soit intérieur soit extérieur à l'ellipse, sur le bord duquel on tracera le point de section des deux diagonales du parallélogramme circonscrit & les extrémités des axes, & on fera sur le champ du calibre des crénelures perpendiculaires, capables de recevoir une ficelle; on fixera sur le plan du calibre huit clous sur les lignes que l'on aura relevées de l'épure, lesquelles répondent aux crénelures.
Les choses en cet état, on placera le calibre sur la bune ou petite masse, dans le milieu de laquelle doit être pratiqué le gueulard, soit en le posant sur deux barreaux de fer, si le calibre est intérieur à l'ellipse, ou simplement surla bune, s'il est extérieur; & dans ce dernier cas on y joindra une traverse passant par le centre, sur laquelle on aura relevé le point central.
Ayant descendu un cordeau par le centre du calibre, on fera convenir le plomb qui y est suspendu, avec le point d'intersection des deux diagonales du quarré que les contre murs forment; on tournera le calibre sans changer la position de son centre, jusqu'à ce que le grand axe soit perpendiculaire à la face de rustine & des timpes; par conséquent le petit axe sera perpendiculaire à la face de la thuiere & du contrevent: la position du petit axe est bien ordonnée lorsqu'il est dans le plan vertical qui passeroit par le milieu de l'entre-deux des deux soufflets.
Les contre-parois construits & élevés perpendiculairement à la hauteur de 7 piés au-dessus du niveau où doit être le fond du creuset, ou à D piés au-dessus de l'extrados de la voûte qui est sous l'ouvrage, d'une forme elliptique ou poligone; pour éviter le remplissage des angles, les dimensions du vuide étant les mêmes approchant que les dimensions du foyer supérieur II dans les deux figures, on pratiquera une retraite d'un pié tout-autour pour asseoir les parois I g, qui seront construites de briques refractaires.
Les contre-parois du côté de la rustine & du contre-vent sont fondées sur le massif qui porte le fourneau, & pour les côtés de la thuiere & des timpes sur les premieres maratres qui soutiennent les arrieres-voussures des embrasures du devant du fourneau, & de celle qui est au-dessus de la thuiere.
Toute espece de brique n'est pas également propre à soutenir un feu aussi violent & aussi continué que celui d'un fourneau: celles qui sont d'un service plus assuré sont composées d'une terre glaise blanche, mêlée d'un sable blanc, talqueux & un peu ferrugineux; cette terre rougit légerement au feu. On a vu les parois de cette brique soutenir vingt ans le feu d'un fourneau. Cette brique est employée avec un grand succès pour les reverberes de fenderie. On trouve un banc considérable de cette terre dans une forêt appellée Verd-bois qui sépare aux envirans de Saint-Dizier la Champagne de la Lorraine.
Il faut que la pâte des briques soit bien corroyée pour en lier exactement les parties, & que les briques soient séchées à l'ombre, & employées sans être cuites: en voici la raison.
La terre qui compose une brique reçoit par la cuisson un certain degré de vitrification qui donne de la roideur à ses molécules à proportion de la violence & de la durée du feu; la chaleur qu elle éprouve en chasse entierement l'air & l'eau, en sorte qu'une brique cuite est une substance spongieuse & altérée qui saisit avidement l'humidité; lorsqu'on l'emploie dans la maçonnerie, elle attire l'eau du mortier qui la baigne, & s'y colle, ce qui rend les maçonneries en briques excellentes: cette bonne qualité de la brique dans les murs exposés à l'air est un défaut dans les fourneaux, parce que le feu pénétrant les masses de maçonnerie, sur-tout celles qu'il touche immédiatement, raréfie visiblement & immensement l'air & l'eau qu'elles contiennent, ce qui les expose à se briser; il n'en est pas de même lorsque l'on emploie pour les grands foyers des briques sans être cuites, elles soutiennent pour lors impunément les effets du feu, parce que leurs molécules n'ayant point été durcies ni collées les unes aux autres par un feu antérieur, l'effet de celui où elles sont exposées rarefie sans obstacle l'air & l'humidité qui y sont contenus, & les fait évaporer, ce qui les perfectionne: les mortiers qui les entourent sont dans le même cas, ils se cuisent l'un & l'autre au point de faire corps, les molecules charbonneuses de la flamme devenant des cendres extrèmement subtiles, se collent à leur surface, & y sont vitrifiées, & dans cet état les couvrent d'un vernis impénétrable à l'humidité, qui ne peut y rentrer pendant l'interruption du feu, ou l'intervalle d'un fondage à un autre. Dans les forges qui ne sont point à portée d'avoir des terres de la premiere qualité propres à former des briques à feu; on pourroit y suppléer en formant une pâte composée de trois parties de glaise bien pure, une partie & demie de sable aride ou de grès pilé, ou autre équivalent, une demi-partie de ciment & autant d'hameselac de bache criblé.
Les briques destinées à construire les parois doivent avoir douze pouces de longueur, six pouces de largeur à la queue, cinq pouces sur le parement, & deux pouces d'épaisseur toutes seches.
Il est à propos de construire aussi les contre-parois en briques sechées; si on les fait en pierre calcaire, il peut arriver que quelques pierres recevront de l'humidité par quelque accident, & ruineroient par leur poussée les parois intérieures; pour cette construction toute espece de brique est bonne; on peut y employer des briques d'un pié de long, six pouces de large, & trois pouces d'épaisseur; l'argille ou herbue que l'on emploie au fourneau, seroit très-bonne en la mêlant avec du sable.
Il est essentiel dans la construction des parois d'employer un mortier composé autant qu'il est possible de la même terre que celle des briques; que le mortier soit assez liquide pour souffler dans tous les joints afin de n'y laisser aucun vuide; il ne faut point non plus employer de briques voilées, pour éviter les irrégularités: on redressera facilement les briques de rebut en les frottant sur une plaque de fonte un peu raboteuse; lorsque l'on aura besoin de portion de briques, il faudra les scier & non les rompre; il faudra aussi ragréer tous les joints avec la pointe de la truelle & sans faire d'enduit; boucher exactement tous les trous des supports ou des échaffauds.
Pour construire les parois on fera un calibre pour le grand foyer ou foyer supérieur; ce calibre de forme elliptique dont le grand axe aura sept piés & le petit cinq piés, sera tracé comme celui du gueulard, décrit ci-devant, & sera construit de maniere à le pouvoir démonter pour le sortir du fourneau après que les parois seront construites, on placera ce calibre en sorte qu'il soit soutenu à la hauteur du foyer supérieur I I, dans les deux figures de la Planche II, & de maniere que son centre réponde verticalement au centre du calibre du gueulard, & que ses axes & ses diametres correspondent dans les mêmes plans verticaux aux axes & aux diametres du calibre du gueulard, ce dont on s'assurera en laissant tomber trois à-plomb des extrémités du grand axe & du centre du gueulard; en cet état ayant tendu huit cordeaux des extrémités des axes & des extrémités des diametres du calibre du gueulard aux extrémités des axes & diametres correspondans du calibre du foyer supérieur, on dirigera la constiuction des parois sur ces lignes, se servant dans la distance d'un cordeau à l'autre, de cercles convenables pour donner à toute la surface intérieure du cône ellipticoïdal des parois la régularité qu'elle doit avoir.
Après l'entiere construction des parois, on démontera le calibre du foyer supérieur, & on le sortira du fourneau: on laissera en place celui du gueulard des extrémités du grand axe, duquel on descendra deux à-plomb sur l'aire du creuset, qui sera faite de sable battu, ou autre matiere convenable, comme il a été dit dans la section précédente. L'aire aura un pié d'épaisseur au-dessus de l'extrados de la voûte qui est au-dessous, & sera par conséquent à 7 piés au-dessous du foyer supérieur, par les points que les à-plomb indiqueront; on tracera une ligne qui sera le milieu de la longueur du creuset; un troisieme à-plomb descendu du centre du gueulard fera connoître où l'axe prolongé du cône des parois coupe la ligne précédemment tracée; par ce point on tirera sur l'aire une ligne qui soit perpendiculaire à la premiere, & cette ligne qui correspondra verticalement au petit axe de l'ellipse du gueulard, supposée prolongée du côté des soufflets, devra passer dans le milieu de l'espace qui les sépare si les soufflets ont été bien placés.
Parallélement à la ligne correspondante au grand axe, dont la position a été déterminée par trois à-plomb, & à sept pouces & demi de distance de chaque côté, on tracera deux autres lignes pour placer les costieres de la thuiere & du contrevent, & à huit pouces de l'axe prolongé du cône, on placera du côté de la rustine une troisieme costiere, les angles de la rustine au contre-vent & à la thuiere seront arrondis par un rayon de six pouces. On observera, soit que l'on se serve de sable, de briques, de pierre-à-feu ou même calcaires pour construire le creuset, de maçonner perpendiculairement sur les lignes tracées parallélement aux projections du grand & du petit axe de l'ellipse du gueulard, à la hauteur de dix huit pouces sur la longueur de vingt-six pouces depuis la rustine jusqu'à la base de l'étalage des timpes, & de quinze pouces de hauteur seulement depuis les vingt-six pouces jusqu'à l'extrémité du creuset du côté de la dame, en sorte que le creuset ait quinze pouces de large & cinq piés de long depuis la rustine jusqu'à la dame: si on se sert uniquement de sable, on formera avec des planches un chassis prismatique de dix-huit pouces de hauteur, quinze pouces de large extérieurement & cinq piés de long, autour duquel on battra le sable un peu humecté avec le maillet ou la demoiselle: lorsque le sable est trop sec il ne se lie pas, lorsqu'il est trop humide il glisse, & se leve à côté de l'endroit où on le comprime. L'expérience seule peut éclairer sur le degré d'humidité qu'il convient qu'il ait pour faire un bon ouvrage; mais avec quelques matieres que l'on construise, il est nécessaire de remplir exactement tout le vuide entre les contre-parois & le creuset.
Le creuset étant achevé, on posera du côté des soufflets une plaque de fonte de forme trapézoïdale, dont le petit côté qui regardera l'intérieur du creuset aura six pouces; cette plaque sera encastrée de toute son épaisseur dans la costiere, & posée de niveau à la hauteur de dix-huit pouces au-dessus du fond du creuset, le milieu de cette plaque sera dans l'alignement de la ligne de séparation des soufflets, ou à là-plomb du petit axe de l'ellipse du foyer supérieur ou du gueulard: sur cette plaque on posera la thuiere, dont le museau doit avoir une ouverture de trois pouces de hauteur sur quatre pouces de large, faite d'une feuille de fer battu, & ployée en demi-cône; mais si on se sert de pierres, on taillera cette même figure dans sa surface inférieure.
Après avoir posé la thuiere, on posera la timpe de pierre, qui portera par une de ses extrémités sur la costiere du contrevent, & par l'autre sur celle de la thuiere; sa surface intérieure sera éloignée de la rustine de vingt-six pouces, & elle sera élevée de quinze pouces au-dessus du fond du creuset. Si on se sert de sable pour former cette partie, on posera sur les costieres ou longs côtés du creuset, une plaque de fonte ou une planche de 20 pouces de large dont les bouts porteront sur les costieres, & y seront enfoncés de leur épaisseur: sur cette planche ou plaque de fer on formera la timpe en sable, ayant préalablement posé la timpe de fer de quatre pouces en quarré, dont les extrémités seront soutenues par deux pages, qui sont ordinairement deux poids de 50: sur la timpe de fer on pose le taqueret, qui est une plaque de fonte dont le haut porte contre une des faces de la premiere marastre; c'est contre le taqueret & sur la planche que l'on corroye le sable pour former la timpe: la planche étant brulée, il reste toujours quinze pouces de hauteur jusqu'au fond du creuset.
La thuiere & les timpes étant posées, on formera les étalages E I, E I, dans toutes les figures, de maniere qu'ils aillent joindre la racine des parois en I I: on les montera en ligne droite; mais si on les fait en sable, on observera de les bomber d'environ deux pouces, parce que le sable se retirant par l'action du feu, ils reviendront à la ligne droite.
La forme du vuide que forment les étalages est un cône ellipticoïdal irrégulier, tronqué & renversé, dont la base II est l'ellipse du foyer supérieur, la même qui sert de base aux parois; l'autre base de ce cône est le contour de la partie du creuset renfermée entre les costieres de la thuiere & du contrevent, & la rustine & la timpe: la forme de cette base est un parallélogramme dont les angles sont arrondis; la longueur est de vingt-six pouces & la largeur de quinze. On peut aussi prolonger verticalement les contours du creuset pour donner moins de pente aux étalages, comme on le voit dans les fig. 3 & 4 de la section précédente. L'ouvrage étant construit, on le déblaye, on répare avec soin les défauts qui peuvent s'y trouver, puis on pose la dame.
Au-lieu d'une vieille enclume de rebut dont on se sert ordinairement, & dont le poids considérable est cause qu'elles sont le plus souvent mal posées, vu aussi qu'elles sont sujettes à s'échauffer au point de fondre & laisser échapper la fonte hors du fourneau, & que dans cet ac-cident leur remplacement est très-pénible par la difficulté de les manier près d'un feu si actif; il faut se servir d'une plaque de fonte épaisse d'environ trois pouces, de trente pouces de longueur sur quinze de largeur, & la poser sur un massif de sable, en sorte qu'elle soit inclinée sous un angle de soixante degrés, & que son extrémité supérieure soit éloignée de dix à quatorze pouces de l'à-plomb de la timpe de fer, & trois pouces & demi au-dessous de son niveau, ou, ce qui revient au même, six pouces & demi au-dessous du niveau de la thuiere ou du vent. L'extrémité inférieure est retenue par un piquet de fer enfoncé au-dessous de la surface de la dame, & recouvert de terre battue pour qu'il ne forme aucun obstacle à la manœuvre. La dame doit être inclinée pour la facilité de l'écoulement du laitier; elle doit être plus basse que la timpe, pour que le laitier ne fasse point d'obstruction sous la timpe, ce qui le feroit remonter à la thuiere. Elle doit être éloignée de la timpe pour faciliter le travail, & pour puiser la fonte au besoin.
Dans le premier cas, la dame trop inclinée attire trop le laitier, en dissipe une trop grande quantité, ce qui intéresse la qualité & la quantité du produit du fourneau; au contraire lorsqu'elle est trop peu inclinée, elle rend le laitier paresseux, ce qui augmente le travail. Dans le second cas, la dame trop surbaissée occasionne une grande dissipation de la chaleur, & une trop prompte & totale effusion du laitier. Lorsqu'elle est trop élevée, elle rend le travail du fourneau pénible. Dans le troisieme cas enfin, la dame trop éloignée de la timpe, donne lieu à la fonte de se pâmer ou figer dans cette partie de son bain; lorsqu'elle est trop proche elle rend l'accès du fourneau difficile, tant pour travailler dans le creuset, que pour y puiser la fonte; d'ailleurs la dame trop avancée dans l'ouvrage est sujette à fondre.
Pour empêcher le laitier de porter le feu dans le magasin de frasins qui est entre la dame & le pilier de cœur, on enfonce de champ & perpendiculairement une plaque de fonte à côté de la dame; cette plaque, que l'on nomme garde-feu, doit surpasser la dame de cinq à six pouces.
Entre la dame & l'extrémité de la costiere opposée, il doit y avoir un vuide de quatre pouces de largeur commaniquant à l'intérieur du creuset; ce vuide que l'on nomme coulée, sert pour l'effussion de la fonte hors du fourneau. La coulée est élargie extérieurement d'un pouce par un biseau que l'on fait à la costiere, que l'on revêtit par le frayeux. Le frayeux est une plaque de fonte de douze à quinze pouces de largeur, vingt-sept à trente pouces de hauteur, enfoncée de huit à dix pouces dans le massif de l'aire du creuset prolongé dessous la dame. Le frayeux s'éleve perpendiculairement, & sa direction suit celle du biseau dont il fait le prolongement; ce qui forme avec le côté de la dame une embrasure, qui contient & dirige la fonte lorsqu'elle sort du fourneau; il sert aussi de point d'appui aux ringards. Pour le travail dans l'intérieur, entre la dame & le frayeux, on pose la coulée, qui est une pierre qui remplit exactement cet espace; elle doit être posée à fleur de l'aire du creuset, avec une pente d'environ un pouce au-dehors. Les pierres calcaires sont propres à cet ouvrage; les apyres sont meilleures; mais les pierres qui décrépitent n'y sont pas propres.
PLANCHE III.
La vignette représente l'intérieur du pavillon dont on voit le plan en s s s s P s s t s Pl. I où se fait le moulage en terre, on voit l'élévation de la face; & du côté de ce même pavillon, dans la Planche II, & dans le fond du tableau, la rôtisserie adossée au mur extérieur du côté du contrevent. T est une partie du devant du fourneau, où on voit les orifices de quelques uns des canaux expiratoires qui en parcourent le mole. Y est une des portes de la halle sur le moulage; elle est signalée de la même lettre dans le plan. On voit de part & d'autre près les fenêtres de l'attelier huit établis, quatre de chaque côté.
Fig. 1. Ouvrier occupé à appliquer de la terre sur le noyau, modele ou chape, que le petit ouvrier, fig. 2, fait tourner au moyen de la manivelle qu'il saisit avec ses mains: la terre superflue reste sur le calibre, d'où le mouleur la prend pour la jetter aux endroits où il en manque. Lorsque le noyau, modele ou chape est achevé, on le porte à la rôtisserie. Quand les pieces ne sont pas d'un grand diametre, un seul ouvrier suffit: d'une main il fait tourner la manivelle, & de la main droite il applique la terre, qui est une sorte de glaise ou d'argille aux endroits où il en faut, jusqu à ce que le noyau, modele ou chape remplisse exactement le calibre; la manivelle tourne du sens convenable pour que la partie supérieure de l'ouvrage se présente au calibre en descendant par-devant l ouvrier: l'établi est garni de deux planches, l'une horisontale pour recevoir la terre corroyée dans le marchoir, & l'autre verticale, servant de dossier, pour empêcher que la terre en touchant les murs, ne contracte quelque impureté. Près de la figure 1 on voit la brouette dans laquelle on voiture la terre depuis les marchoirs jusqu'à l'attelier du moulage A la brouette. B les mancherons. C la terre corroyée prête à être employée, dans laquelle on voit la pelle qui sert à l'enlever, soit du marchoir dans la brouette, ou de la brouette sur l'établi.
2. Quatre établis. Sur le premier on voit l'arbre garni de son trousseau, & sur le dernier l'arbre & son trousseau chargé d'un noyau, d'un modele ou d'une chape, lesquelles trois pieces sont renfermées l'une dans l'autre; la chape renferme le modele, & le modele contient le noyau. Dans le fond de l'attelier on voit deux rôtisseries. La rôtisserie est une auge de briques, au fond de laquelle on a mis des charbons allumés pour sécher les moules que l'on y expose: les deux bouts des arbres qui traversent les moules, portent sur les bords de la rôtisserie qui sont couverts de planches. Une des deux rôtisseries est vuide, & le mur antérieur est abattu pour laisser voir l'intérieur. Au-dessus de chaque rôtisserie sont des planches e f, disposées a claire voie: ces planches reçoivent différentes pieces de moules que l'on y met sécher, elles sont suspendues aux solives a b, qui portent par leurs extrémités a dans le mur du contrevent du fourneau, & par l'autre extrémité dans le mur de clôture de l'attelier qui lui est parallele. Chaque solive est aussi sout nue dans le milieu par un poteau c; & les trois poteaux sont reliés les uns aux autres par des entretoises l l à hauteur convenable pour y appuyer une des extrémités des arbres sur lesquelles on a formé des noyaux, comme on voit en d.
Bas de la Planche.
Fig. 1. Arbre de fer pour former les noyaux des pieces creuses. A extrémité quarrée de l'arbre, laquelle reçoit la manivelle a, qui est serrée contre sa portée par une clavette. B D tourillons ou parties cylindriques de l'arbre, lesquelles roulent dans les entailles pratiquées dans les traverses de l'établi. C partie quarrée de l'arbre, sur laquelle on enfile le trousseau, fig. 2, qui est de bois.
2. Trousseau de bois de forme pyramidale tronquée: il est de bois & percé d'outre-en-outre d'un trou quarré; extérieurement il est à huit, dix ou douze pans. F le côté de l'entrée de l'arbre de fer, ou le petit bout: E le côté de la sortie, ou le gros bout, auquel on attache le bout de la torche, comme il sera dit ci après.
3. Un des établis représenté en grand & en perspective. A a la manivelle. B D les tourillons logés dans les entailles des traverses X P, V O, qui servent de collets. F E le trousseau. O P l'établi à terre, L N le dossier appliqué au mur de l'attelier. M la terre à mouler. R S T le calibre d'un noyau. V X la barre de devant de l'établi, dans laquelle les traverses s'assemblent. G G les piés de derriere, qui soutiennent la solive attachée au mur par des crampons. La face supérieure de la solive, dont la longueur est égale à l'espace que contiennent les quatre établis, est entaillée en queue d'hironde pour recevoir les tenons en queue d'hironde, pratiqués aux extrémités des traverses X P, V O, de quatre piés de longueur. La partie antérieure des traverses est soutenue par les piés H H, dont les tenons s'assemblent dans les mortaises de la face inférieure des traverses, & non dans le devant V X de l'établi. Le devant de l'établi est assemblé à tenons & mortaises avec les traverses qui sont distantes l'une de l'autre de 3 piés 4 pouces, ou 4 piés, y compris l'épaisseur des bois, qui sont tous de 4 pouces d'équarrissage: le dessus des traverses & du devant de l'établi est élevé de 3 piés au-dessus du sol de l'attelier.
PLANCHE IV. Travail pour mouler en terre une marmite à gros ventre.
Le mouleur pourvu de terre préparée & corroyée dans le marchoir, & de qualité convenable, c'est à dire ni trop grasse ni trop chargée de sable; car les terres trop grasses ou glaises pures se fendent en séchant, & celles qui sont trop sablonneuses, outre qu'elles sont moins ductiles, n'ont point assez de consistence pour conserver la forme qu'on leur donne; & étant pourvu aussi de natte de paille tissue, comme celle des paillassons, ou seulement de corde ou cadenettes de paille, il commence le moule par le noyau, le continue par le modele, & le finit par la chape, ainsi que la suite des figures le fera entendre.
Fig. 1. L'arbre garni de son trousseau. A l'extrémité quarrée de l'arbre qui reçoit la manivelle: on y voit la mortaise destinée à recevoir la clavette qui assujettit la manivelle. B D les tourillons. F E le trousseau.
2. L'arbre garni de nattes ou torches de pailles A B; on commence par attacher le bout de la torche au gros bout du trousseau en E, fig. 1, & faisant tourner l'arbre, on revêtit le trousseau d'une quantité suffisante de tours de la corde de paille ou natte, pour qu'elle approche à un pouce & demi environ du calibre R T, découpé de la forme du profil de l'intérieur de la marmite depuis a jusqu'en b. on fait en c une entaille pour y mouler l'arasement qui sert à raccorder les différentes pieces du moule.
3. Le noyau achevé. C le ventre ou panse. D le drageoir. E l'évasement. R T le calibre du noyau; la terre qui compose le noyau est mise à différentes couches, & chaque fois on laisse sécher, ou on porte à la rôtisserie, on se sert de différens calibres, ou on éloigne successivement le premier en se servant des différens trous qui sont percés à la face supérieure des traverses de l'établi: c'est dans ces trous que l'on met des chevilles de fer pour contenir le calibre & l'empêcher de s'éloigner de l'arbre: après que la derniere couche qui doit former le noyau est seche, on blanchit avec de la craie délayée dans de l'eau; on emploie cette couleur avec un pinceau, ou peignon de filasse, pour empêcher que les couches de terre qui doivent former le modele ou la chape ne s'attachent au noyau ou au modele. Au-lieu de craie délayée dans de l'eau, on peut employer pour la meme fin & de la même maniere de la cendre passée au tamis de soie. On donne aux cendres ainsi tamisées, ou à la craie, ou au mélange de toutes les deux avec quelques autres matieres convenables, selon le pays, le nom de potée. On fait sécher.
4, Modele dans son calibre. F le ventre. G le drageoir. E l'arasement du noyau qui déborde le modele, pour que la chape y trouve l'appui necessaire. R T le calibre du modele plus grand que celui du noyau, de la quantité dont on veut que l'épaisseur de l'ouvrage soit, comme on peut voir dans la 10 figure. La terre qui forme le modele est une terre plus maigre que celle du noyau, avec lequel elle n'a point d'adhérence, à cause de la potée dont il a été enduit: après que le modele est achevé, & qu'il remplit exactement son calibre, on fait sécher, ensuite on le couvre d'une coucbe de potée pour empêcher l'adhérence de la chape qui doit le recouvrir, & on porte à la rôtisserie.
5. La chape H I qui renferme le modele contenant le noyau. R T le calibre de la chape: la chape recouvre l'arasement encore visible dans la fig. précédente, ce qui sert à la centrer & à la mettre droite, lorsque l'on remonte les pieces du moule. Après que l'on a supprimé le modele, la chape achevée par plusieurs couches de terre, on porte à la rôtisserie où on fait sécher.
6. Modeles des anses de la marmite. Le modele est composé de deux cylindres de bois a b, c d; le premier est terminé par un tenon b qui est reçu dans une mortaise pratiquée à l'extrémité c de l'autre cylindre, en sorte qu'ils puissent se joindre en onglet sous l'angle convenable, comme on le voit en e f g.
7. Les moules des anses. Pour les faire on entoure les deux bâtons ou cylindres e f g de la figure précédente, avec la même terre qui sert à faire les chapes; & ayant laissé sécher, on retire les modeles: pour cela on commence par faire sortir les bâtons a & c qui portent le tenon, les deux autres b & d sortent ensuite aisément; & les moules des anses se trouvant vuides, il ne reste plus qu'à les fixer sur le corps de la marmite.
Pour cela le mouleur muni d'une ficelle prend la mesure de la circonférence de la chape de la marmite, il ploie cette ficelle en deux également, puis ayant fixé une des extrémités sur la chape, & y avoir fait une marque, il étend cette ficelle en double aussi loin qu'elle puisse s'étendre, & là il fait une autre marque; l'ouvrier répete cette opération pour trouver l'emplacement du bas de l'anse; puis le moule étant mis sur une table, il perce la chape jusqu'à la rencontre du modele qui y est renfermé: il retaille en onglet & sous l'angle convenable les deux parties du moule de l'anse, & le présente dans les ouvertures de la chape, où il l'affermit dans la situation requise avec de la terre à mouler. On fait la même opération pour l'autre anse, qui doit être diametralement opposée. Le haut de l'anse doit s'implanter dans la partie inférieure du drageoir, & la partie inférieure après la gorge à la naissance de la pance.
8. Modeles des piés. A B modele du pié, que par analogie on pourroit nommer jambe; sa figure est pyramidale & cannelée: on forme le moule de cette partie du pié, en entourant le modele de la même terre qui sert à faire les chapes: l'autre partie du pié, que l'on nomme patin, se fait en imprimant le modele E du patin dans un gâteau de terre D, percé au milieu: on joint & on lutte ce moule au moule C, formé par l'autre modele A B, & on a le moule complet d'un pié. On en fait trois semblables à celui désigné par la lettre F.
Les moules des piés faits, il reste à les placer sur le moule de la marmitte: pour cela le mouleur divise en trois parties égales sa circonférence qui a été tracée sur la chape lors de la formation dans le calibre, observant de commencer sa division par un des deux points de cette circonférence qui répondent au milieu de l'intervalle des deux anses; il perce la chape jusqu'à la rencontre du modele, & y ayant présenté les moules des piés, il les y fixe par de la terre, ensuite on fait sécher.
Après que la chape, garnie des anses & des piés, est entierement séchée, on démonte le moule: pour cela on chasse avec un maillet le trousseau hors du noyau en frappant sur le petit bout F. le trousseau amene avec lui le bout de la torche de natte attachée au gros bout E fig. 1. Le reste de la natte suit en se dépelotant intérieurement, ensuite on acheve de couper entierement la chape en deux parties, suivant les lignes que l'on y avoit tracées avant qu'elle fût seche, lesquelles ne doivent passer ni par les anses, ni par les piés. La chape séparée en deux demi-chapes, se détache aisément du modele à cause de la potée dont il a été enduit, & le laisse voir à découvert. On brise le modele pour découvrir le noyau que l'on répare s'il est nécessaire; on bouche ensuite avec la même terre le sommet du noyau qui est resté ouvert à l'endroit où le trousseau par son petit bout F le traversoit; on répare avec soin cette partie qui doit former le fond intérieur de la marmite: on la couvre de potée, & on la fait sécher sur les planches de la rôtisterie, le côté de l'arasement du noyau qui reste ouvert en cette partie étant tourné en en-bas.
Il reste aussi une ouverture circulaire à la chape correspondante à celle du noyau: pour fermer cette ouverture, dont les bords ont du être tranchés nettement, lorsque la chape étoit encore sur le tour ou établi, on moule une calotte de grandeur & épaisseur convenable, à laquelle on adapte les coulées ou évents qui sont des tuyaux coniques assez semblables au moule des piés: la calotte séchée, ainsi que les coulées, on remonte entierement le moule; pour cela ayant posé le noyau sur une table du côté de son arasement, on présente successivement les deux pieces de la chape, que les feuillures qui se sont moulées sur l'arasement du noyau, font replacer & centrer facilement: une des deux pieces de la chape porte une anse & un pié, l'autre piece porte l'autre anse & les deux autres piés; on les remet ainsi facilement en la place qu'elles occupoient avant d'avoir été séparées du noyau, au moyen de différens repaires faits aux pieces de la chape & à l'arasement, en sorte qu'une des deux moitiés de la chape ne peut pas être mise en place de l'autre, soit en tout ou en partie: il ne reste plus qu'à adapter la calotte qui porte les jets, & lutter tous les joints avec de la terre pour que le moule soit achevé.
D'autres mouleurs ne font point de calotte séparée, mais à chaque demi-chape ils ajoutent ce qui manque pour remplir le vuide que le trousseau y a fait rester, ils unissent & polissent ces parties le plus exactement qu'ils peuvent, & les percent ensuite pour y adapter les jets. Ces parties répondent au fond extérieur de la marmite.
On se sert aussi de petites balles ou grenailles de fer fondu que l'on place en différens endroits entre la chape & le noyau pour limiter & rendre égale la distance qui est entre la chape & le noyau, ces petites balles font corps avec le métal qui est fondu; mais on peut se passer d'en faire usage lorsque la feuillure de la chappe est bien faite, & l'arasement du noyau bien conservé, si ce n'est peut-être pour soutenir la calotte à laquelle les jets & évents sont attachés.
9. Vue perspective du moule de la marmite entierement achevé. A B C les 3 piés qui doivent rester ouverts, mais seulement d'un très-petit trou capable de donner issue à l'air lorsque le métal qui vient remplir le moule le force à sortir. D E les coulées ou évents. H I ligne de séparation des deux moitiés de la chape; cette ligne ne doit point paroître lorsque les joints sont luttés; les jets doivent être plus élevés que les patins des piés afin que le métal soit forcé d'y monter.
10. Coupe générale du moule par la ligne H I de la figure précédente. E le trousseau sur son arbre de fer. B A A B la torche ou natte qui entoure le trousseau. D C C D le noyau. D D le drageoir. C C la pance. G F F G le modele ou le vuide qui doit être rempli par le métal. I H H I la chape. I I l'arasement que la chape emboîte sur le plat & sur le champ.
C'est de la même maniere que l'on moule les vases pour les jardins, & différens autres ouvrages non chargés d'ornemens, qui en rendroient la dépouille difficile; car pour ces sortes d'ouvrages, comme lions, sphinx & autres figures, on les moule à cire perdue, comme les statues de bronze.
PLANCHE V. Moulage en sable.
La vignette représente l'intérieur de la halle au-de-vant du fourneau, & une partie de l'intérieur du pavillon où se fait le moulage en sable. On voit comment la charpente qui porte les combles de la halle & des pavillons, est appuyée sur des encorbellemens formés aux angles S & T du mole du fourneau & sur le mur de clôture aux angles de retour de la halle & des pavillons: p q les deux rôtisseries: Y Y porte de l'attelier du côté d'amont ou de l'étang qui fournit l'eau à la roue: Z Z porte du côté d'aval; on a abattu les murs de clôture de ce côté pour laisser voir l'intérieur; on a aussi signalé de mêmes lettres tous les objets du plan général qui sont visibles dans la vignette; cette attention est un devoir pour toutes les Planches qui sont relatives les unes aux autres.
Fg. 1. Mouleur qui tasse le sable autour du modele du corps d'une marmite, contenu dans le chassis de corps b. Le chassis est porté sur un ais ou planche à mouler a, dont le dessous est fortifié par deux barres, comme on le verra dans les Planches suivantes. La planche à mouler est posée sur la table z du mouleur, dont la longueur est d'environ 12 piés, la largeur de 4, & la hauteur au-dessus du rez-de-chaussée d'un pié & demi: ces tables sont entourées de trois côtés, de rebords d'environ un pié de haut, comme on le voit dans le plan général en z z z z, Pl. I. pour empêcher le sable de tomber hors de dessus la table.
Le sable convenable pour mouler doit être fin & gras pour que la surface des ouvrages que l'on y fondra soit unie, & pour que le moule puisse se soutenir; il faut aussi qu'il soit humecté légerement; on connoît qu'il a les qualités requises en le comprimant fortement dans la main; s'il conserve la figure que la compression lui a donnée, il est suffisamment humecté & mélangé d'argille. Sa finesse se connoît à l'œil.
2. Autre mouleur qui avec la regle c d râcle le superflu du sable suffisamment comprimé avec la batte plate pour l'affleurer au niveau du chassis b qui renferme le modele du corps de la marmite; le chassis est posé sur la planche à mouler a qui est posée sur la table, sur laquelle on voit en m un tas de sable.
3. Fondeur qui charge les moules entierement achevés avec des poids de 50, ou autres morceaux de fonte, pour empêcher que lorsque l'on coule le métal les deux moitiés du moule ne se séparent: a a chantiers sur lesquels les chassis ou moules sont posés: b c d les chassis ou moules dont on voit les jets & les évents indiqués par des trous dans le sable: ces moules sont destinés pour des tuyaux de conduite. Tous ces ouvriers ont les manches retroussées jusqu'au coude, & un tablier de grosse toile devant eux.
4. Ouvrier qui moule un contre-cœur de cheminée; il est occupé à battre le sable tout-autour du modele qui est de bois, & dont on ne voit que l'envers dans la figure, le côté sculpté du modele étant tourné vers le sable qui forme l'aire au-devant du fourneau; on forme aussi dans ce sable le moule de la gueuse Y L qui fournit le métal pour former le contre-cœur en passant par la petite coulée m, qui communique du moule de la gueuse au moule du contre-cœur.
Le contre-cœur est en tout semblable au modele qui a servi à former son moule; il a à droite les mêmes objets que le modele a à droite: il en est de même à gauche où les figures ou autres ornemens dont le modele est chargé en cette partie reparoissent.
Il est essentiel que le modele soit bien posé de niveau, car sans cette attention les plaques, contre-cœurs, ou autres ouvrages que l'on moule de cette maniere seroient plus épais en un endroit que dans l'autre. On ferme avec une boule d'argille la petite coulée m, après que le métal contenu dans le moule de la gueuse est répandu en quantité suffisante dans le moule du contre-cœur, & on la saupoudre de frazin qu'on y lance horisontalement avec une pelle.
5. Ouvrier occupé à enterrer les moules de terre décrits ci-devant, dans le sable du devant du fourneau; il ne laisse passer au-dessus du sol de l'attelier que les coulées & les évents, on emplit ces moules à la poche ou cuillere, comme on le verrra dans la Pl. IX. mais si les moules sont capables d'absorber une grande quantité de matieres, on forme une petite coulée qui communique du moule de la gueuse au jet, par lequel la fonte doit entrer dans le moule enterré.
6. Chevalet pour décrouter les marmites ou autres ouvrages creux; il est composé d'une solive A B, arrondie en A, & de deux piés C D: c'est sur la partie arrondie que l'on coëffe les marmites que l'on décroute avec les rapes de fer fondu que l'on voit dans la Pl. VIII.
Bas de la Planche.
contenant les modeles des différens ouvrages à l'usage des forges que l'on moule à découvert, comme les plaques dans le sable qui est à côté de la gueuse.
Fig. 1. Modele de collier pour entourer un arbre de marteau lorsqu'on ne passe point de bras à-travers; il est à cinq cames ou levées; son intérieur est décagone, auquel cas l'arbre du marteau doit avoir la même forme dans la partie sur laquelle on enfile le collier. On en fait aussi à quatre levées, dont l'intérieur est octogone, cela dépend de la vîtesse & de la quantité d'eau dont on peut disposer pour faire tourner la roue du marteau, de la grandeur de la roue, & même du poids du marteau.
2. Modele du chevalet pour porter l'empoisse du tourillon de dedans de l'arbre du marteau, la face A B C D du chevalet laquelle est inclinée à sa base est l'opposée de celle qui se présente à l'arbre; la rainure qui est entre la languette entiere A B & les portions a b, c d de la languette parallele, est destinée à recevoir la base de l'empoisse; les extrémités A & B de la languette antérieure servent de point d'appui dour les ringards avec lesquels on souleve l'empoisse & l'arbre de la roue du marteau pour le faire avancer du côté de l'enclume ou pour l'en éloigner, la base du chevalet pose sur un fond solide au niveau du sol de la forge. Voyez la section suivante.
3. Au-dessus du chevalet, modele d'empoisse ou empoisse du tourillon en-dedans, de l'arbre du marteau, H G base de l'empoisse qui entre dans la rainure du chevalet, I colet de l'empoisse dans lequel roule le tourillon de l'arbre du marteau, F E oreilles de l'empoisse, sous lesquelles on passe les ringards pour la soulever. A côté on voit l'empoisse ou son modele tourné de l'autre côté, ou du côté qui s'applique au bout de l'arbre du marteau, F E les oreilles, L K l'estomac qui soutient le devers de l'empoisse; cette partie entre dans l'intervalle b c des deux parties de la languette postérieure du chevalet, & elle ne doit point remplir entierement cette partie, ce qui empêcheroit le mouvement en long dans la rainure ou coulisse du chevalet; on présente le modele au sable par le côté que représente cette derniere figure & celui du chevalet sens-dessus-dessous.
4. Modele de tourillon à quatre aîles pour l'arbre du marteau; on le moule du haut-en-bas dans le sable à côté de la gueuse.
5. Modele de tourillon à deux aîles pour les arbres des soufflets lorsqu'on n'y met point de tourillons de fer forgé. 6. Modele d'enclume de forge que l'on moule dans le sable du même sens dont il est tourné dans le dessein, l'anse ou poignée tournée en-haut; il est formé de plusieurs planches assemblées comme une caisse pour qu'il soit plus léger; la longueur totale est de trois piés quatre pouces, la base LIK de l'enclume, laquelle entre d'un pié dans le stock, a dix-huit pouces en quarré, ce qui est la grosseur de l'enclume dans la longueur I C, L H, de deux piés depuis la ligne C H des deux côtés opposés; elle va en rétrécissant dans la hauteut de seize pouces, & se réduit en E & en F à la largeur de quatre pouces, ensorte que la table E F de l'enclume a dix-huit pouces de long sur quatre pouces de large. Après avoir fouillé dans le sable de devant du fourneau un espace convenable dont on aura dressé le fond, on y place de niveau le modele, autour duquel on bat du sable pour former les côtés, on arrase le dessus, on retire ensuite la table E F, faite d'un bois plus dur que le reste du modele, pour qu'il soit plus lisse, & que le sable qui se moule contre cette partie soit bien uni, d'où dépend la perfection de la table de l'enclume; on retire ensuite le modele par la poignée A B, fixée par les deux montans C D à la plus longue face de l'enclume, car la table est un peu oblique à sa longueur, ce qui favorise la sortie du modele; on donne pour la même raison un peu dedépouille au corps de l'enclume.
Pour rendre les tables des enclumes plus parfaites & éviter les peines que l'on prend pour les redresser & les polir, on pourroit former en terre le moule de cette partie. Les terres de qualités requises seroient moulées sur un morceau de glace de miroir de la grandeur de l'aire, en y appliquant successivement différentes couches de terre fine avec le pinceau, & ensuite plusieurs autres couches de terre plus commune; les bords du morceau de glace seront ébiselés pour n'avoir point de vives arêtes. Il n'y a guere lieu de douter que ces planches de terre placées dans le moule vis-à-vis de la partie E F, & séchées & chauffées convenablement avant d'y couler la fonte, n'aient toutes les propriétés convenables pour procurer des enclumes dont les aires soient planes & unies.
7. Modele d'un marteau & moule du noyau de l'œil. Le marteau dont la tête kil a douze pouces en quarré, conserve la même grosseur depuis i & l jusqu'en g & h, ensuite de même que l'enclume il s'étrécit dans la longueur de huit pouces jusqu'en e f où il n'a plus que quatre pouces de largeur sur seize pouces de long; il est percé d'une mortaise de dix-huit pouces de long sur six pouces de large, destinée à recevoir le manche & les coins qui servent à l'assujettir dans l'œil; la panne ou table du marteau doit être fabriquée comme celle de l'enclume, les marteaux étant moulés de la même maniere, a b la poignée pour retirer le modele du marteau de dedans le sable, c d les montans qui attachent la poignée au modele. Après que le modele est retiré du moule, on place dans ce dernier le chassis m n, dont les dimensions intérieures sont les mêmes que celles de l'œil, on le place de maniere dans le moule, que sa partie inférieure entoure le sable qui est entré dans l'œil du modele, & étant bien posé de niveau & parallelement aux faces du moule, on l'emplira de sable battu avec la batte pour qu'il prenne de la consistencee; on décrochera ensuite les quatre crochets antérieurs 1, 2, 3, 4, & les quatre postérieurs qui sont semblables. On enlevera facilement les quatre pieces de chassis, & il restera une masse de sable qui formant comme une île au milieu du métal fondu, lorsqu'on coulera le marteau y réservera l'œil nécessaire pour pouvoir l'emmancher.
PLANCHE VI.
Cette planche & les deux suivantes dont les numéros des figures se suivent, contiennent les outils & les opérations particulieres au moulage en sable dans des chassis.
Fig. 1. Batte quarrée; elle est de bois & est assez semblable au battoir dont les blanchisseuses se servent, au-dessous est son plan; cette batte sert à comprimer le sable lorsqu'il est amoncelé dans les chassis à la hauteur de leurs bords.
2. Batte ronde faite comme un pilon; cet outil sert à fouler le sable dans les chassis entre le modele & les planches qui les composent; on voit aussi son plan au-dessous.
3. Batte à parer; elle est mince & plus étroite, & plus alongée que la batte quarrée; on s'en sert pour planer différentes parties du moule.
4. Batte à anse, de même espece que la précédente; elle sert à battre le sable autour du modele des anses: le plan de l'une & de l'autre qui peuvent facilement se suppléer l'une l'autre, est au-dessous de chacune.
5. Passe-par-tout; sorte de batte platte moins épaisse, & dont le manche est plus long qu'à la batte quarrée dont le passe-par-tout est une espece; cet outil sert à fouler le sable entre les côtés du chassis où la batte ronde ne pourroit point entrer; celui que la figure représente est dessiné sur une échelle double.
6. Couteau à parer; ce couteau n'a rien de particulier; il sert entre autres usages à couper le sable qui est au-dessus du jet, & à y former comme une trémie qui en élargit l'ouverture.
7. Gouge & outil qui est convexe d'un côté & concave de l'autre, comme un demi-cône creux, sert à vuider le sable qui remplit les trous des chassis où les gougeons qui servent à en racorder les différentes pieces doivent être reçus: cet outil est mal représenté, il paroît être un poinçon triangulaire au-lieu d'une gouge circulairement concave.
8. Marteau; il n'a rien de particulier; on se sert du bout de son manche aussi-bien que de la tête ou de la panne, selon l'occasion.
9. Planche à mouler vûe par le dessous, ou du côté qu'elle s'applique à la table à mouler; elle est fortifiée par deux barres arrêtées avec des clous; ces planches, ainsi que celles qui composent les chassis, sont ordinairement de sapin.
10. Plan du chassis de corps dans lequel on moule le corps de la marmite, A B les poignées par lesquelles on porte le chassis pour le retourner, C D les coulisses pour recevoir les coulans de la fausse piece de dessous.
Les figures qui suivent depuis 11. jusqu'à 15. sont les différentes pieces du chassis représentées en perspective & placées les unes au-dessus des autres dans l'ordre où elles se succedent.
11. La planche à mouler vûe par le dessus.
12. La fausse piece de dessous dont les quatre parties sont assemblées à queue d'hironde, a b c les gougeons, qui avec les coulans e f, g h servent à racorder cette piece avec le chassis de corps, d crochet pour attacher à l'anneau E de la fausse piece de dessus; c'est à la fausse piece de dessous que l'on moule le noyau qui forme le vuide de la marmite.
13. Chassis de corps vû par le côté de la coulisse D D; toutes les planches qui composent le chassis sont assemblées à queue d'hironde, les angles sont fortifiés par huit équerres de fer, quatre en-haut & quatre en-bas: de plus, chaque face est garnie de deux barres de bois fixées aux planches du chassis par des clous, c'est vers les deux angles opposés GG de la partie inférieure que l'on dirige les deux parties du modele où doivent être placées les anses, a b c les trous qui reçoivent les gougeons de la fausse piece de dessus.
14. Le même chassis de corps vû du côté de la poignée A; C D les coulisses, a b c les trous pour recevoir les gougeons de la fausse piece de dessus.
15. Fausse piece de dessus dans laquelle on moule le jet & les évents; elle est tournée du sens convenable pour s'adapter à la figure 13. sa partie inférieure est garnie de trois ou quatre gougeons qui doivent entrer dans des trous pratiqués au bord de dessus du chassis de corps, fig. 13.
PLANCHE VII.
Cette planche & la suivante contiennent la suite des opérations pour mouler en sable une marmite ayant piés & anses.
Fig. 16. Modele de corps de marmite; il est de cuivre jaune ou laiton, il doit être exactement de l'épaisseur que l'on veut que soient les marmites de fonte, bien arrondi & poli autour; 1, 2, 3, les trois trous où on adapte les modeles des piés, 4, 5 le drageoir qui reçoit les anses.
17. Modele des anses dessinées sur une échelle double, a b c modele du haut de l'anse, la partie arrondie b c passe à-travers d'un trou rond pratiqué dans le drageoir du modele, l'autre partie qui est quarrée reste dans l'intérieur du modele; le dessous de la partie arrondie est percé en c d'une mortaise pour recevoir le tenon quarré d de l'autre partie de l'anse, d e f dessous de l'anse, d e partie arrondie qui, introduite dans un trou par le dedans du modele, va le réunir à l'autre partie a b c pour former l'anse complette A B C, dont les parties quarrées A D C sont en-dedans du modele du corps de la marmite & les parties arrondies en-dehors.
18. Modele d'un pié de marmite aussi sur une échelle double, a b le pié & son patin vû par le devant, a le tenon quarré qui entre dans un des trous 1, 2, 3, du modele du corps, fig. 16. c d le même pié vû par la partie opposée, c le tenon quarré, d le patin, e f, g le pié & son patin séparés l'un de l'autre; le pié e f, que par analogie on auroit dû nommer jambe, pour laisser au patin le nom de pié, h coupe transversale d'un pié, pour faire voir qu'il est composé de trois gaudrons séparés par quatre cannelures & d'une face plane h, qui est tournée du côté du centre du fond de la marmite.
19. Premiere opération pour mouler le corps de la marmite; on a supprimé la planche antérieure des chassis pour laisser voir le modele B dans son intérieur; le mouleur étant donc pourvû de sable de qualité convenable, ainsi qu'il a été dit ci-devant, & d'un sac de crin contenant du frasil ou charbon pulvérisé & tamisé, ou bien de la poussiere ou cendre qui s'attache aux murs & sur les charpentes des halles des fourneaux à fer. Le mouleur pose le modele B de la marmite dans l'intérieur du chassis, son ouverture posée sur la planche à mouler sur laquelle le chassis est posé; les trous du modele où doivent être les anses tournées vers deux angles opposés de l'intérieur du chassis, il saupoudre le tout de frasil, puis il remplit le chassis de sable, & cela en différentes fois, pour pouvoir plus faci-lement le fouler ou le comprimer également en se servant de la batte ronde dans les angles du chassis & du passe-par-tout dans les endroits, comme vers le milieu des côtes du chassis où la batte ronde ne peut pas entrer, il continue ainsi couche par couche à tasser le sable A jusqu'à ce qu'il ait entierement rempli le chassis jusqu'à la hauteur des bords, alors il applanit le sable avec la batte plate & l'arase au chassis avec une regle; 1, 2, 3, les trous quarrés du modele pour recevoir les tenons quarrés des modeles des piés, 4 deux des quatre trous destinés à recevoir les anses.
20. Suite du travail précédent. Après que le chassis est rempli de sable on moule les piés & on place le jet, pour cela on foule dans le sable pour découvrir les trous du modele où les piés doivent s'adapter, on place les modeles des piés qui sont ou de cuivre ou de fer fondu, on fait entrer les tenons quarrés dans les trous du modele, on bat du sable tout-autour, ayant préalablement saupoudré les modeles des piés avec du frazin pour en faciliter l'extraction. Sur les piés on place les patins dont la surface doit affleurer celle du chassis, on place ensuite le modele X du jet fait en forme de coin; son épaisseur dans la partie ceintrée qui s'applique à la convexité du fond de la marmite est d'environ deux lignes, & son épaisseur par le haut d'environ un pouce, sa saillie au-dessus du chassis est d'environ deux pouces, H le modele du corps de la marmite, 1, 3, deux des piés que l'on doit imaginer cachés par le sable, G G le chassis, A A la planche à mouler.
21. La même que la figure précédente, mais représentée en plan, A B les poignées du chassis, T V Y les patins des trois piés; ils devroient être égaux & mieux formés, X emplacement du jet.
22. Le même chassis chargé de la fausse piece de dessus. Après que le moule est dans l'état de la figure précédente, & ayant replacé le modele du jet, on joint la fausse piece que l'on fait racorder par des gougeons qui entrent dans les trous correspondans, faits au-dessus du chassis; & ayant saupoudré de frazin pour empêcher que le sable dont on va remplir la fausse piece ne s'attache au sable du chassis, on emplit cette piece de sable que l'on tasse avec la batte ronde & la batte plate jusqu'à ce qu'il affleure le dessus du chassis; on dresse le sable à la regle & avec le couteau à parer, on forme comme un entonnoir au-dessus du jet, que l'on découvre par ce moyen; en cet état le moule du dehors de la marmite est achevé, à cela près que les anses n'y sont point encore placées, D D coulisse pour la fausse piece de dessous, E crampon pour les crochets des coulans de la fausse piece de dessous; il y a un semblable crampon & une semblable coulisse à la face opposée.
23. Le moule de la figure précédente retourné sens-dessus-dessous, on découvre l'intérieur M de la marmite: pour y adapter les modeles des anses & les mouler, on creuse le sable du moule en b & en d, jusqu'à ce que les trous du modele qui est encore vuide soient à découvert extérieurement; on introduit par le dedans de la marmite les deux pieces qui composent le modele d'une anse, ayant attention de faire rencontrer le tenon & la mortoise de leurs parties extérieures; on ensable bien ces parties que l'on a auparavant saupoudrées de frazins, on tasse le sable avec une batte, on le redresse à la regle; c une des anses placée dans ses trous, a un des trous du modele pour recevoir la piece de dessus de l'autre anse, C, D, les coulisses, E un des deux crampons de la fausse piece de dessus qui est maintenant dessous, A une des deux poignées du chassis.
24. La fausse piece de dessous tournée dessus. Cette fausse piece s'adapte au moule précédent, au moyen des coulans E F qui remplissent exactement les coulisses C D. Les crochets e d des coulans dont on ne voit qu'un seul dans la figure, s'accrochent dans les crampons E de la fausse piece de dessus.
Avant de remplir l'intérieur de la marmite, on retire les modeles des anses, la partie ceintrée; la premiere pour dégager le tenon d, fig. 17, de la mortaise de la partie droite c, qui sort alors aisément: la forme des deux pieces qui composent le modele d'une anse fait assez connoître dans quelle direction il convient de les tirer hors du modele pour ne point troubler l'ordre du sable dans lequel elles ont été moulées: les quatre pieces qui composent le modele des anses étant retirées, on bouche les ouvertures avec des tampons de laine pour empêcher que le sable dont on va former le noyau ne s'introduise dans le vuide où les anses doivent se former. En cet état & ayant saupoudré l'intérieur de la marmite avec du frasin, on l'emplit de sable, que l'on tasse à différentes reprises avec la batte ronde, on met du sable neuf dans le fond de la marmite comme plus capable de résister à la chute du métal fondu qui, lorsque l'on coule, entre dans le moule par cette partie. On continue de remplir toute la fausse piece dont le sable fait corps avec celui qui remplit la marmite, alors le moule est achevé.
PLANCHE VIII.
25. Le moule entierement achevé, les trois pieces réunies qui le composent, forment un massif dans lequel il n'y a de vuide que la place des anses dont l'entrée a été fermée par des tampons de laine. E crampon de la fausse piece de dessous; le sable qui la remplit & qui fait corps avec le noyau, ayant été arasé à la regle, doit être chargé de huit petits tas de sable d'un pouce environ d'épaisseur pour recevoir une nouvelle planche à mouler, avec laquelle & sur laquelle le mouleur retourne son moule, aidé, s'il est nécessaire dans cette manœuvre, par ses compagnons.
Il reste maintenant à retirer les différens modeles qui sont comme noyés dans le sable qui les environne de tous côtés, & cela sans déranger le sable afin de faire place à la fonte qui doit remplir le vuide qui restera après que les différentes parties du moule seront rassemblées; les trois figures suivantes qui représentent séparément les deux fausses pieces & le chassis du corps de la marmite sont relatives à cette opération.
26. La fausse piece de dessus séparée du reste du moule. & entonnoir au-dessus du jet pour y verser le métal; on forme cet entonnoir avec le couteau à parer. E un des crampons pour les crochets de la fausse piece de dessous. La fausse piece de dessus se sépare aisément à cause de la couche de frasin dont le chassis du corps de la marmite a été couvert avant de former la fausse piece de dessus. Cette piece enlevée, on découvre les patins des piés de la marmite.
Vis-à-vis de chaque pié on perce avec une sonde des trous qui traversent l'épaisseur de la fausse piece de dessus. Ces trous servent d'évents & laissent sortir l'air renfermé dans les moules des piés, à mesure que le métal qui y monte le force à sortir.
27. Chassis ou moule du corps de la marmite. X la place du jet. T V Y les trois patins que l'on enleve aisément, leur côté le plus large étant celui qui se présente. C, D coulisses pour recevoir les coulans de la fausse piece de dessous: on voit aussi dans le dessous du chassis les trois trous destinés à recevoir les gougeons qui servent à raccorder la fausse piece de dessus la poignée qui devroit être à la face antérieure, manque dans cette figure: c'est par ces poignées que l'on enleve le chassis du corps pour le séparer de la fausse piece de dessous sur laquelle le noyau reste: le chassis du corps se sépare facilement de la fausse piece de dessous à cause de la couche de frasin dont il a été saupoudré avant la formation de cette seconde fausse piece.
28. La fausse piece de dessous séparée de toutes les autres parties du moule. Y le noyau qui remplit exactement le modele, il est de sable, & fait corps avec le sable qui remplit la fausse piece. m m les coulans auxquels les crochets manquent. A A planche à mouler séparée du dessous de la fausse piece par les huits petits tas de sable dont on a parlé.
Le modele du corps de la marmite est encore resté engagé dans son chassis, fig. 27; pour l'en faire sortir on tourne le chassis comme il est dans la fig. 23; & ayant avec le tire-laine, qui est un petit crochet de fil de fer ou de laiton, retiré les tampons qui bouchent les trous des anses, on ébranle doucement le modele en frappant intérieurement & de côté avec la batte ronde, ou le manche du marteau; par ce moyen on le fait sortir: ayant ensuite retourné le chassis, comme il est dans la figure 27, & frappant légerement sur le petit bout des piés par les ouvertures T V Y, on les fait sortir par le dedans du moule; leur forme pyramidale facilite leur extraction, puisqu'il sort plus gros par le côté où ils joignent la marmite, que par le côté où ils se réunissent aux patins, il ne reste plus qu'à remonter les trois pieces qui composent le moule après avoir réparé les défectuosités & rebattu le noyau vis-à-vis des anses où il porte l'empreinte des tampons de laine avec la batte à anses, & replané l'intérieur du moule du corps avec la cueillere; pour cela deux ouvriers prennent le chassis de corps par les poignées, & le descendent verticalement le long des coulans, qui sont reçus dans les coulisses du chassis; en cet état il reste un vuide entre le noyau & la chape; ce vuide est égal à l'épaisseur du modele. Par-dessus le chassis de corps on replace la fausse piece de dessus; on acroche les crampons aux crochets des coulans, le moule est alors en état de recevoir le métal fondu qui doit former une marmite en tout semblable au modele.
Il résulte de tout ce qui vient d'être dit, que le modele d'une marmite à trois piés avec patins, est composée de douze pieces, savoir du corps de la marmite, de quatre pieces qui formen tles anses, des trois piés, de leurs patins & du modele du jet.
29. Coupe transversale du moule complet par un plan qui passe par l'axe de la marmite. A A la planche à mouler. I K la fausse piece de dessus. Z Y le sable continu de la fausse piece de dessous & du noyau. Y le noyau. 3, 4 ligne de séparation du chassis & de la fausse piece de dessous. L M le chassis de corps. S S la chape qui forme le dehors de la marmite, la partie vuide reservée en blanc entre le noyau & la chape est l'espace qui doit être rempli par la fonte. T V les deux piés antérieurs projettés sur le plan secteur. X le jet. On n'a pas représenté en & la coupe de l'entonnoir qui répond au jet; entonnoir qu'il est facile de suppléer. 1, 2 ligne de séparation de la fausse piece de dessous & du chassis. G H cette fausse piece.
30. Coupe diagonale du chassis de corps & de la fausse piece de dessus par un plan qui passe par les anses. A A planche à mouler selon les dimensions de sa diagonale. I K fausse piece de dessus. X le jet. Y pié antérieur au plan secteur. V T piés postérieurs au même plan secteur, qu'il faut concevoir cachés par le sable. 1, 2 ligne de séparation du chassis de corps & de la fausse piece de dessus. L M le chassis de corps suivant les dimensions de sa diagonale. S S la chape. N partie du noyau. b d excavation pour placer les modeles des anses. a c ces modeles.
31. La marmite entierement achevée telle qu'elle sort du moule, à cela près que l'on a rompu le jet & les évents des piés. a c les anses. T V Y les piés.
32. Le secoueux, instrument de bois servant à rompre les chapes des moules, après que le métal y a été coulé.
33. Modele en bois des grosses rapes de fonte 8, 9, dont on se sert pour décroûter les pieces après qu'elles sont sorties du sable; ces rapes, après qu'elles sont hors de service, se refondent, ainsi que les jets & les évents, soit à l'affinerie pour faire du fer en barre, soit au fourneau pour être employées en fontes moulées.
34. Cueilliere dont la convexité sert au mouleur pour planir l'intérieur des chapes des moules, après que les modeles en ont été retirés.
35. A le tire-laine; c'est un petit crochet de laiton dont on se sert pour retirer les tampons de laine qui bouchent les trous des moules des anses, même figure. B le houssoir qui sert à épouster le dedans des chapes.
PLANCHE IX. Coulage à la poche.
La vignette représente l'intérieur de la halle du devant du fourneau; on a fracturé le comble & la charpente qui le porte pour laisser voir l'intérieur: on découvre dans le lointain les rôtisseries p q, les hauts séchoirs e f, suspendus à des solives que les poteaux l soutiennent: on voit aussi différens chassis prêts à recevoir la fonte. S T devant du fourneau, au fond de l'embrasure duquel on voit la dame F. S pilier de cœur. S X face de la thuiere; on découvre une partie du ceintre & de l'embrasure au-dessus des soufflets. D D forts chassis de charpente assemblés à encoches, que quelques-uns croient pouvoir tenir lieu des contreforts décrits dans la section précédente; ce en quoi ils se trompent, ces chassis ne pouvant opposer qu'une foible résistance à la force d'expansibilité des vapeurs humides contenues dans le môle du fourneau, vapeurs auxquelles les canaux expiratoires, décrits ci-dessus, donnent issue. On voit sur le devant du fourneau les orifices de quelques-uns de ces canaux, & comment les charpentes & les chassis sont portées par des encorbelemens.
Le coulage des pieces moulées à découvert dans le sable du devant du fourneau, comme contre-cœurs, marmousets & autres pieces dont les modeles occupent le bas de la Pl. V. expliquée ci devant, n'a aucune difficulté; ayant percé le fourneau & lâché la fonte qu'il contenoit dans le moule de la gueuse, il n'y a plus qu'à déboucher les coulées particulieres qui communiquent du moule de la gueuse aux différens moules des pieces que l'on veut fondre à découvert, & fermer ces coulees lorsque les moules ont reçu la quantité suffisante de forte. On jette alors quelques pellerées de frasin sur la surface extérieure des pieces ainsi moulées, pour les défendre du contact immédiat de l'air, & empêcher que les fontes contenues dans les moules ne petillent.
Mais pour emplir les moules faits en terre, ou ceux faits en sable, il y a trois manieres que je vais expliquer.
Si les moules sont d'une capacité médiocre, c'est-à-dire si une seule cuillerée de fonte peut les remplir, un seul ouvrier avec un aide qui est ordinairement un petit garçon, suffit pour les emplir.
Fig. 1. Ouvrier qui avec la cueillere, nommée poche, puise la fonte dans l'ouvrage par le dessus de la dame; pendant cette opération les soufflets sont arrêtés, & la thuiere bouchée; la flamme qu'ils lanceroient hors de l'ouvrage, ajouteroit trop à la grande chaleur où les ouvriers sont exposés; l'ouvrier donc prend la poche enduite de lest ou herbue, il la fait couler dans l'ouvrage par le dessus de la dame: son bras du côté du feu est garni d'une manche de toile fort ample; cette manche qui, dans la figure, devroit paroître envelopper aussi sa main, le garantit de la grande ardeur du feu. Il porte ainsi cette cueillerée vers les moules.
3. Ouvrier qui verse sa cueillerée ou pochée contenant environ cinquante liv. de fonte dans le moule formé dans un chassis; l'ouverture par laquelle il verse, a pris de cette opération le nom de jet; l'autre ouverture que l'on voit au même moule sert d'évent. a a chantiers. b c chassis ou moules posés sur les chantiers; ces moules sont en deux parties.
4. Aide de l'ouvrier précédent. Cet ouvrier retient avec un bâton les crasses ou le laitier qui surnage dans la poche afin qu'il n'y ait que la fonte qui entre dans le moule.
5. 6. Lorsque les pieces sont plus considérables, qu'il faudroit, par exemple deux, ou trois, ou quatre cueillerées de fonte pour les remplir, le fondeur, fig. 5, verse sa cueillerée dans le moule par le jet Z, & un ou deux autres fondeurs, fig. 6 & fig. 1, vont & viennent alternativement puiser de la fonte dans l'ouvrage ou creuset du fourneau, & versent leurs pochées dans la cueillere ou poche du premier fondeur, fig. 5, ce qu'ils continuent jusqu'à ce que le moule soit rempli, ce qu'on connoît par le reflux du métal dans les évents qui sont à droite & à gauche du jet Z.
Petit ouvrier qui écume le laitier avec un bâton.
Quelquefois les pieces sont si considérables que le service de les couler à la poche deviendroit trop long & trop pénible, vû qu'il faut que le métal coule dans le moule sans interruption, tels sont les gros tuyaux pour la conduite des eaux; en ce cas on enterre le moule dans le sable qui est au-devant du fourneau, comme on le voit en Y, les jets & les évents hors du sable; on perce alors la coulée du fourneau avec un ringard, & la fonte coule d'un seul jet dans le moule. Lorsqu'il est plein, on détourne le reste vers un autre moule, si on connoît que le fourneau contienne assez de matiere pour l'emplir; ou vers un moule de gueuse pour en faire du fer.
8. Ouvrier occupé à briser la chape d'un tuyau avec le secoueux décrit ci-devant.
Bas de la Planche.
Fig. 1. Poche ou cueiller du fondeur vue en plan. A B le manche qui est de bois, il est reçu en B par la douille de la poche BC d'environ sept ou huit pouces de diametre. Cette poche est enduite d'argille ou de lest pour l'empêcher de se brûler.
2. La même poche vue de profil. a b le manche. b c la douille. c d la poche dont la profondeur est d'environ quatre pouces.
3. Pelle à mouler; on se sert de cette pelle pour mettre en-travers du canal ou de la rigole Y dans la vignette, pour retenir les laitiers ou crasses qui surnagent au-dessus de la fonte qui s'écoule du fourneau: on leve médiocrement cette pelle pour laisser passer par-dessous le métal fondu: lorsque les moules sont pleins, on bouche le fourneau, & on enfonce la pelle dans le sable: pour arrêter l'écoulement du métal, on met de la terre ou du sable derriere la pelle pour la soutenir & mieux étancher, le lingot qui reste, & est formé entre la pelle & l'ouverture de la coulée, se porte à l'affinerie pour en faire du fer. La pelle qui est de fer battu a douze pouces de diametre, sa douille environ neuf pouces, la longueur de son manche est de deux piés & demi.
4. Autre pelle ou beche pour remuer le sable de devant l'ouvrage afin d'y enterrer les moules: sa longueur est de dix pouces, & sa largeur de sept pouces; elle est emmanchée comme la précédente.
5. Grande pelle aussi de fer pour enlever les laitiers & déblayer le creuset; elle a quinze pouces de long sur douze pouces de large. Son manche y compris la douille qui a quinze pouces de long est de quatre piés & demi de longueur.
Toutes ces cinq figures font dessinées sur l'échelle de quatre piés; les quatre suivantes sont relatives à l'échelle de neuf piés qui est au-dessus.
6. Crochet de trois piés de long pour déboucher la thuiere.
7. Ringard de huit piés de long, nommé lâche-fer, il sert pour percer le bouchage de la coulée, c'est de cet usage qu'il a pris son nom.
8. Ringard à relever. Il en faut deux. Ils ont chacun sept piés de long.
9. Grand ringard pour soulever la gueuse ou les moules des grandes pieces. Il en en faut aussi deux, ayant chacun douze piés de longueur. Tous les ringards divisés en deux parties, non compris la pointe qui est quarrée, ont la partie qui est contiguë à la pointe de forme octogone, l'autre partïe est arrondie.
PLANCHE X.
Cette Planche & les deux suivantes sont relatives à l'art de mouler les différentes sortes de tuyaux pour la conduite des eaux.
Fig. 1. Coupe d'un des anciens tuyaux à emboîture. a c le vuide du corps du tuyau. c b boîte pour recevoir le bout d'un autre tuyau. d e bourlet qui s'applique à la boîte d'un autre tuyau.
2. Le même tuyau représenté en perspective. A B le tuyau. C B la boîte qui reçoit le petit bout d'un autre tuyau. D E bourlet.
3. Deux tuyaux de l'espece précédente, assemblés comme il faut qu'ils le soient pour former une conduite. A B un des deux tuyaux. B la boîte qui roçoit le petit bout de l'autre tuyau D E, B B. D E bourlet du second tuyau qui s'applique contre le bord de la boîte du premier pour retenir le mastic & la filasse dont elle est garnie intérieurement. B B boîte pour recevoir un troisieme tuyau, ainsi de suite.
4. Les deux pieces qui composent le modele d'un tuyau de l'espece précédente. A B dans les deux figures les extrémités du noyau. a c le corps du tuyau. a a le petit bout qui doit être reçu dans la boîte. c c la boîte. B B extrémité du noyau dont le diametre doit être d'une ligne ou deux plus grand que le diametre de la partie a a. d e le bourlet. f g les gougeons qui servent à raccorder les deux parties du modele lorsque l'on fait le moule.
5. Les deux parties du même modele rassemblées. A B les extrémités du modele du noyau. D E le bourlet. C la boîte.
Le noyau de toutes les sortes de tuyaux se fait en terre, que l'on applique à plusieurs couches sur la torche dont le trousseau est recouvert; voyez ci-devant moulage en terre. Le calibre pour le noyau des tuyaux, fig. 2 & 3, doit être profilé, comme la ligne qui termine l'intérieur du tuyau, fig. 1. Il doit aussi être plus long que le tuyau de la quantité indiquée par les lettres A & B dans les figures 4 & 5.
La terre que l'on emploie doit être pêtrie avec de la fiente de cheval, ou de la bourre, pour lui donner de la consistance; chaque couche est séchée sur la rôtisserie avant d'en appliquer une autre; le nombre des couches est tout-au-plus de six pour les gros tuyaux; quatre couches suffisent pour les moyens, & deux pour les petits. Lorsque la derniere couche est seche, on fait recuire les bouts des noyaux en leur donnant à la rôtisserie un feu plus vif; on remplit les fentes ou crevasses; on enduit le noyau d'une couche de charbon ou poussier détrempé, pour faciliter la séparation de la fonte & de la terre: cette couche de frasil doit être appliquée lorsque le noyau est encore chaud, & il ne doit être enfermé dans le moule que lorsqu'elle est parfaitement seche.
Le moule qui est de sable se forme dans deux chassis, qui se raccordent par des gougeons & crochets; les chassis sont de grandeur convenable lorsqu'il peut rester trois ou quatre pouces de sable tout-autour du modele.
Pour faire le moule, on prend un des chassis, celui qui n'a point de gougeons, & l'ayant appliqué sur une planche à mouler, le côté du chassis qui a des trous pour recevoir les gougeons tourné du côté de la planche, on prendra la moitié du modele, fig. 4, celle qui n'a point de gougeons, on l'appliquera sur la planche à mouler dans le chassis, le côté applati du demi-modele tourné sur la planche à mouler; en cet état, & ayant avant saupoudré le tout avec du frasil, on emplira le chassis de sable que l'on tassera à différentes couches, autour & sur le demi-modele, on arasera le sable au niveau du chassis en se servant de la regle: cela fait, on retournera le chassis sur la planche à mouler, on y adaptera l'autre chassis en faisant entrer les gougeons qu'il porte dans les trous du premier destiné à les recevoir.
La seconde moitié du modele étant appliquée sur la premiere, ses gougeons f & g, fig. 4, dans les trous correspondans de la premiere moitié du modele, & ayant saupoudré de frasil, on emplira de sable ce second chassis, comme on a fait le premier: le sable duement battu & arasé avec la regle, on percera avec le couteau quatre ou cinq trous coniques pour servir de jets & d'évents, deux de ces trous seront, l'un sur le bourlet, l'autre sur la boîte, les autres sur le corps du tuyau que les trous doivent découvrir dans une étendue d'environ six lignes de diametre, la chape du moule est alors achevée.
Ensuite on séparera les deux chassis pour ôter le modele, au lieu duquel on substituera le noyau, dont les extrémités porteront dans le sable dans l'emplacement que les parties A & B du modele, fig. 6, y ont formé; on remettra ensuite le second chassis, celui dans lequel on a formé les jets & les évents; le moule est alors en état de recevoir la fonte, qui en coulant autour du noyau qui est isolé dans les chassis, formera un tuyau semblable à celui que la figure 2 représente.
6. Autres anciens tuyaux formant une conduite dite à manchons, à cause des viroles qui couvrent les joints des tuyaux. A virole ou manchon. B, D, F tuyaux. C, E manchons. Les tuyaux qui sont cylindriques étoient réunis par une virole, du mastic & de la filasse; ces sortes de tuyaux ont aussi été abandonnés, vû la difficulté de les remplacer dans le milieu d'une conduite, & que le mastic perdant son onctuosité, ne permettoit pas aux manchons de glisser pour remettre un autre tuyau; d'ailleurs ces sortes de conduites ne pouvoient pas supporter une grande charge d'eau; on a donc inventé les tuyaux à brides, que l'on assemble avec des vis & du cuir entre deux. Il y en a de cinq sortes, à deux, trois, quatre, six & huit oreilles.
7. Tuyau à deux brides ou oreilles de deux pouces de diametre intérieurement. A coupe du tuyau. B élévation ou profil du tuyau de trois piés & demi de long. L'épaisseur du métal qui est d'environ six lignes, est un peu augmentée à l'approche des brides. a entre les deux figures, ouverture du tuyau, ou élévation géométrale de la bride. 1 & 2 les deux trous pour recevoir les vis qui servent à les assembler.
8. Tuyau à trois brides ou oreilles de même longueur que le précédent; son diametre intérieur est de trois pouces. A coupe du tuyau. B élévation extérieure du tuyau. a entre les deux figures, ouverture du tuyau. 1, 2, 3 les trois trous pour recevoir les vis.
9. Tuyau à quatre brides ou oreilles de huit pouces de diametre intérieurement. A coupe du tuyau. B élévation extérieure du tuyau dont la longueur est la même que celle des précédens. a entre les deux figures, ouverture du tuyau, ou élévation géométrale des brides. 1, 2, 3, 4 les trous pour recevoir les vis qui servent à les assembler; l'épaisseur du métal est d'environ sept lignes.
10. Deux tuyaux semblables à ceux de la figure précédente, représentés en perspective, & assemblés avec des vis. A ouverture du tuyau. 1, 2, 3, 4 les trous des brides pour y joindre un autre tuyau. B le corps du tuyau. 1, 2, 4 au milieu de la figure, trois des quatre vis qui assemblent les deux tuyaux, & servent à comprimer les cuirs qui sont entre les deux platines des brides. C le second tuyau. 1, 2, 4 trois des quatre trous pour assembler un autre tuyau, comme au milieu de la figure.
11. Tuyau à brides exagones, de douze pouces de diametre intérieurement, & trois piés de long, l'épaisseur des brides comprise. A coupe du tuyau par deux oreilles opposées. B élévation extérieure du même tuyau, l'épaisseur du métal est d'environ douze lignes, & celle des brides est de quinze. Entre les deux figures est l'élévation géométrale d'une bride. 1, 2, 3, 4, 5, 6 les six trous pour recevoir autant de vis pour assembler ces sortes de tuyaux les uns aux autres.
12. Tuyau à brides octogones de dix-huit pouces de diametre intérieurement; la longueur est de trois piés, l'épaisseur des brides comprises. A coupe du tuyau; l'épaisseur du métal est de dix-huit lignes, celle des brides de dix-huit à vingt lignes. B élévation du même tuyau, & entre les deux figures l'élévation d'une des brides. 1, 2, 3, 4, 5, 6, 7, 8 les huit trous pour recevoir autant de vis pour, en comprimant les cuirs, assembler ces tuyaux les uns aux autres.
PLANCHE XI. Suite de la précédente.
Coupe d'un des nouveaux tuyaux proposés pour faire des conduites. A B le vuide du tuyau de huit pouces de diametre sur quatre piés de long. Ce tuyau qui est un de ceux qui portent un bras D, & une branche C dans le sens vertical, servent & doivent être placés dans les endroits où les étranglemens d'air se font; ils servent de ventouse, & tiennent lieu du long tuyau vertical que l'on adapte sur une conduite pour servir de ventouse à l'air qui peut y être renfermé, ou que l'eau entraîne avec elle. Pour cela on adapte dans la fourchette D un levier horisontal qui peut s'y mouvoir à charniere; ce levier, dont l'autre extrémité est chargée d'un poids, comprime une soupape qui ferme l'ouverture C; lorsque l'air est condensé par une charge d'eau suffisante, il souleve la soupape & sort au dehors, ce qui laisse à l'eau son libre cours dans la conduite; les autres tuyaux de même espece n'ont point de bras D, ni de branche C.
Ces tuyaux different de ceux décrits ci-devant, figure 10, lesquels sont du même calibre, en ce que leurs brides à six trous espacés également ne sont point exagones, comme celles des figures 11, mais sont arrondies, comme on le voit dans la figure suivante, & de plus que les bords de l'ouverture sont garnis d'un bourlet de cinq à six lignes de saillie; en sorte que les brides de deux tuyaux de cette espece mis bout-à bout, & serrées par les vis autant qu'ils le peuvent être, ne se touchent point. On remplit de plomb fondu l'intervalle entre les plans des deux brides, au-lieu d'y employer du cuir; pour cela on entoure les deux brides contiguës avec une bande de toile ou autre chose équivalente, que l'on soutient extérieurement avec de la terre; on verse le plomb par le haut. L'expérience n'a pas fait connoître que cette façon d'étancher les tuyaux dût avoir la préférence, le plomb n'ayant pas, comme le cuir, la propriété de se renfler à l'humidité, & par ce moyen de s'appliquer immédiatement aux surfaces planes des brides entre lesquelles il est comprimé.
14. Le même tuyau en perspective. A l'ouverture du tuyau entouré d'une bride sur laquelle il y a un bourlet. B l'autre bride. C la branche à laquelle s'applique la soupape ou ventouse. D le bras dans lequel le levier dont on a parlé est assemblé à charniere par un boulon; ce levier s'étend au-delà de B où il est chargé d'un poids convenable à l'effort de la colonne d'eau qui comprime l'air renfermé; le même poids sert dans tous les cas en le faisant glisser le long du levier, comme le long d'une romaine. Les moulures circulaires que l'on voit aux deux côtés de la branche, servent seulement d'ornement. Les tuyaux sans branche & sans bras sont construits de la même maniere & dans les mêmes dimensions.
15. Coupe d'un des corps de pompe foulante du second & troisieme relai de la machine de Marli. Ces corps de pompes sont dans la situation verticale, le bout le plus large A tourné en en bas, l'autre extrémité F terminée par une bride circulaire percée de six trous, est raccordée avec le tuyau montant par une branche de figure convenable à l'emplacement; les pistons portés par des étriers font effort pour soulever le corps de pompe; c'est pour empêcher ce mouvement que l'on a pratiqué les portées B, C, D, qui sont embrassées par des moises de fer attachées solidement à la charpente du puisard.
La fig. 16. & les suivantes dans tout le reste de la Planche, sont relatives à la maniere de mouler un tuyau a brides exagones dans les chassis à platines; j'ai pris pour exemple le tuyau d'un pié de diametre intérieurement, lequel est représenté, fig. 11, de la Planche précédente; ce qui sera dit sur la maniere de mouler ce tuyau, fera entendre, à peu de chose près, comment il faut s'y prendre pour les autres.
16. Modele du corps du tuyau & des brides. Le modele du corps du tuyau est composé de deux parties A & B de trois piés de long, non compris les parties x y, & X Y qui représentent les extremités du noyau; le diametre du corps du tuyau est de douze pouces plus le double de l'épaisseur que l'on veut donner au tuyau, laquelle, dans notre exemple, est de douze lignes; ainsi le diametre extérieur du corps du tuyau est de quatorze pouces, & le diametre extérieur des parties x y, X Y, qui ont le diametre de l'intérieur du tuyau, est de douze pouces, les deux parties du modele se joignent par leurs faces planes au moyen des gougeons 1 & 2 dans la piece B, ce qui les maintient en état. a c e; 1, 2, 3; 1, 2, 3; 4, 5, 6 les modeles des quatre demi-brides; ces modeles qui sont ceintrés en demi-cercle, & ont quinze lignes d'épaisseur, s'appliquent sur les parties x y, X Y du modele du corps, & contre les ressauts du modele.
Le noyau étant préparé, ainsi qu'il a été dit, on fera le moule en cette maniere.
17. Sur la planche à mouler on placera un des chassis: le chassis formé de planches de pouce & demi d'épaisseur, aura intérieurement vingt pouces de large sur dix de profondeur; sa longueur aussi prise intérieurement sera de trois piés neuf pouces ou environ; les côtés assemblés à queue d'hironde, seront fortifiés par des équerres de fer: chacun des longs côtés sera percé de deux mortaises de trois pouces de large pour recevoir les tenons des platines, fig. 19. Ces mortaises seront éloignées l'une de l'autre de la quantité dont on veut que soit la longueur du tuyau, l'épaisseur des brides comprises: dans l'exemple cette longueur est de trois piés deux pouces & demi, les brides devant avoir quinze lignes d'épaisseur, & le tuyau trois piés juste entre les brides; ayant donc placé un de ces chassis sur la planche à mouler, le côté qui a des trous, pour recevoir les gougeons du second chassis, tourné en dessous, on prendra le demi-modele A, fig. 16, on le posera sur la planche à mouler, en sorte que ses parties x y passent sous les ceintres des platines qui doivent s'y appliquer exactement, on prendra ensuite les modeles des deux demi brides a c e, 1, 2, 3, qui sont vis-à-vis les bouts du demi modele A, on les placera entre les ressauts du modele & les platines, de maniere que leurs extrémités inférieures a e s'appliquent à la planche à mouler; on assurera alors les platines avec des coins que l'on chassera dans les mortaises pour faire serrer les platines contre les modeles des demi-brides, & les demi-brides contre le modele du tuyau; en cet état, & après avoir saupoudré de frasin ou charbon pilé, le chassis sera en état de recevoir le sable que l'on tassera avec la batte, & qu'on arasera avec la regle, ainsi qu'il a déja été expliqué.
Cette moitié du moule ainsi faite, on la tournera sens-dessus-dessous sur la planche à mouler, & ayant adapté le second chassis, celui qui porte des gougeons, la seconde partie B du modele, & aussi les modeles des deux demi-brides 1, 2, 3; 4, 5, 6, & saupoudré de frasin, on achevera le moule, comme la figure 18 le représente, à cela près que les parties m n de chassis comprises entre les platines & les traverses des mêmes chassis seront demeurées vuides; on percera alors avec le couteau ou la gouge cinq trous e f g h i pour servir de jets & d'évents; le premier & le dernier répondent aux brides, les trois autres au corps du tuyau que l'on doit découvrir, ainsi que les brides, dans l'étendue d'environ six lignes: la forme conique renversée que l'on donne aux jets & aux évents, facilite la rupture du métal superflu qu'ils renferment.
On séparera les deux moitiés du moule pour en retirer les modeles, ce qui se fera facilement: ayant desserré les platines, on ôtera d'abord les modeles de corps A & B, fig. 16, ensuite les modeles des demi-brides; on placera alors le noyau M N, fig. 17, qui s'emboîtera dans les entailles circulaires des platines. Les bouts quarrés de l'arbre a b du noyau entreront dans des entailles faites aux traverses du chassis, il restera alors un vuide entre le noyau N N, le sable c e & les platines, vuide égal & semblable au modele: on introduira alors six des douze chevilles de terre, dont on doit être pourvu (dont la fabrication sera expliquée ci-après, fig. 22), dans les trois trous de chacune des deux platines l, m, que l'on aura préalablement resserrées avec les coins; on tassera légerement du sable avec la main dans le vuide qui reste entre les platines & les extrémités du chassis, tant pour assurer les chevilles dans leurs trous, que pour empêcher le métal de couler dans cette partie: les chevilles doivent traverser tout le vuide que les modeles des demi-brides occupoient avant qu'elles fussent retirées, & même entrer légerement dans le sable qui leur est opposé; c'est pourquoi il seroit très-bon que chaque cheville portât une pointe de fer qui lui serviroit d'axe, le bout de la cheville étant alors coupé quarrément, elle seroit aussi-bien assurée.
18. Chasfis de dessus ou seconde moitié du moule dans lequel on a pratiqué les jets & les évents e f g h i; on a rempli de sable les extrémités m n du chassis, après avoir introduit les six chevilles de terre de cette moitié du moule. l k, l i les platines qui soutiennent les chevilles de terre. Dans cette figure & dans la précédente, on a supprimé les coins qui assurent les tenons des platines, pour mieux laisser voir les mortaises dans lesquelles elles sont mobiles; ces deux figures rapprochées & appliquées l'une sur l'autre composent le moule, qui dans cet état est prêt à recevoir la fonte.
19. Les platines de fonte dont on a parlé, vûes en plan & perspective. A B platine du chassis de dessus. C D platine du chassis de dessous; les demi-cercles doivent embrasser exactement le noyau. 1, 2, 3, 4, 5, 6, les six trous pour recevoir autant de chevilles de terre qui servent à percer les oreilles ou brides. a b platine du chassis de dessus en perspective. c d platine du chassis de dessous vûe de la même maniere.
20. Plan du chassis de la figure 17. c'est le chassis de dessous posé sur la planche à mouler. a b arbre de fer du trousseau du noyau. N N le noyau. c e, c e le vuide où doit couler le métal du corps du tuyau. e c, e c le vuide traverse par les chevilles de terre où doit couler le métal pour former les brides. C D, C D les platines dans les trous desquelles les chevilles de terre sont arrêtées.
21. Coupe transversale du moule près de la partie extérieure des platines. a b ligne de séparation des deux chassis ou parties du moule. O P planche à mouler. C D platine du chassis de dessous. A B platine du chassis de dessus. c axe de fer du trousseau. d le trousseau. e la torche qui l'entoure. f la terre qui entoure la torche. 1, 2, 3, 4, 5, 6, les six trous des platines pour recevoir les chevilles de terre.
22. Moules & chevilles de terre; pour former les chevilles il faut avoir deux demi-cylindres de bois b e, cannelés dans toute leur longueur; les deux moitiés de eylindres creux étant réunies & préalablement saupoudrées de frazil, & ayant de la terre de qualité convenable mêlée de boure ou de crotin de cheval, on emplira le moule avec un bâton, on foulera la terre jusqu'à ce que la cheville ait pris une consistence convenable, on séparera les deux coquilles ou moitié du moule, & on aura une cheville de terre a qu'il faut laisser sécher à l'ombre; on fabrique à la fois un grand nombre de ces chevilles que l'on fait recuire avant de s'en servir dans les moules des tuyaux.
PLANCHE XII.
Cette planche contient les différentes sortes de tuyaux à branches du calibre de huit pouces; ceux d'un plus fort calibre se moulent de la même maniere.
Fig. 23. Coupe d'un tuyau de huit pouces à quatre oreilles. A B le tuyau de trois piés & demi de longueur, ainsi que tous ceux de cette planche. C la branche qui porte une bride semblable à celles des tuyaux pour se raccorder avec une autre conduite.
24. Coupe du noyau du tuyau précédent: on commence par former le noyau du tuyau sur l'arbre de fer A B, qui est percé d'une mortaise en C, pour recevoir le bras C D. a b, c d, la torche qui entoure l'arbre. 1, 2, 3, 4, la terre du noyau qui recouvre la torche. Après que le noyau du tuyau est achevé, on le perce pour découvrir la mortaise C, on y adapte le bras C D que l'on recouvre de torche e f, sur laquelle, avec un calibre ceintré, on arrange la terre 5, 6, qui forme le noyau de la branche; les noyaux doivent avoir plus de longueur que les tuyaux pour pouvoir être soutenus par les platines lorsqu'on met les noyaux dans les moules.
25. Le tuyau à branche entierement achevé. A B le tuyau. A son ouverture. C la branche. 1, 2, 3, 4, les quatre trous ou oreilles d'une des brides; la branche & l'autre extrémité du tuyau en ont une semblab'e.
26. Le modele dans les chassis. Le modele est composé de huit pieces, savoir deux demi-modeles de tuyau & de branche, chacun fait de deux pieces A B & C qui tiennent ensemble; plus, de six modeles de demi brides dont on ne voit que les trois du chassis de dessus. 1, 2; 1, 2 pour le tuyau, & m n pour la branche, les trois autres & l'autre demi-modele étant ensablés dans le chassis de dessous. E F, G H, I K les trois platines du chassis de dessus qui portent chacune deux des six chevilles de terre qui servent à percer les oreilles dans les brides de la moitié du moule comprise dans le chassis supérieur; il y en a autant dans le chassis de dessous. e f, g h, i k espaces vuides derriere les platines par lesquelles on introduit les chevilles de terre dans leurs trous après avoir ôté tous les modeles; on remplit ensuite ces espaces avec du sable que l'on tasse légerement avec la main pour assurer les chevilles; avant de retirer les modeles on forme sept jets ou évents, cinq sur le tuyau, dont deux répondent aux brides, les deux autres jets sont sur la branche, à la bride de laquelle on a soin d'en faire convenir un. a b, D les extrémités des arbres de fer qui portent le noyaux; ces arbres des noyaux ne devroient pas paroître dans les fig. 26, 30, & 34, on les a mis seulement pour faire connoître comment les noyaux sont placés après que l'on a ôté les modeles, & que leurs extrémités excedent au-dehors des platines; les chambres F G & H I restent vuides, tant pour aléger le moule que parce que leur remplissage est inutile.
27. Coupe d'un tuyau à branche dont un des bouts est coupé obliquement pour servir à tourner une conduite de droite à gauche ou au contraire, ou de haut en bas ou dans le sens opposé; on fait aussi de semblables tuyaux sans branche. A B le tuyau. C la branche.
28. Noyau du tuyau précédent. A B noyau du tuyau. C D noyau de la branche.
29. Le tuyau oblique & à branche entierement achevé & représenté en perspective. A B le tuyau. C la branche. 1, 2, 3, 4, les quatre oreilles de la bride oblique, l'autre bride du tuyau & celle de la branche sont perpendiculaires.
30. Modele du tuyau oblique à branche dans le chaffis, A B C demi-modele du tuyau & de la branche dans le chassis de dessus non encore rempli de sable. 1, 2: 1, 2, demi-modeles des brides du tuyau. m n demi-modele de la bride de la branche, A B D extrémités des axes de fer des noyaux du tuyau & de sa branche; ces barres de fer ne doivent pas paroître, puisqu'on ne met les noyaux qu'après avoir retiré tous les modeles. E F, G H, I K les platines du chassis de dessus. e f, g h, i k espaces derriere les platines par lesquelles on introduit les chevilles de terre du chassis de dessus; après que tous les modeles sont retirés du moule & que le noyau est placé, les chevilles du chassis de dessous se mettent en place avant de mettre le noyau. F G, H I chambres qui restent vuides.
31. Coupe d'un tuyau à brides droites & à deux branches. A B le tuyau. C, D les deux branches.
32. Noyau du tuyau précédent & de ses deux branches. A B noyau du tuyau. C, D noyaux des branches.
33. Le même tuyau entierement achevé. A B le tuyau. C, D les branches. Le modele de ces sortes de tuyaux est composé de dix pieces; deux demi-modeles de tuyau & des deux branches; plus, huit modeles de demi-brides: on peut donner de l'obliquité à celles des brides que l'on veut du corps du tuyau, ou à l'une & à l'autre des deux branches, selon le besoin.
34. Modeles du tuyau à deux branches dans le chassis de dessus. A, B, C, D, extrémités des axes de fer des noyaux, lesquelles ne devroient pas paroître; a b c d modele du tuyau & de ses deux branches, 1, 2: m, n: m, n: 1, 2, demi-modele des brides de la moitié du modele contenue dans le chassis de dessus. E F, G H, I K, platines dont les entailles demi-circulaires embrassent les noyaux; la platine G H a deux entailles circulaires pour embrasser les deux noyaux des branches; e f, g h, i k, espaces vuides par lesquels on introduit les chevilles de terre dans les trous des platines, après que le noyau est placé. On remplit ensuite ces parties avec du sable que l'on tasse à la main pour assurer les chevilles, & les moules sont en état de recevoir la fonte.
Il résulte, 1°. de tout ce qui a été dit sur les figures de ces deux dernieres Planches, que le moule complet d'un tuyau à brides ou oreilles est composé de deux chassis, de quatre platines de fonte pour porter les chevilles de terre, & d'autant de chevilles de terre que les platines ont de trous; ce nombre est douze dans l'exemple de la Planche XI. & que les pieces qui composent le modele sont au nombre de six, comme il a déjà été remarqué; 2°. que le moule complet d'un tuyau à branche est composé de deux chassis, de six platines, & de douze chevilles de terre, les brides dans l'exemple de la Planche XII. n'étant percées que de quatre trous; les pieces qui composent le modele sont au nombre de huit, savoir deux demi-modeles de tuyaux à branche, & six demi-modeles de brides; 3°. que le moule complet d'un tuyau à deux branches, comme celui, fig. 33. est composé de deux chassis, de six platines, & de seize chevilles de terre; les pieces qui composent le modele étant au nombre de dix, savoir deux demi modeles de tuyau à double branche, & de huit modeles de demi-brides.
On fait aussi des tuyaux courbes, c'est-à-dire que leur axe est ceintré en arc de cercle, les noyaux se font à la main en se servant d'un calibre; le modele se fait en terre aussi-bien que la chape. Voyez ci-devant moulage en terre.
On fait aussi des tuyaux à trois branches pour les pompes dont les manivelles sont à tiers point.
QUATRIEME SECTION. De la Forge.
PLANCHE Iere. Plan général d'une forge à deux seux.
APre's que le minerai a été fondu dans le fourneau & coulé en gueuse, comme il a été expliqué dans la seconde section, on transporte les gueuses ou fers cruds à la forge pour les recuire, & obtenir par cette opération un fer malléable.
La forge à deux feux & deux marteaux est composée de trois halles, A A, B C, & D D: celle du milieu B C a intérieurement huit toises de long sur sept de large. La largeur de cette halle est égale à la longueur des deux autres halles. A A, D D des tines à recevoir le charbon; la largeur de ces deux dernieres halles est d'environ quatre toises. A, B, C, D, portes extérieures & portes de communication des trois halles placées dans le même alignement. E E, E E autres portes extérieures des deux halles à charbon, F, F deux portes de la halle du milieu ou de la forge, G G autres portes de communication des halles à charbon à la forge.
Il y a quatre roues, deux destinées à faire mouvoir les marteaux, les deux autres pour faire agir les soufflets des deux feux; l'eau introduite par un canal souterrein H I au haut de la planche se distribue dans la huche de charpente, & de-là tombe par des empellemens particuliers sur la roue du marteau & sur celle des soufflets; K empellement que l'on ouvre de dedans la forge pour donner l'eau à la roue L de l'équipage à double harnois qui meut les soufflets. a c tourillons de l'arbre de cette roue qui est à augets, l'eau y étant portée par le dessus. b lanterne fixée sur le même arbre, e hérisson fixé sur l'arbre des soufflets. f cet arbre garni de six cames disposées trois à trois en tiers point. d e les tourillons du même arbre. 8, 9, les soufflets dont les buzes sont dirigées dans la tuyere du foyer z. 7 petite porte par laquelle on introduit les gueuses dans le foyer en passant sous la huche dont le fond est élevé au-dessus du sol de l'attelier. 6 le basche plein d'eau, dans lequel on rafraîchit les outils, c'est aussi par l'ouverture dans laquelle le chiffre 6 est placé, que l'on manœuvre avec un gros ringard pour faire avancer la gueuse dans le foyer, 5 billot de bois ou bloc de pierre adossé au pilier quarré qui soutient la cheminée de la forge; sur ce bloc est posée l'écuelle à mouiller.
L'autre empellement M que l'on peut ouvrir tant & si peu que l'on veut de dedans l'intérieur de la forge, distribue l'eau sur la roue N de l'arbre de la roue du marteau que l'on a supprimé dans cette figure. O partie du coursier du côté d'aval par lequel l'eau superflue qui a fait tourner les roues s'écoule. Y l'arbre du marteau garni de quatre bras revêtus par des pieces de bois que l'on nomme sabots. y 3, tourillons de l'arbre de la roue du marteau; 3 représente aussi une vieille enclume couchée sur le côté faisant la fonction du chevalet décrit dans la section précédente. w l'enclume posée dans son stock. h plan de la grande attache. i espace de deux piés & demi entre la grande attache & le court carreau. k le court carreau. 1 & 2 les mortiers qui reçoivent les jambes du marteau. p le refouloir. m plan de la petite attache, n plan d'un poteau qui soutient la ferme du comble, r piece de bois couchée par terre, contre laquelle on appuie les tenailles, s banc pour reposer les ouvriers, t autre piece de bois sur laquelle on pose les ringards qui servent à la chaufferie.
L'autre forge & chaufferie ne differe de celle que l'on vient d'expliquer, qu'en ce que la roue du marteau est à aubes & reçoit l'eau par-dessous, & que le basche est au-dehors de la cheminée. P p P, canal souterrein qui conduit l'eau à la roue du marteau. P empellement qui fournit l'eau à la roue; on peut ouvrir cet empellement tant & si peu que l'on veut de dedans la forge au moyen d'une bascule qui y répond. P Q la roue de l'arbre du marteau. X cet arbre garni de quatre bras revêtus de sabots. x 3 les tourillons de cet arbre; 3 vieille enclume tenant lieu de chevalet pour porter l'empoisse qui reçoit le tourillon, h plan de la grande attache, i espace de deux piés & demi entre la grande attache & le court carreau. 1 & 2 plan des jambes. 1 la jambe dite sur l'arbre. 2 la jambe dite sur la main. 4 le manche du marteau, u le marteau posé sur l'enclume; dans cette figure le manche est mal formé, & il y manque la braye qui l'environne dans l'endroit où les bras de l'arbre le rencontrent.
L'équipage des soufflets qui est à double harnois est en tout semblable à celui de l'autre chaufferie, V u, R, V canal souterrein qui conduit l'eau à la roue des soufflets, R empellement que l'on tient ouvert pour laisser entrer l'eau dans la huche R S; S empellement particulier de la roue des soufflets, T cette roue qui est à augets & reçoit l'eau par-dessus, a c l'arbre de la même roue. b lanterne qui engrene dans l'hérisson e de l'arbre des soufflets, f l'arbre des soufflets garni de six cames disposées en tiers-point pour faire lever alternativement les soufflets, d g les tourillons de l'arbre des soufflets, 8, 9 les soufflets dont les buzes entrent dans la tuyere de la chaufferie pratiquée dans la cheminée Z, 7 ouverture par laquelle on introduit les gueuses qui passent par-dessous la huche & sur le pont de planches qui recouvre en partie le coursier de la roue du marteau du côté d'aval. 6 le basche pour raffraîchir les ringards; il est placé hors de la cheminée: c'est aussi par l'ouverture 6, entre le pilier qui soutient la cheminée & le mur de clôture de la forge, que l'on place le gros ringard qui sert à avancer ou reculer la gueuse vers le foyer, 5 billot ou bloc de pierre sur lequel est posé l'écuelle à mouiller, o refouloir de la chaufferie, Z ce refouloir qui, ainsi que le refouloir p de l'autre chaufferie, est une plaque de fonte posée à fleur du sol de la forge; les deux refouloirs communiquent l'un à l'autre par une longue plaque de fonte sur laquelle on peut traîner les pieces d'un refouloir à l'autre, r piece de bois contre laquelle on appuie les tenailles, s banc pour reposer les ouvriers, t autre piece de bois pour poser les ringards, n plan du pilier qui soutient une ferme du comble, m plan de la petite attache du drosme de l'autre forge. L'eau qui a fait tourner la roue du marteau & la roue des soufflets s'écoule par les canaux souterreins W, W, qui ainsi que le canal O aboutissent au sous-bief, V empellement de décharge pour évacuer l'eau du bief supérieur lorsqu'elle vient avec trop d'abondance ou que la forge est en chomage, F, E, E, G, différentes portes tant de la halle au charbon D D que de la forge.
PLANCHE II.
Coupe longitudinale de la forge & des deux halles à charbon par le milieu des portes A, B, C, D", marquées des mêmes lettres dans la Planche précédente, A A halle à charbon, E, E, portes pour amener le charbon dans la halle, F" porte pour sortir de la forge, F ressort ou perche flexible suspendue à une autre perche par une S ou crochet de fer; cette seconde perche ainsi que le ressort porte d'un bout dans le mur de la halle, & de l'autre sur un des entraits qui supportent le comble de la forge, l'extrémité du ressort suspend le balancier D des soufflets 8 & 9 aux extrémités duquel ils sont suspendus par les doubles crochets, g arbre de la roue des soufflets; on voit les trois cames qui abaissent alternativement le soufflet antérieur, 10 ouverture dans le comble par laquelle passe la bascule qui répond à l'empellement K dans la Planche précédente; cette bascule abaissée ou élevée par le moyen d'une bielle pendante près le pilier a f de la chaufferie produit un effet opposé sur la pelle de l'empellement K, on modere de cette maniere le jeu des soufflets, que l'on peut même arrêter totalement en élevant l'extrémité de la bascule qui est en-dedans de la forge.
La cheminée z, z z de la forge est quarrée, son tuyau de meme forme traverse le toît, elle doit être fondée sur un terrein sec & solide; au défaut de la premiere condition on pratique une voute sous le creuset, comme il a été dit dans la section des fourneaux; les piliers a f, c b qui soutiennent le devant de la cheminée, doivent être construits solidement en quartiers de pierre, ou pour le mieux en plaques de fer coulées de forme & de grandeur convenables que l'on assied les unes sur les autres avec du mortier, les piliers portent les marastres e f h ou bandes de fer fondues exprès, e la marastre du devant, f h les marastres en retour, la premiere du côté de la tuyere, la seconde du côté du contre-vent, dont le dessous est entierement ouvert; c'est sur ces trois marastres & le mur de clôture que sont elevés les quatre murs qui forment la cheminée; le devant est encore garni d'une marastre a b posée obliquement, sur laquelle on construit un petit mur d d pour garantir les ouvriers de la grande ardeur du feu, & mieux renfermer les vapeurs, fumées, & étincelles de charbon dans la capacité de la cheminée; l'élévation de la marastre a b est en a d'environ quinze pouces au-dessus de la plaque qui forme le devant du creuset, & de l'autre côté en c b l'élévation est de trois piés, la distance entre les piliers du devant est de six piés, & la largeur de la cheminée prise de dehors en-dehors est de neuf piés, les piliers ayant dix-huit pouces d'épaisseur; cette largeur de neuf piés est égale à la profondeur de la cheminée depuis le devant jusqu'au mur où elle est adossée, l'espace vuide au-dessous de la marastre en retour h qui est celle du côté du contre-vent est de cinq piés de haut, la marastre étant posée à six piés au-dessus du rez-de-chaussé; la hauteur de l'aire de la chaufferie au-dessus du rez-de chaussée est de douze pouces.
Le chiffre 7 indique l'ouverture pratiquée dans le mur du fond de la cheminée par laquelle on introduit la gueuse que l'on doit affiner. Le chiffre 6 indique une fourchette ou y grec, dans laquelle on décrasse les ringards qui ont été plongés dans le creuset, & qui en ont rapporté du fer fondu, cette fourchette est plantée dans la plaque qui forme le devant de l'aire de la chaufferie; au-dessous de cette plaque est une petite embrasure au fond de laquelle est le chio, par lequel on donne écoulement au laitier superflu, ou à la fonte dans les macérations; cette embrasure est notée par le chiffre 13.
A-travers la partie ouverte de la forge comprise entre la cheminée & le mur c, on voit une partie de la huche M qui fournit l'eau à la roue N à augets de l'arbre du marteau; on voit au-devant les principales pieces qui composent l'ordon du marteau. 11 sommet de la grande attache. 4 & 5 bras buttans de la grande attache; ces pieces s'assemblent à tenons & embreuvement dans les faces latérales de la grande attache, & par le bas dans une sabliere, ou sur les traversines qui embrassent le pié de la grande attache. *D coupe du drosme. 1 & 2 les deux jambes, la premiere la jambe sur la main, la seconde la jambe sur l'arbre. Le chiffre 2 indique aussi l'extrémité du ressort & la tête du marteau qui est posé sur l'enclume W. 15 la hus ou hurasse qui embrasse le manche du marteau. 12 la clé tirante qui réunit les jambes, & les serre dans les entailles du drosme. Sous le drosme il y a un morceau de bois dans l'entaille duquel la clé passe; ce morceau de bois se nomme tabarin. 14 coins qui servent à fixer la partie inférieure des jambes dans les mortiers de la croisée. 3 tourillon & empoisse de l'arbre de la roue du marteau; l'arbre est garni de quatre bras, chacun revêtus d'un sabot qui est fixé par un anneau de fer, dans lequel on force autant de coins qu'il est nécessaire pour rendre le tout inébranlable. C porte pour communiquer à la halle à charbon de l'autre chaufferie. D D halle à charbon D" porte extérieure de la halle.
Bas de la Planche.
Toutes les figures représentent en perspective les différentes pieces tant visibles que cachées qui composent l'ordon, dessinées sur une échelle double.
Fig. 1. Parties des traversines que l'on a fracturées, leur longueur n'ayant pas pu tenir dans la Planche, on y voit les entailles A qui embrassent le collet de la grande attache; ces traversines ont douze pouces d'équarrissage.
2. Le pié d'écrevisse, forte piece de bois fourchue; les fourches a & b qui portent sur les traversines embrassent le bas de la grande attache, qui est reçue dans l'entaille e; du fond de l'entaille c jusqu'à l'extrémité d de la mortaise d e il y a deux piés & demi, la mortaise d e de deux piés de long, six pouces de large, reçoit le tenon inferieur du court carreau de même dimension. Le collet g est reçu dans une entaille pratiquée au milieu de la croisée dans laquelle le pié d'écrevisse est encore retenu par la tête f.
3. A La grande attache vue par le devant & par le côté de l'arbre de la roue du marteau, la grande attache a dix-huit ou vingt pouces d'équarrissage sur environ dix-huit piés de longueur: la tête k passe au-dessous des traversines qui embrassent le collet C c. La partie quarrée au-dessus du collet est embrassée par les fourches du pié d'écrevisse. E mortaise embrevée qui reçoit un des bouts du culard. D mortaise qui reçoit l'extrémité du ressort. F G mortaise de trois piés de long sur six pouces de large pour recevoir le tenon du drosme. H une des mortaises embrevées pour recevoir la partie supérieure des bras butans de la grande attache; le haut est terminé en pointe pour mieux égoutter les eaux pluviales.
3. B La même grande attache vue par le côté de la jambe sur la main, & le côté de la jambe de taupe opposée au devant. k la tête. C c collet qui est embrassé par les traversines qui sont au-dessous. f g mortaise pour recevoir le tenon du drosme vue du côté de la sortie du tenon. H mortaise embrevée pour recevoir le bras buttant du côté de la main. g i autre mortaise aussi embrevée pour recevoir le bras buttant, dit de la taupe, sur laquelle il porte par son extrémité inférieure.
Le court carreau & le culard.
4. Le court carreau de deux piés d'équarrissage a six ou sept piés de long, non compris les tenons A & E de six pouces d'épaisseur. Le tenon A est reçu dans une mortaise de deux piés de long sur six pouces de large, pratiquée à la face inférieure du drosme, & le tenon E est reçu dans la mortaise d e du pié d'écrevisse qui est au-dessus. B mortaise de douze pouces en quarré pour recevoir la queue du ressort, fig. 10. Cette mortaise est percée d'outre en outre & un peu en montant pour suivre la direction du ressort. C autre mortaise qui traverse aussi d'outre en outre les faces latérales du court carreau pour recevoir la clé du ressort; cette mortaise qui a dix pouces de haut sur six pouces de large, a son fond horisontal élevé de deux piés au-dessus du rez-de-chaussée, ou de la surface supérieure du pié d'écrevisse; l'autre mortaise est un peu plus élevée. D mortaise embrevée de dix pouces de haut, ayant huit pouces de large, pour recevoir le tenon 2 du culard F aussi de huit pouces de large & dix pouces de haut sur deux piés & demi de long, ce qui est la distance entre la grande attache & le court carreau. 1 autre tenon du culard pour être reçu dans la mortaise E de la grande attache. Le culard dont la situation est horisontale, est élevé de douze pouces au-dessus du pié d'écrevisse.
5. Le drosme, forte piece de charpente d'environ trente piés de long, non compris les tenons qui sont à ses extrémités, deux piés d'equarrissage au gros bout en *D, réduits à vingt pouces de l'autre côté en D. A B le tenon qui est reçu dans la mortaise F G de la grande attache, dont on remplit le vuide avec des coins qui compriment le drosme sur le court carreau. *D partie du drosme à la face inférieure duquel s'assemble le tenon A du court carreau de deux piés de long sur six pouces d'épaisseur, & autant de longueur dans une mortaise des mêmes dimensions: cette partie a quatre piés & demi de long, deux piés pour le court carreau qui affleure les entailles ou encoches C D du drosme; les deux autres piés & demi sont pour l'espace qui est entre le court carreau & la grande attache: les entailles E destinées à recevoir le haut des jambes ont vingt pouces de long de C en D, & six pouces de profondeur, en sorte que le bois qui reste entre les deux encoches a un pié d'épaisseur: la partie F ou D de vingt pouces d'équarrissage, est terminée par un tenon G de six pouces d'épaisseur, qui est reçu dans la mortaise de la petite attache, fig. 12.
6. La croisée, la clé tirante & le tabarin. A B la croisée de sept piés de long sur dix-huit ou mieux vingt pouces d'équarrissage. c mortier ou cavité pour recevoir l'extrémité inférieure de la jambe sur l'arbre, cette ouverture a dix pouces de large, autant de profondeur, & douze pouces de longueur dans le sens A B: ses bords sont garnis de bandes de fer affermies par les cerceaux 1, 6; 2, 7 de même métal. d entaille ou encoche d'un pié de large sur huit pouces de profondeur, pour recevoir le collet g du pié d'écrevisse, fig. 2, qui a les mêmes dimensions: e autre mortier de même largeur & profondeur que le précédent, ayant dix-huit pouces de longueur; c'est dans ce mortier qu'est reçue la partie inférieure de la jambe sur la main, où, ainsi que l'autre jambe, elle est fixée par des coins: les bords de ce mortier sont aussi garnis de bandes de fer retenues par les cerceaux 3, 8; 4, 9. Les mortiers sont éloignés de dix-huit pouces de part & d'autre du milieu de l'entaille d, en sorte que l'espace qui les sépare est de trois piés. Les encoches que l'on voit au-dessous de la lettre f & près le chiffre 5, sont destinés à recevoir les longrines enterrées qui fortifient tout l'assemblage de la fondation de l'ordon: ou-bien si les longrines se rencontrent sous les mortiers, comme on le voit dans la Planche suivante, on fait les encoches peu profondes à la face inférieure de la croisée entre les cercles ou anneaux 6, 7, & ceux désignés par les chiffres 7 & 8.
La clé tirante qui est représentée au-dessus, laquelle traverse les jambes, a six pouces de haut sur trois pouces de large: la tête a est plus large; elle est percée d'une mortaise b c pour recevoir une autre clé qui la tient en état, en faisant appliquer les jambes au fond des entailles du drosme.
Au-dessus est le tabarin f d de dix-huit pouces de long, d'une largeur égale à ce qui reste de bois au drosme, après que les encoches ou entailles sont faites. Son épaisseur est de six pouces. L'entaille c de trois pouces de large & autant de profondeur reçoit la partie de la clé qui est entre les jambes, en-sorte que le tabarin qui s'applique à la face inférieure du drosme empêche qu'il ne soit meurtri par le contact immédiat de la clé tirante qui l'auroit bientôt endommagé sans l'intermede du tabarin que l'on renouvelle aisément, & dont la dépense n'est en rien comparable à celle d'un drosme.
7. Les jambes. A B la jambe sur l'arbre vue par sa face intérieure relativement à la jambe opposée C D qui est la jambe sur la main; les jambes ont dix pouces d'équarrissage réduits à sept pouces vers le haut A & C qui se place dans les entailles du drosme; le bas des jambes qui entre de dix pouces dans les mortiers de la croisée est également réduit à sept pouces pour laisser place aux coins avec lesquels on les affermit.
Chaque jambe est percée de deux mortaises de quinze pouces de long, cinq pouces de large & quatre pouces de profondeur, pour recevoir les boîtes de fonte qui servent de crapaudine à la hus ou hurasse du marteau; la partie inférieure de ces mortaises est élevée de huit pouces au dessus de l'ouverture des mortiers ou 18 pouces au dessus de leurs fonds où descendent les exrémités B D des jambes: ces mortaises ou encastrures sont bordées de bandes de fer assujetties par les cerceaux 1, 2; 3, 4; 5, 6, 7, 8 chassés à force; les supérieurs par le haut des jambes qui est un peu piramidal, & les inférieurs par le bas où la dépouille est encore plus sensible. Plus haut & au niveau de la face inférieure du drosme sont percées d'outre en outre des mortaises E F, pour recevoir la clé tirante qui affermit les jambes contre le drosme. G & H sont les deux boîtes de fonte de dix à douze pouces de longueur sur quatre pouces d'épaisseur, & cinq de largeur comme les mortaises des jambes; la longueur des boîtes est moindre que celle des mortaises afin de pouvoir les élever par des calles à la hauteur convenable pour que l'aire du marteau soit parallele à celle de l'enclume à la distance de l'épaisseur des fers que l'on veut fabriquer. Chaque boîte est creusée de deux cavités pour recevoir les pivots de la hurasse du marteau: on pratique deux cavités à chaque boîte pour, lorsque l'une est trop aggrandie par le frottement de la hurasse, se servir de l'autre sans être obligé de fondre de nouvelles boîtes; pour cela il suffit de les tourner du haut en-bas dans leurs mortaises: lorsqu'elles sont entierement hors de service, on les brûle à la forge pour en faire du fer; il en est de même de toutes les autres pieces de fonte qui deviennent inutiles dans les forges.
8. La hus ou hurasse représentée en plan & en perspective. La hurasse qui est de fer forgé & d'une seule piece a trois parties. L'anneau C qui reçoit le manche du marteau a dix à onze pouces de diametre, un & demi d'épaisseur sur six pouces de largeur. Des deux pivots A & B, le premier de trois pouces de longueur se nomme le court-bouton, il est reçu dans la boîte de la jambe sur l'arbre; le second de vingt pouces de longueur, que l'on nomme la grande branche, est reçu dans la boîte de la jambe sur la main. a b la hurasse en perspective. c l'anneau qui reçoit le manche du marteau, que l'on y affermit avec des coins de fer.
9. Le manche du marteau, le mareau & la braie. A B le manche du marteau de dix à 12 pouces d'équarrissage dont les arêtes sont abattues. La partie A est reçue dans l'anneau de la hurasse, où elle est affermie par des coins de fer chassés à force dans le bois. La partie B formée en tenons de 6 pouces d'épaisseur, estreçue dans l'œil C du marteau, dont la panne D doit être parallele à l'aire de l'enclume. Le tenon B est un peu plus large en B pour mieux retenir le marteau, dont l'ouverture C est un peu plus longue du côté de la sortie du tenon que du côte de l'entrée: on remplit le vuide de cette ouverture, après que le tenon du manche y est placé avec des coins de forme convenable que l'on y chasse à force. Le tenon B est aussi percé obliquement d'une mortaise a dans laquelle on chasse à force une clé de fer qui fait appliquer le marteau contre la racine du tenon, en sorte qu'il soit solidement fixé au manche, ainsi que le manche l'est à la hurasse. E est la braie, platine de fer qui entoure le manche pour le garantir de l'usure que le frottement des sabots des bras de l'arbre y occasionneroit sans cette précaution. La braie est représentée séparément & étendue à plat en F G au-dessus du marteau. F l'anneau dans lequel l'autre extrémité G qui est arrondie doit entrer. Pour mettre la braie en place, on la fait rougir au feu, elle ploie alors aisément: le bout rond G ayant été passé dans l'œil E, on rabat ce même bout, & la braie se trouve fixée.
10. Le ressort de bois d'hêtre ou de frêne de neuf pouces d'équarrissage. a la queue du ressort, laquelle après qu'elle a traversé le court carreau, est reçue dans la mortaise D de la grande attache. Le ressort devroit être entaillé en-dessous vers b pour recevoir la clé traversante qui passe par la mortaise C du court carreau. b c partie élégie du ressort pour lui donner la flexibilité convenable. d tête du ressort qui repousse le marteau.
11. L'enclume en élévation & en perspective & élévation du marteau. Le corps quarré de l'enclume a dix-huit pouces d'équarrissage, & deux piés de long. La partie M ou m entre de douze pouces dans le stoc; la partie trapezoïdale a seize pouces de hauteur. L'aire L ou l a quatre pouces de largeur. La tête H du marteau a douze pouces en quarré: la mortaise I qui reçoit le tenon du manche a dix-huit pouces de longueur & six pouces de largeur; le dessus de la mortaise a deux pouces d'épaisseur: la longueur totale du marteau depuis la tête H jusqu'à la panne K de quatre pouces de largeur, & d'une longueur égale à l'aire de l'enclume est de deux piés & demi.
12. La petite attache qui soutient le drosme, & reçoit son tenon G. A D la petite attache. B C la mortaise de six pouces de large, qui reçoit le tenon du drosme. G, H deux moises ou traversines qui embrassent le collet de la petite attache. B le bossage au-dessous du collet & des moises. E, F clés qui assemblent les moises. F tête d'une des clés. F queue de l'autre clé retenue par une clavette. K bras buttant qui soutient la petite attache du côté opposé au drosme.
PLANCHE III.
Fig. 1. Coupe transversale de la forge & des coursiers où sont placées les roues, vue du côté d'amont. C & G portes de communication de la forge à la halle à charbon. Z Z & Z', Z" Z" cheminées des chaufferies; la premiere est vue par le côté des soufflets, la seconde par le côté du contrevent qui est ouvert. 6 endroit où le forgeron place le gros ringard qui sert à avancer la gueuse dans la chaufferie. b c pilier isolé entre le devant de la cheminée & le côté du contrevent. c bout de la marastre qui soutient le devant. 5 billot sur lequel on pose l'écuelle à mouiller. h k bielle pendante à l'extrémité de la bascule k m mobile en o sur un boulon qui la traverse aussi-bien que la fourchette dans laquelle elle est reçue. n extrémité de la pelle K qui fournit l'eau à la roue L de l'équipage à double harnois des soufflets. b la lanterne qui engrene dans l'hérisson e fixé sur l'arbre des soufflets: les bascules qui levent les empellemens des roues des marteaux, sont disposées de la même maniere, comme on le voit en h k P m. P extrémité supérieure de la pelle qui fournit l'eau à la roue de l'arbre X du marteau, Planche 1, roue qu'on ne voit pas dans la figure. S empellement que l'on leve sans bascule ou avec une bascule pour donner l'eau de la huche à la roue T à augets de l'équipage à double harnois des soufflets. b lanterne qui engrene dans l'hérisson e e de l'arbre f qui meut les soufflets. d g les tourillons de l'arbre. 8 & 9 les soufflets vus par la tête. 8 & 9 indiquent aussi les cames de l'arbre. D bascule aux extrémités de laquelle les volans des soufflets sont suspendus par de doubles crochets de fer. D F autre bande de fer qui suspend la bascule à la perche ou ressort F visible en sa longueur dans la Planche précédente. 4 le manche du marteau près le brayer qui reçoit le frottement des sabots des bras de l'arbre. 2 la tête du ressort; ce chiffre indique aussi la tête du marteau; le marteau est posé sur l'enclume W: on n'a point représenté le drosme dans cette figure ni la petite attache qui est placée derriere le poteau n qui soutient la charpente du comble. R empellement particulier que l'on ferme pour interdire à l'eau l'entrée de la huche. V empellement de décharge pour les eaux superflues du bief supérieur.
Bas de la Planche.
Plan du double grillage de charpente qui sert de fondation à l'ordon lorsqu'on ne trouve point un terrein assez solide, dessiné sur une échelle double, A B C D la premiere grille, A B, C D les longrines perpendiculaires à la longueur du courssier, A C, B D les traversines paralleles à la longueur du coursier; les longrines & les traversines de douze pouces d'équarrissage sont entaillées à mi-bois, les encoches des traversines sont reçues dans celles des longrines; on remplit les mailles ou creches de la grille avec des scories de fourneaux ou bien avec des cailloux ou pierres de meulieres que l'on pose à sec sans mortier. La seconde grille E F G H est construite comme la premiere, & également remplie de pierres seches; cette seconde grille fait retraite d'un pié tout-autour pour que la premiere lui serve d'empatement. I K, P Q: L M, N O chassis qui embrasse le pié du stock W de trois piés ou plus de diametre, h projection de la grande attache, k projection du court careau.
3. Aussi dessinée sur une échelle double, plan au rez-de chaussée de la fondation de l'ordon, E F, H K, G g, C D, longrines qui relient l'ordon avec le stock, L M, l m les moises qui embrassent le colet de la grande attache, h emplacement de la grande attache, k emplacement du court carreau; on a indiqué le pié d'écrevisse par des lignes ponctuées. A B la croisée encochée en-dessous pour recevoir les longrines G g, H K, dans les encoches desquelles elle est affermie par des coins, c mortier pour recevoir le pié de la jambe sur l'arbre, 1 & 2 cerceaux de fer qui assurent les bandes de même métal qui entourent le mortier, d entaille qui reçoit le pié de la jambe sur la main, 3 & 4 cerceaux de fer qui assurent la garniture de ce mortier, N O, P Q traversines encochées en dessous vis-à-vis les longrines & vis-à-vis les bras R S, r s du chassis qui embrasse le stock; les longrines & les bras du chassis sont aussi encochés à la rencontre des traversines. Le chassis est composé de deux fortes longrines R S, r s de quinze pouces d'équarrissage & deux traverses, T t, V u de même calibre assemblés à doubles tenons à queue d'hironde; on serre les traverses contre le stock en introduisant huit clés ou coins de bois derriere les tenons, en-sorte que les différentes pieces du chassis ne peuvent s'écarter en aucun sens les uns des autres, on continue de remplir le vuide qui peut se trouver entre les angles intérieurs du chassis & le stok avec autant de coins de bois que l'on enfonce verticalement, que ces espaces en peuvent recevoir. W chambre de l'enclume de dix-huit pouces d'équarrissage sur douze pouces de profondeur.
PLANCHE IV.
La vignette représente plusieurs ouvriers autour d'une chaufferie, & l'opération de refouler le renard; on voit aussi une partie de l'ordon, M la huche qui fournit l'eau à la roue de l'arbre du marteau, *D D le drosme, 12 le court carreau, 13 le ressort, 1 la jambe sur la main, 2 la jambe sur l'arbre réunies près du drosme par la clé tirante qui soutient le tabarin entre les deux jambes, 14 coins qui assurent la jambe dans son mortier, & au moyeu desquels on fait convenir la panne du marteau avec l'aire de l'enclume, 15 hus ou hurasse dans laquelle le manche du marteau est affermi, 4 la braye qui entoure le manche du marteau; on voit la clé qui le retient passee obliquement dans le tenon ou emmanchure après qu'il a traversé l'œil, W l'enclume sur laquelle pose le marteau.
La chaufferie ou cheminée z est vûe par le devant & le côté du contre vent où est placé l'ouvrier figure 1. e marastre qui soutient le devant de la cheminée, sur cette marastre sont posées en retour celles de la tuyere & du contre-vent: a b autre marastre ou bande de fer qui soutient le manteau d d de la cheminée, 7 ouverture dans le fond de la cheminée par laquelle on introduit de dehors la gueuse qui doit être affinée dans la chaufferie, k le chio par lequel les scories s'écoulent hors de l'ouvrage ou creuset, m fourchette plantée dans le devant, entre les fourchons de laquelle on décrasse les ringards; on voit le basche tout-auprès, 8 & 9 les soufflets, f l'arbre qui les fait mouvoir, D d bascule à laquelle ils sont suspendus, de maniere que lorsque les cames de l'arbre en abaissent un, l'autre se trouve relevé, F ressort ou perche à laquelle la bascule est suspendue, t piece de bois ou chantier sur lequel on pose les ringards; on voit auprès une partie du banc pour asseoir les ouvriers.
Les ouvriers vêtus comme les figures les représentent, c'est-à-dire en chemise & tablier, le chapeau rabattu pour défendre leur visage de l'ardeur du feu, & leurs yeux de la vibration de la flamme, les jambes garnies de bottines pour les défendre de l'ardeur du feu, & pour chaussure des especes de sandales de bois qu'ils nomment patins, avec lesquels ils peuvent marcher impunément sur les laitiers ardens ou autres pieces chaudes qui se rencontrent dans la forge, sont occupés aux opérations suivantes.
Fig. 1. Ouvrier qui avec le gros ringard dont il se sert comme d'un levier du premier genre, fait avancer la gueuse que l'on voit dans l'ouverture 7 vers le foyer; à mesure qu'elle se consomme, la gueuse est portée sur des rouleaux, & le ringard que cet ouvrier tient a pour point d'appui une partie d'une autre gueuse posée sur l'aire de la chaufferie parallelement à la face de la tuyere, lorsque cet ouvrier ne se sert point de son ringard, il le pose sur le basche.
2. Forgeron ou affineur, qui avec un ringard à piquer détache les parties de la gueuse qui sont ramollies par la chaleur, les rassemble dans l'ouvrage ou le creuset, les souleve pour les exposer au vent de la tuyere & en former par ce moyen une masse que l'on nomme renard; c'est pour cet ouvrier que l'on a construit le manteau de cheminée d d ou de garde-vûe, pour retenir les étincelles qui sont lancées avec violence par le souffle des soufflets, & sortent avec la fumée par les sommets z z, & Z" Z" des cheminées dans les Planches précédentes.
3. Ouvrier qui refoule le renard à coup de masse pour en rapprocher les parties. p le refouloir ou la plaque de fonte sur laquelle on refoule le renard pour l'équarrir en quelque maniere, & faire place aux tenailles à cingler avec lesquelles on le saisit pour le porter sous le gros matteau: pendant cette opération on voit le laitier s'écouler de tous côtés sur le refouloir à travers les fentes de la masse spongieuse du renard.
Bas de la Planche.
Fig. 1. gros ringard pour avancer la gueuse dans le foyer, il a dix piés de long; c'est celui que l'ouvrier, fig. 1. de la vignette tient.
2. Autre ringard pour piquer la gueuse, comme fait l'ouvrier, fig. 2. de la vignette, & déboucher le chio; ces ringards qui sont au nombre de quatre pour chaque chaufferie, ont sept piés de long.
3. Fourgon ou écoisse pour ramener ou pousser les charbons dans la chaufferie; la croisée de cet outil a dix pouces de long, sa tige terminée par une douille a quatre piés; le manche de bois que cette douille reçoit a deux piés de longueur.
4. Crochet pour tirer le renard hors du feu, le crochet a huit pouces depuis le coude jusqu'à son extrémité, la tige terminée par une douille & le manche de bois ont chacun trois piés & demi de longueur.
5. Pelle de fer de douze pouces de long & douze pouces de large, terminée par une douille qui reçoit un manche de bois de cinq piés de longueur; cette pelle outre différens usages sert à porter les battitures ou écailles qui tombent au pié de l'enclume sur le renard, pour le raffraîchir avant de le tirer hors de la chaufferie.
6. Haveau ou gambier que tient le goujat pour aider au marteleur à porter les bandes depuis la chaufferie jusque sur l'enclume.
7. Marteau à chapeler, servant à dresser les aires des enclumes, A le marteau à chapeler vû de face. B le même marteau vû de profil; ce marteau a deux tranchans, éloignés l'un de l'autre de huit pouces, l'un B dans le plan du manche, & l'autre dans un plan qui lui est perpendiculaire; il est deffiné sur une échelle double ainsi que la figure suivante.
8. Hache à paille pour couper les pailles qui se levent quelquefois sur les bandes de fer: elle est aussi à deux tranchans, distans de neuf pouces; le manche a environ deux piés de longueur. C la hache à paille vûe de profil, D la même hache vûe de face.
9. Pierre de grès servant à polir les aires des enclumes en la traînant au moyen des manches A & B selon la longueur des aires; la pierre est serrée dans le chassis des manches par des coins de bois.
PLANCHE V.
La vignette représente l'opération de cingler le renard, opération qui suit immédiatement celle qui est représentée dans la vignette de la Planche précédente. La chaufferie est vûe par l'angle du devant & de la tuyere, l'ordon du marteau est vû par le côté de la jambe sur la main, z la hotte de la cheminée, e marastre qui soutient le devant, f marastre du côté de la tuyere, h marastre du côté du contre-vent, d manteau de la cheminée, c pilier isolé entre le devant & le côté du contre-vent, formé ainsi qu'il a été dit par des taques de fonte posées les unes sur les autres, m la fourchette ou l'Y plantée dans le devant, entre les cornes de laquelle on décrasse les ringards, k embrasure au fond de laquelle est le chio par lequel les scories superflues sortent, A chambriere pour porter l'extrémité des bandes ou maquettes B lorsque l'on chauffe l'autre extrémité, p le refouloir auprès duquel est la masse dont se servoit l'ouvrier, fig. 3. de la Planche précédente.
Fig. 1. Chauffeur qui avec un ringard pique la gueuse, retourne le renard dans le foyer pour en exposer successivement toutes les parties au feu; on voit sur l'âtre de la cheminée un tas de charbon & une rasse ou panier qui en paroit rempli. cet ouvrier fait la même chose que celui représenté par la fig. 2. de la Planche précédente.
Dans l'ordon représenté dans la vignette on distingue différentes pieces, *D D le drosme, 1 la jambe sur la main, 2 la jambe sur l'arbre, 3 & 4 coins qui affermissent le haut des jambes dans les entailles du drosme, 12 le tabarin porté sur la clé tirante dont on voit la clavette au-devant de la jambe sur la main, la tête de la clé tirante étant au-delà de l'autre jambe, 13 le ressort qui renvoie le marteau, Y l'arbre de la roue du marteau freté d'un nombre de cercles de fer, on voit trois des quatre bras garnis de sabots qui levent successivement le marteau. v la braye qui garantit le manche du marteau du frottement des bras, H le marteau descendu & posé sur le renard a qui change alors de nom & s'appelle piece, lorsqu'après un nombre de petits coups, il a pris la forme d'un prisme octogone ou d'un parallelepipede rectangle dont les arêtes sont abattues. W l'enclume. C la porte qui communique de la forge à la halle à charbon.
2. Goujat ou aide du marteleur, figure 3. il tient la bielle ou perche suspendue à l'extrémité de la bascule de l'empellement de la roue de l'arbre du marteau, pour donner en tirant cette perche la quantité d'eau nécessaire à la roue pour que son arbre leve lentement le marteau qui doit frapper à petits coups sur le renard; on augmente successivement la vîtesse de la roue à mesure que les différentes parties du renard se rapprochent les unes des autres, & qu'il acquiert la forme & la compacité qui lui fait donner le nom de piece; le goujat arrête le mouvement du marteau en élevant la perche qui répond à la bascule de l'empellement de la roue; on voit cette bascule & la perche en h k m dans la Pl. III.
3. Le marteleur qui cingle le renard, il saisit avec les tenailles à cingler le renard refoulé sur le refouloir, (fig. 3. de la Planche précédente), il le porte sur l'enclume où successivement les coups de marteau lui donnent la forme & la consistence qui lui méritent le nom de piece; les premiers coups doivent être foibles, car un coup violent feroit éclater le renard en pieces au grand danger des ouvriers: dans le commencement de cette opération on voit ruisseler le laitier fondu comme l'eau qui sort d'une éponge que l'on comprime; la piece façonnée est ensuite reportée à la chaufferie.
Bas de la Planche.
Fig. 1. Tenailles à cingler, a b les mords de six pouces de longueur & cinq d'ouverture ou environ, c le clou ou charniere de la tenaille, c d les branches arrondies dont la longueur est d'environ quatre piés; les mords saisissent le renard par la partie que l'on a comme équarrie en le refoulant, le marteau le quitte & le reprend sur l'enclume pour le tourner de différens sens, & par ce moyen faire tomber les coups de marteau où il convient qu'ils soient appliqués.
2. Autres tenailles plus petites servant à radouber les outils, d les mords, e le clou ou charniere, e f les branches.
3. Grosses tenailles à chauffer les pieces, A B les mords qui doivent être très-gros pour mieux resister au feu dans lequel ils sont plongés, C le clou ou charniere qui doit être très-fort; la distance du clou ou la longueur des mords est de sept pouces, celles des branches C D, C E qui sont meplates est de cinq piés & demi, F clame ou S servant à serrer la piece dans les mords de la tenaille en la faisant couler vers les extrémités D & E des branches, G H la clame vûe en plan: on voit dans la vignette de la derniere Planche de cette section une tenaille de cette espece placée dans le foyer de la chaufferie.
Après que les pieces sont chauffées on les retire sur la plaque qui est au-devant du creuset, plaque sous laquelle est l'embrasure du chio: là on desser la tenaille en faisant couler la clame du côté du clou ou de la charniere pour lui substituer une tenaille à coquille représentée par la figure suivante.
4. Tenaille à coquille pour tenir les pieces & les porter au marteau, a le mords de dessus, b le mords de dessous formé en demi-cylindre creux, d'une grandeur propre à recevoir les pieces; la longueur des mords depuis le clou ou charniere est de neuf pouces, les pieces y entrent de cinq à six pouces: la longueur totale de la tenaille dont les branches c e sont arrondies, est de quatre piés & demi, d clame ou anneau que l'on introduit par l'extrémité e pour serrer les branches & par ce moyen les pieces dans les mords, f la même clame ou anneau représentée en plan.
Les figures suivantes représentent la suite des diverses conformations qu'acquiert successivement un renard pour être transformé en bandes ou en barreau.
5. Le renard ou loupe tel qu'il sort du creuset, affinerie ou renardiere; sa figure ne peut mieux être comparée qu à une éponge.
6. Piece; c'est l'état où parvient le renard dès la premiere chaude.
7. Encrénée; c'est l'état où parvient la piece à la seconde chaude, A B les deux bouts de la piece, C la partie du milieu qui a été étirée sur le travers de l'enclume, ainsi que la vignette de la Planche suivante le représente.
8. Maquette; c'est l'état où parvient l'encrénée à la troisieme chaude, après que son extrémité A a été étirée sur le travers de l'enclume, & parée sur la longueur de son aire; on refroidit alors la partie A C de la maquette dans le basche, on desserre la tenaille à coquille & on met chauffer la partie B que l'on étire sur le travers de l'enclume, & que l'on pare sur sa longueur comme l'autre côté, pour avoir le barreau ou la bande que la figure suivante représente.
9. A B le barreau ou la bande entierement achevée; on place les bandes & les barreaux de bout contre les murs de séparation de la forge & des halles à charbon, & aussi derriere la petite attache contre le mur de la forge.
PLANCHE VI.
La vignette représente l'opération de forger ou étirer l'encrénée: l'ordon du marteau est vu de l'entrée C de la halle à charbon, du mur mitoyen de laquelle on a abattu une partie pour laisser voir l'arbre de la roue du marteau & la partie de l'ordon qui eût été cachée sans cette attention.
Y l'arbre de la roue du marteau; on y distingue trois des bras garnis de leurs sabots qui levent le marteau & les différens cercles ou frettes de fer qui le fortifient; le cercle de la base est percé de différens trous pour y appuyer un ringard auquel les oreilles de l'empoisse E servent de point d'appui, & par ce moyen faire prendre à la roue un commencement de rotation qui puisse tenir le marteau suspendu, comme on le voit dans la figure, lorsqu'on y apporte le renard. 3 le tourillon qui porte sur l'empoisse. D le chevalet qui porte l'empoisse. W l'enclume. L son aire large de quatre pouces. K la panne du marteau. I l'emmanchure traversée obliquement par une clé de fer formée en coin, introduite par le haut de sa mortaise. H la tête du marteau.
Les différentes pieces visibles de l'ordon sont (outre la huche M qui fournit l'eau à la roue du marteau), la grande attache marquée *W, un de ses bras buttans marqué 5. *D D le drosme. D *S la petite attache.
La chaufferie est vue par le pilier isolé c qui sépare le devant du contrevent. b extrémité supérieure de la bande de fer ou marastre qui soutient le manteau d de la cheminée. h h marastre qui soutient la hotte de la cheminée du côté du contrevent. 7 ouverture dans le mur de fond de la cheminée par laquelle passe la gueuse portée par des rouleaux: on voit aussi le gros ringard qui sert à l'avancer dans le foyer, & le billot sur lequel est posée l'écuelle à mouiller.
Le forgeron ou marteleur, fig. 1, est occupé à étirer l'encrénée A B, qu'il tient de la main gauche, avec les tenailles à coquille, serrées par une clame ou anneau, saisissant alternativement les branches de la tenaille près la cheville qui les assemble. Il donne quartier à la piece qu'il forge pour que les coups du marteau qui est renvoyé avec violence par le ressort 13, tombent alternativement sur les différentes faces du barreau qu'il meut aussi en long sur le travers de l'enclume, pour que les coups du marteau ne tombent pas toujours au même endroit. Par cette opération la piece s'alonge, & devient dans son milieu un barreau ou une bande meplate de l'échantillon demandé. On rechauffe ensuite la partie A, que l'on étire de la même maniere. On la pare sur la longueur de l'aire de l'enclume, comme on le voit dans la planche suivante. En cet état la piece quitte le nom d'encrénée, & prend celui de maquette, dont on refroidit la partie achevée dans l'eau du basche pour pouvoir la tenir avec les mains, & rechauffer la partie B qui étoit renfermée dans les tenailles à coquille que l'on ôte & qu'on met refroidir dans la place qui leur est destinée. On voit dans la vignette de la Planche précédente à côté de la barre B, une maquette dont la partie non encore étirée est placée dans le foyer.
Bas de la Planche.
Plan & coupes d'un foyer, affinerie ou renardiere, autrement dit ouvrage, formé de taques ou plaques de fer fondu d'environ trois pouces d'épaisseur.
2. Plan de la renardiere. A, B partie du mur de la chaufferie du côté de la tuyere. B pilier de l'angle du devant & de la face du côté de la tuyere. C D le mureau construit de briques ou tuileaux; le mureau enveloppe la tuyere. E F G la tuyere qui est de cuivre rouge. E F l'ouverture de la tuyere qui reçoit les buses des soufflets. G le museau de la tuyere qui doit être fort épais, & entrer dans l'ouvrage d'environ trois pouces. H I la varme sous la tuyere. K L l'aire. M N le contrevent. R S le fond de deux piés & demi de long sur quinze pouces de large, non compris la partie de sa longueur qui passe sous le chio. T V le chio percé d'une ouverture pour donner l'écoulement aux scories dans l'espace k entre les deux suppôts X X qui soutiennent la grande taque Z sur le devant de l'ouvrage. Cette taque est indiquée par des lignes ponctuées. Y trou qui reçoit la fourchette dans laquelle on décrasse les ringards.
3. Coupe transversale de la renardiere de la tuyere au contrevent. E F G la tuyere. G son museau élevé de six pouces au-dessus du fond. H I la varme. K L l'aire. M N le contrevent. R S le chio: l'aire & le contrevent sont élevés de dix pouces au-dessus du fond R S qui est posé sur deux chantiers de fonte.
4. Coupe longitudinale de la renardiere creuset, ou ouvrage, parallélement à la face de la tuyere. B pilier du devant à la face de la tuyere. H I la varme sous l'orifice de la tuyere marquée par la lettre G. K L l'aire; le contrevent est supprimé pour laisser voir l'intérieur. R S le fond posé sur les deux chantiers O P. Q canal expiratoire pour évaporer les humidités qui peuvent se trouver sous le creuset. T V le chio percé d'un trou presque à la hauteur de la tuyere. Z Z la grande taque du devant, dans laquelle la fourchette à décrasser les ringards est fixée: cette taque ou plaque pourroit recouvrir le chio, le contrevent étant entaillé convenablement pour la recevoir. k embrasure ou niche formée par les deux taques X, X, fig. 2, par laquelle les scories s'écoulent lorsqu'on perce le chio pour leur donner issue.
5. La tuyere de cuivre rouge représentée en perspective par le côté de son ouverture qui reçoit les buses des soufflets.
PLANCHE VII.
La vignette qui représente l'opération de parer une maquette, la chaufferie & l'ordon du marteau, sont vus presque du même point que dans la vignette de la planche V. z la chaufferie. e marastre qui soutient le devant de la cheminée. f marastre du côté de la tuyere. h marastre du côté du contrevent. a b bande de fer ou marastre qui soutient le manteau de la cheminée. c pilier isolé entre le devant & le contrevent. 5 le billot ou bloc de pierre sur lequel on pose l'écuelle à mouiller. 6 le basche où on puise l'eau. k embrasure qui conduit au chio, par laquelle les scories sortent hors de l'ouvrage. On voit au-dessus une tenaille à chauffer une piece, ses branches sont serrées par une clame. p est le refouloir.
Les parties de l'ordon qui sont visibles dans cette Planche sont le drome marqué par les lettres *D D. 1 la jambe sur la main. 2 la jambe sur l'arbre. 12 le tabarin porté par la clé tirante. 13 l'extrémité du ressort qui renvoie le marteau. H K le marteau. K sa panne vue par sa longueur. W l'enclume le long de l'aire, de laquelle la partie étirée de la maquette est étendue pour être parée, c'est-à-dire rendue unie. C porte de communication de la forge à la halle à charbon. *S D la petite attache près de laquelle on voit le poteau n o qui soutient la charpente du comble de la forge; près la base de ce poteau on voit la piece de bois r, sur laquelle on appuie les tenailles à coquilles. On voit derriere le marteau une grande plaque de fer suspendue au drosme, elle sert à garantir l'extrémité de l'arbre de la roue du marteau de la grande ardeur des renards & des pieces, & aussi à réflechir sur l'enclume l'eau que le goujat jette, quand on pare les bandes ou barreaux. Cette eau par sa prompte évaporation occasionne à chaque coup du marteau un grand bruit qui n'est rien moins qu'agréable à l'oreille.
Fig. 1. Forgeron qui avec un ringard débouche le chio pour faire écouler le laitier ou les scories superflues.
2. Goujat qui avec l'écuelle à mouiller jette l'eau qu'il puise dans le bache sur le marteau & l'enclume. Cette eau fait détacher les écailles de la bande de fer que l'on veut parer, de laquelle toutes les inégalités occasionnées par la panne du marteau lorsqu'on l'a étirée en-travers de l'enclume disparoissent.
3. Forgeron ou marteleur tenant une maquette sur l'enclume avec la tenaille à coquille. Il conduit la partie étirée de la maquette le long de l'aire de l'enclume, faisant tomber les coups du marteau tantôt sur le plat de la bande, tantôt sur le champ, pour effacer toutes les empreintes des coups de panne que le marteau y a faites en étirant la barre, & par ce moyen en bien dresser les faces, & en former les vives arêtes, ce en quoi consiste la perfection de cette opération. La maquette ainsi parée & rafraîchie dans l'eau du basche, est remise au feu pour chauffer la partie contenue dans la tenaille; on étire & on pare cette partie de la même maniere que l'autre bout, pour avoir une bande ou un barreau de l'échantillon demandé.
Bas de la Planche.
Fig. 1. La varme vue de face & en perspective; la tuyere se pose au milieu de son dessus H I qui est élevé de six pouces au-dessus du fond de l'ouvrage.
2. Le contrevent; son dessus M N est élevé de 10 pouces au-dessus du fond de l'ouvrage ou renardiere; au-dessus de la partie M N, on met une autre plaque semblable que l'on nomme contrevent de dessus, cette plaque qui garantit les charbons qui lui sont adossés, & concentre la chaleur dans l'ouvrage, est visible dans les chaufferies des vignettes des Planches IV, VI & VII.
3. L'ouvrage ou renardiere en perspective; on a supprimé la plaque du devant, le contrevent de dessus & le chio pour laisser voir l'intérieur. A B partie du mur du côté de la tuyere. C D le mureau. E F G la tuyere. G son museau. H I la varme. K L l'aire. M N le contrevent. R S le fond.
4. Le chio en perspective; il se pose sur le bout excédent du fond, & contre les extrémités de la varme & du contrevent; l'ouverture que l'on voit au milieu est celle que l'ouvrier, fig. 1 de la vignette, débouche avec un ringard pour laisser écouler le laitier & les scories superflues: cette ouverture doit être plus bas que le niveau de la tuyere.
5. Une des deux plaques qui forment l'embrasure du chio sous la grande taque du devant qui s'applique sur le dessus X x. 6. X Z La grande plaque ou taque du devant de l'ouvrage. Y y la fourche dans laquelle on décrasse les ringards qui ont été plongés dans le creuset, & en ont rapporté ou de fer fondu ou des laitiers figés. y la queue de la fourchette.
7. Plaque semblable à celle décrite ci-devant, fig. 5, avec laquelle elle forme l'embrasure du chio.
CINQUIEME SECTION. Des deux especes de fenderies.
PLANCHE Iere.
PLan général d'une fenderie dans laquelle on divise les bandes de fer en plusieurs verges. La fenderie de la premiere espece est construite sur lachaussée d'un étang, ou autre lieu convenable pour avoir une chute suffisante pour l'eau qui doit faire mouvoir les machines. A B l'étang, canal ou bief supérieur qui fournit l'eau à la fenderie. a, a joueieres de l'empellement qui fournit l'eau à la roue des espatards; les vannes ou pelles de cet empellement qui servent de portes de garde, restent levées tant qu'il n'y a point de réparations à faire à l'empellement particulier de la roue des espatards. a a poteau de séparation des deux vannes; on a supprimé dans tous les empellemens le chapeau qui recouvre les potils ou poteaux, pour laisser voir les feuillures qui reçoivent les pelles. C empellement particulier de la roue des espatards auquel l'eau est conduite par-dessous un pont. c', c" bascule pour ouvrir ou fermer à discrétion cet empellement de dedans l'attelier, au moyen d'une bielle ou perche suspendue en c", ainsi qu'il a été expliqué dans la section précédente. C D continuation du coursier souterrein qui porte l'eau à la roue. E F la roue à aubes dont l'arbre se raccorde en S avec le tourillon de l'espatard de dessus. G pont dans le mur de clôture, sous lequel passe l'eau qui a fait tourner la roue. G H sous bief par lequel l'eau se perd en passant sous le pont H I dans le sous canal ou prairie. I, l i.
L'autre empellement b, b, b b semblable au précédent, fournit l'eau par-dessous le pont b b K, & le canal K, k k dans la huche L, qui par l'empellement particulier M, la fournit à la roue N O. L'empellement M s'ouvre & se ferme au moyen de la bascule m'm", à l'extrémité m" de laquelle une perche ou biele est suspendue. L'arbre de cette roue se raccorde en T avec le tourillon des taillans de dessous: l'une & l'autre de ces deux roues, non compris les aubes, ont douze piés de diametre, sont enrayées en huit parties; leur circonférence est formée par un double cours de courbes de six pouces de large sur quatre d'épaisseur élégies, pour reserver des bossages vis-à vis les rayons. Ces courbes sont posées en liaison, le plein à côté du joint. Elles portent vingt-quatre aubes de vingt pouces de large sur douze de hauteur, soutenues chacune par deux coyaux, comme on le voit dans le profil, planche suivante. L'eau après avoir fait tourner la roue N O, en sorte que le point N passe sous l'arbre pour remonter en O, s'écoule par le canal dans lequel on a placé une fleche, passe sous la huche dans le sous-bief H h, & s'écoule par dessous le pont H h I i, dans le marais ou sous-canal dans laquelle elle se perd, l'autre roue tourne dans le sens opposé.
Le bâtiment qui contient les deux roues, ou la fenderie proprement dite, contient aussi le fourneau de reverbere dans lequel on fait chauffer les bandes de fer que l'on veut fendre en plusieurs verges. Ce bâtiment qui communique à l'attelier du bottelage par la porte Z, a intérieurement environ sept toises de large entre les murs paralleles aux coursiers, & six toises de longueur depuis le fond du fourneau jusqu'à la porte qui communique à l'attelier du bottelage Z AE. Cet attelier a intérieurement environ cinq toises & demi de large sur cinq toises de long de Z en AE, qui est la porte chartiere par laquelle on entre dans la fenderie.
Le fourneau est composé de trois parties; du fourneau Q dans lequel on met chauffer les bandes de fer que l'on veut fendre, de deux toqueries ou chaufferies P R, dans lesquelles on jette le bois. Il y a des fenderies où il n'y en a qu'une; l'ouverture du dessus de la toquerie par laquelle on jette le bois, est garnie d'un chassis de fer fondu, dans les feuillures duquel coulent des pelles de fer forgé que l'on ferme après avoir introduit le bois qui tombe sur une grille. R toquerie fermée. P toquerie ouverte. Les ouvertures des cendriers par lesquelles entre l'air extérieur qui anime la flamme pour la lancer dans le fourneau par les ouvertures V, V, sont placés en r & p. On monte à chaque toquerie pour y jetter le bois par trois marches ou degrés; il faut aussi entendre que dans cette figure le haut P & R des toqueries est plus élevé que le plan du fourneau, plan qui est pris au niveau de l'aire de sa gueule. V, V embrasures ou ouvertures qui communiquent à l'intérieur des toqueries, c'est par ces ouvertures que la flamme entre dans le fourneau. X embrasure de la bouche du fourneau. Y la bouche garnie d'un fort chassis de fer fondu pour préserver les parois du fourneau qui sont de briques du frottement des barres de fer qui les auroient bien tôt détruits sans cette précaution.
Les espatards S & les taillans T sont fixés sur deux fortes solles, semelles ou pieces de charpente s s, t t, encochées par le dessous pour être reçues dans les encoches des traversines; il en est de même des pieces de charpente s's', t't' qui soutiennent les chevalets & les empoisses de fer des tourillons des arbres des roues; les empoisses des tourillons extérieurs sont de bois.
L'attelier du bottelage, dont on trouve les dimensions ci-dessus, contient les tables à botteler le fourneau à recuire les liens & la forge pour radouber les outils. f f, g g les tables pour botteler & redresser la verge. 1 & 4 chevilles entre lesquelles on redresse la verge 2, 2, 3, 3 fourchette dans lesquelles on la met en botte de 50 liv. pesant, y compris les liens. 5, 5, dans la table f f pieces de fer verticales pour séparer le bottelage de deux ouvriers. OE la forge à radouber les outils. W le soufflet. h l'enclume. k la bigorne ronde d'un côté, & quarrée de l'autre. l m l'établi auquel un étau doit être attaché. x porte du cabinet ou magasin.
PLANCHE II. Coupe transversale & longitudinale de la fenderie de la premiere espece.
La figure 1. est la coupe transversale de la fenderie prise par un plan entre les arbres des roues & le mur mitoyen à la fenderie & au bottelage. On voit dans le fond, derriere les espatards & les taillans, le fourneau, ses deux toqueries & les trois cheminées qui les recouvrent. K pont sous lequel passe l'eau qui vient emplir la huche, que l'on a fracturée pour laisser voir la roue N O des taillans d'en-bas; cette roue tourne de sorte que le point N descend par-devant l'arbre a b pour se rendre en O. On voit à côté la cloison qui sépare le coursier du sous-bief par lequel l'eau s'écoule en passant sous la huche. T la solle sur laquelle les taillans sont établis. S la solle qui soutient les espatards; on voit au-dessous la traversine dans laquelle elles sont encochées. c d l'arbre de la roue E F de l'espatard de dessus; cette roue tourne de maniere que le point E descend postérieurement à l'arbre pour se rendre en F. Au-dessus des lettres b & c, on voit la coupe des basches qui fournissent l'eau pour rafraîchir les espatards & les taillans; plus loin, comme il a été dit, est le fourneau. Y la bouche du fourneau bordée d'un chassis de fer, & placée au milieu d'une espece d'arriere voussure construite en briques, ainsi que l'intérieur du fourneau. P, R les deux toqueries ou chaufferies. p r les hottes de leurs cheminées. p p, r r orifices des cheminées au-dessus du toit, par lesquelles les fumées s'exhalent. Q la cheminée du fourneau dont la hotte suspendue par trois liens de fer à une solive posée sur les entraits des fermes qui soutiennent le comble, reçoit la flamme & la fumée qui sort par la bouche Y du fourneau. q q ouverture de cette cheminée au dessus du comble.
2. Coupe longitudinale de la fenderie & du bottelage. A étang ou bief supérieur qui fournit l'eau aux roues de la fenderie. a queue des pelles de garde à l'entrée du pont qui fournit l'eau à l'empellement de la roue des espatards. a a, b b, b b b I fond du coursier de la roue des espatards. E F cette roue. c c le basche qui fournit l'eau aux espatards, l'eau est portée dans le basche par une gouttiere ou chanlatte qui reçoit une partie de celle que la roue en tournant lance de tous côtés, & l'eau du basche est distribuée aux espatards par des petites gouttieres particulieres que l'on verra dans les figures suivantes. Il en est de même de l'équipage des taillans qui a son basche particulier. T l'équipage des taillans projetté sur celui des espatards. t t la solle ou semelle sur laquelle l'équipage des taillans est établi. Cette semelle est encochée en-dessous pour recevoir les quatre traversines que l'on voit dans la figure. Ces traversines sont aussi encochées en-dessus vis-à-vis les solles de l'équipage des taillans & de l'équipage des espatards pour les recevoir ainsi qu'elles reçoivent les chantiers qui portent les chevalets & les empoisses des tourillons des deux arbres des roues. Q le massif du fourneau. q q orifice de la cheminée. P la toquerie. V la grille sur laquelle tombe le bois. Au-dessous de la même lettre on voit le cendrier par lequel l'air extérieur entre dans la toquerie pour animer le feu, & en lancer la flamme dans le fourneau. p hotte de la cheminée de la toquerie. p p ouverture de cette cheminée au-dessus du toit.
La fenderie communique à l'attelier du bottelage par la porte Z. On voit dans cet attelier le fourneau à recuire les liens, formé par deux piliers de briques d d, adossés au mur; chacun de ces piliers a quinze pouces de large & vingt pouces de saillie hors le nud du mur; entre ces deux piliers qui sont espacés de douze pouces, est établie à dix huit pouces de hauteur une grille de fer sur laquelle on pose les liens & les charbons destinés à les faire rougir. On verra dans une des Planches suivantes la maniere d'en faire usage. AE porte d'entrée de la fenderie par l'attelier du bottelage.
PLANCHE III.
La vignette représente une vue du fourneau & des équipages des espatards & des taillans. Plusieurs ouvriers sont occupés à l'opération de fendre une barre de fer en verges.
Les bandes que l'on veut fendre étant coupées de longueur convenable pour pouvoir être placées dans le four, & y être arrangées les unes sur les autres en forme de la lettre X, comme on le voit dans la Planche IX. ci-après, on allume le feu dans les toqueries P & R, ou dans l'une des deux seulement, observant de boucher la communication de l'autre toquerie avec le four; le feu allumé, on l'entretient avec du bois que l'on jette par les ouvertures P & R du dessus des toqueries, ouvertures que l'on referme aussi-tôt que le bois est introduit avec les pelles de fer, ainsi qu'il a été dit ci devant. Le bois que l'on emploie est de l'échantillon de trois piés & demi à quatre piés.
La flamme des toqueries lancée par l'air extérieur dans la capacité du four a bientôt échauffé les barres qui y sont renfermées, & sont comme isolées les unes au dessus des autres; une heure suffit ordinairement pour que la fournée soit chauffée à blanc: en cet état, & ayant modéré le feu, ou fermé en totalité ou en partie les cendriers des toqueries, si la flamme sort avec trop de violence par la bouche Y du fourneau, on tire les barres les unes après les autres du fourneau pour les passer entre les espatards, & successivement entre les taillans qui les subdivisent.
Fig. 1. Ouvrier en chemise qui avec de longues tenailles tire les barres hors du four pour les présenter aux espatards C D, entre lesquels la barre s'applatit & s'alonge d'environ un tiers, & sort du côté d'aval pour être reçue par l'ouvrier, figure 2, qui avec des tenailles la passe par-dessus les équipages au troisieme ouvrier, qui de la même chaude la présente aux taillans. Pendant cette opération les espatards ou cylindres sont continuellement rafraîchis par l'eau qui tombe dessus. Cette eau qui vient de la roue par la chanlatte ou canal 1 2, creusé dans une piece de bois, & arrive dans la basche c c, en sort par une ouverture garnie d'un fausset, & coule le long de la petite gouttiere de tolle 3 4, pour se rendre dans la passoire 5, d'où elle tombe comme d'un arrosoir sur les cylindres, espatards ou laminoirs C D, qui par ce moyen sont rafraîchis.
Le mouvement est communiqué directement par l'arbre E de la roue à l'espatard supérieur C, au moyen de la boîte G, qui raccorde le tenon quarré de l'espatard avec le quarré de la meche du tourillon de l'arbre, le tenon opposé de l'espatard supérieur est reçu dans la boîte V, qui par le moyen de l'arbre de fer Y'& de l'autre boîte V'se raccorde à la trousse supérieure des taillans qui est mue ainsi par renvoi.
L'espatard ou cylindre inférieur D est mu par renvoi. L'arbre O de la roue qui meut directement la trousse inférieure des taillans au moyen de la boîte N qui raccorde la meche de cet arbre avec celle de cette trousse, est prolongé jusqu'à l'espatard inférieur D par le moyen des boîtes u', u, & de l'arbre de communication y, ce qui fait tourner cet espatard en sens contraire au premier. E e, E e les deux montans antérieurs du côté d'aval, ou de la sortie des bandes; ces montans & leurs correspondans du côté d'amont sont reliés par des brides serrées avec des coins qui traversent le haut des montans pour comprimer les empoisses ou collets sur les tourillons des espatards: c'est sur ces brides que portent les extrémités de la passoire. S s's' partie antérieure du côté d'aval de la solle ou semelle sur laquelle les espatards sont établis.
A mesure que la bande de fer attirée par la rotation des cylindres ou espatards dont la vîtesse doit être égale, s'applatit, on voit s'en détacher des écailles de près de demi-ligne d'épaisseur; ces écailles ne sont autre chose que le laitier superflu que la recuisson vive du fer dans le fourneau de reverbere fait monter à la surface, joint à une petite partie de fer scorifié, & aux cendres vitrifiées qui s'attachent aux bandes de fer dans le fourneau; on peut employer ces écailles au même usage que les battitures que l'on rassemble autour de l'enclume, desquelles on a parlé dans la section précédente.
2. Second ouvrier qui attend que la bande que le premier ouvrier tire du fourneau, & qu'il présentera aux espatards, en sorte du côté d'aval S; alors cet ouvrier la saisit avec les tenailles sur lesquelles il semble se reposer, & la passe par-dessus les communications des équipages des espatards & des taillans à l'ouvrier, fig. 3, qui la présente du côté d'amont aux taillans.
3. Ouvrier qui ayant reçu de l'ouvrier, fig. 2, la bande applatie, & encore rouge, la présente aux taillans, entre lesquels elle est attirée & comme avalée par la rotation simultanée des deux trousses qui les composent; la bande sort du côté d'aval, divisée en autant de verges qu'il y a de taillans moins deux dans la somme de ceux qui composent la trousse supérieure impaire & la trousse inférieure qui est toujours paire; on ne pourra bien entendre comment se fait cette division, qu'après avoir vu l'explication des Planches suivantes, dans lesquelles on a représenté d'une maniere intelligible l'intérieur de la cage qui renferme les taillans & leur vraie construction.
Pendant l'opération de la fente, ainsi que pendant l'opération d'applatir le fer entre les espatards, les taillans sont continuellement rafraîchis & arrosés par l'eau du second basche c c, amenée de la roue par la chanlatte 1 2, & distribuée par la passoire 5, dans laquelle elle coule par la gouttiere de tolle 3, 4, & en outre l'ouvrier, fig. 3, graisse les taillans à chaque bande qu'il passe, avec du suif contenu dans la cuvette c, fig. 3 au bas de la Planche, en se servant d'une verge de fer a b, au bas de laquelle une éponge ou autre chose équivalente est attachée; cette cuvette est placée du côté d'amont entre la cage qui renférme les taillans & un des piliers qui soutiennent le basche, pour être à portée de l'ouvrier.
La cage qui renferme les taillans est composée d'un grand nombre de pieces, outre les quatre montans semblables aux deux antérieurs e e du côté d'aval, que l'on détaillera dans les Planches suivantes. T t't' partie d'aval de la solle sur laquelle l'équipage des taillans est établi. On voit près de T les tenailles croches, dont le plan de l'anneau que forment les mords est perpendiculaire à la longueur des branches. Ces tenailles servent à l'ouvrier, fig. 4, à rassembler les verges à la sortie des taillans. Entre les deux solles des espatards & des taillans on voit sous les communications des deux équipages, deux Planches qui recouvrent la fosse dans laquelle on descend pour retirer les clés qui assurent les montans en dessous des solles lorsqu'il y a quelques réparations à y faire.
4. Ouvrier qui après avoir réuni les verges avec la tenaille croche qui est posée sur la solle, les saisit & les porte avec des tenailles ceintrées & planes, il s'éloigne de l'équipage des applatissoirs à mesure que la verge sort, & son aide, fig. 5, avec un crochet ou gambier qu'il passe sous les verges, lui aide, après qu'elles sont entierement sorties d'entre les taillans, à les porter dans l'attelier de bottelage où elles sont redressées, pesées & mises en bottes, comme on en voit un tas contre le mur de la fenderie près la roue qui donne directement le mouvement à la trousse inférieure des taillans.
5. Goujat ou aide de l'ouvrier précédent.
Bas de la Planche.
Fig. 1. Tenailles ceintrées & planes que tient l'ouvrier, fig. 4, pour porter les verges au sortir des taillans. a le mords de dessus. b le mords de dessous. c la cheville, clou ou charniere de la tenaille éloignée de huit pouces de l'extrémité des mors. c d, c e les branches de deux piés de long depuis la cheville c.
2. Crochet ou gambier que tient l'ouvrier, fig. 5, pour aider à l'ouvrier, fig. 4, à porter les verges; le crochet a b a environ quatre pouces de long; la longueur c d du manche est de deux piés quatre pouces ou environ.
3. Qui, ainsi que les deux précédentes, est dessinée sur la grande échelle; la boîte à suif & l'éponge attachée à une verge de fer pour graisser les taillans; cette boîte qui est de tôle a huit pouces en quarre & deux pouces de profondeur.
4. Dessinée sur la petite échelle. Coupe transversale du four & des deux toqueries qui y communiquent. Q le four dont l'aire élevée de trois piés au-dessus du rez-de chaussée, est ainsi que la voute construite en briques de la meilleure qualité, vû le grand feu qu'elles doivent soutenir. La voute est élevée de deux piés au-dessus de l'aire: la largeur du four est de sept piés, sa longeur de dix à onze; le vuide des toqueries est de quatre piés en quarré, & elles communiquent au fourneau par deux ouvertures ou lunettes V, V de deux piés & demi de longueur, ce qui est l'épaisseur des murs du fourneau; ces ouvertures ont du côté de la toquerie dix pouces de hauteur, à compter du niveau de l'aire du fourneau, & huit pouces de largeur: chaque toquerie renfermée dans une maçonnerie cubique d'une toise de dimension, est voutée & terminée par une ouverture P & R de douze pouces en quarré par laquelle on jette le bois; le bois tombe sur des grilles pp, rr élevées de deux piés au-dessus du fond du cendrier. p, r ouvertures des cendriers, par lesquelles l'air extérieur entre pour animer le feu; ces ouvertures ont vingt pouces en quarré.
5. Coupe longitudinale du four par un plan perpendiculaire à la précédente. Q le four. V lunette de communication de la toquerie P avec le four Y la bouche ou gueule du four revêtue d'un chambranle ou chassis de fer fondu. q la hotte de la cheminée. q q partie de la cheminée.
PLANCHE IV.
La vignette représente l'intérieur de l'attelier du bottelage, & deux ouvriers occupés l'un à redresser la verge, & l'autre à serrer les liens: on a supprimé la seconde table à botteler f f dans le plan général pour laisser voir le fourneau dans lequel on fait rougir les liens; on voit par la porte Z une partie de la fenderie. E la roue à aubes à l'arbre F de laquelle l'espatard de dessus est raccordé par une boîte. c le cendrier du fourneau. d d les deux piliers de briques dont on a donné ci-devant les dimensions. a plaque de fonte qui couvre le dessus du fourneau. d d représente aussi la grille sur laquelle les charbons & les liens sont posés. x tas de verges mises en bottes & liées de trois liens dressés contre le mur & le cabinet dont on a parlé.
Fig. 1. Botteleur qui redresse la verge en la ployant du sens convenable entre deux chevilles de fer fichées horisontalement dans l'épaisseur de l'établi, on voit deux chevilles semblables dans la face antérieure de l'établi. La verge redressée est posée dans les fourchettes ou demi ronds 2, 2 jusqu'à ce qu'il y en ait cinquante livres poids de marc, ce dont on s'assure avec des balances dont cet attelier doit être pourvû, ainsi que d'un plateau ou grille commode pour les porter, lequel est représenté dans le bas de la Planche. Il y a une autre maniere de redresser la verge au martinet, préférable à celle que l'on vient d'exposer; on en trouvera l'explication dans la seconde espece de fenderie ci-après.
L'établi g g g est une forte table de bois de sept piés de long, trois piés de large, & environ six pouces d'épaisseur, soutenue par quatre piés A, B, C, D, scellés dans le sol de l'attelier, sur laquelle sont les quatre fourchettes ou demi ronds 2, 2, 3, 3, dont les queues traversent l'épaisseur de l'établi, & deux pieces de fer verticales 5, 5, pour séparer l'établi en deux, lorsque comme celui-ci il est assez large pour servir en même tems à deux ouvriers.
2. Botteleur occupé à tordre les liens d'une botte contenue dans les fourchettes ou croissans 3, 3 préalablement pesée; il se sert pour cet effet des tenailles, avec lesquelles il a tiré les liens du feu. Pour réunir & approcher les verges les unes des autres, il se sert d'un instrument auquel ils ont donné le nom de chaîne: cet instrument est représenté par la fig. 3. du bas de la Planche.
L'enclume h que l'on voit placé sur son billot k sert à radouber les outils & les taillans de la fenderie; sa bigorne devroit paroître ronde. n le marteau. l un taillant ou rondelle intermédiaire. m lien. o tenailles.
Bas de la Planche.
Fig. 1. Tenailles pour tordre les liens.
2. Marteau du botteleur.
3. Chaîne ou levier dont le bout a entre dans le piton 4 de l'établi, fig. 5. près la verge placée dans les croissans ou fourchettes: la partie concave b recouvre la verge en-dessus, en rassemble les différens brins, ce qui permet d'y ajuster les liens; l'ouvrier appuie sur la partie e ensorte que cet instrument lui sert de levier du second genre pour comprimer & réunir les verges qui composent la botte.
4. Grille servant à peser la verge redressée avant de la lier en bottes. c crochet qui s'attache au fléau de la balance ou au crochet de la romaine, si on se sert de romaine pour peser. c d la bifurcation de la tige c d qui se sépare en deux crochets e e, pour recevoir la grille de bois A a, A a, formée par deux regles de bois A A & a a de huit piés de longueur, trois pouces de large aux extrémités, & trois pouces & demi vers le milieu: ces deux pieces qui sont distantes l'une de l'autre de quatre pouces environ sont entretenues ensemble par trois chevilles, placées, deux vers les extrémités, & la troisieme vers le milieu en C: c'est sur ces chevilles que posent les verges pendant le tems de la pesée.
5. L'établi ou la table à botteler. g g g g la table de sept piés de long, trois de large, & six pouces d'épaisseur. A B C D les quatre piés coupés à rase du terrein. 2, 2 les fourchettes demi-ronds ou croissans du côté opposé au devant. 3, 3 les fourchettes du devant. 4, 4 les pitons terminés en anneaux où s'accrochent les leviers, fig. 3. que l'on nomme chaînes. 5, 5 fers pour séparer le bottelage de deux ouvriers.
PLANCHE V.
Le haut de cette Planche représente en perspective & du côté d'aval l'équipage des laminoirs établis à Essonne pour profiler les plattes-bandes de balcons à deux dou-cines, &c. Le bas de la lanche contient le plan en grand de l'équipage des espatards & des taillans représentés dans la vignette de la l lanche troisieme.
Fig. 1. Élévation perspective de la machine d'Essonne: on a fracturé une partie de la solle sur laquelle elle est établie. A'a, B'b les deux montans antérieurs du côté d'aval, qui avec les deux montans postérieurs du côté d'amont, desquels on ne voit que les sommets c, d, renferment la machine. O P empoisses d'en bas; ces empoisses ou colliers reçoivent les tourillons du cylindre inférieur. L F quarrés aux bouts des tourillons du cylindre inférieur D. Le quarré F est reçu dans la boîte G, qui le raccorde avec le quarré H au bout du tourillon S de l'arbre T d'une des deux roues à aubes qui font mouvoir la machine. E contre-collets ou contre-empoisses de bois pour soutenir les tourillons du rouleau ou cylindre supérieur qui est profilé. k K quarrés au bout des tourillons de ce même cylindre. o & p empoisses de dessus ou empoisses renversees. 6, 6 brides plates raccordant les montans d'aval avec ceux d'amont. 5, 5 brides de champ que l'on serre avec des clés ou coins 1, 2, 3, 4, pour faire appliquer les brides sur les empoisses, & les empoisses sur les tourillons du rouleau de dessus. A B la barre que l'on veut profiler; la partie A du côté d'amont n'a point encore passé par le laminoir. La partie B du côté d'aval qui en est sortie est entierement profilée.
2. Élévation géométrale du rouleau ou cylindre supérieur. K les quarrés au bout des tourillons. D & H les tourillons. G G le cylindre dans lequel on a tourné en creux la forme de la plate bande. E face plate ou dessus de la plate-bande. C c, C c les deux doucines qui terminent la plate-bande: toutes ces figures sont dessinées sur une échelle double.
3. Plan général de l'équipage des espatards ou applatissoirs, de l'équipage des taillans & de leur fondation. A B, C D traversines de douze pouces de gros & environ huit piés de long, encochées en-dessus pour recevoir les solles s s s s, t t t t, qui sont encochées en-dessous, & pour recevoir les coins & doubles coins qui assurent les solles dans les encoches des traversines. Les traversines qui sont au nombre de quatre dans le prosil, fig. 2. Pl. II. parce qu'on a donné douze piés de longueur aux solles, sont ici au nombre de deux seulement, parce que les solles n'ont que sept piés de longueur, & que dans l'une & l'autre espece il faut conserver libre le dessous des équipages; les traversines sont assises sur un massif de maçonnerie, comme on le voit dans la fig. 1. de la Pl. II.
Les solles sont de fortes pieces de charpente de deux piés d'équarrissage, distantes l'une de l'autre de dix-huit pouces, au milieu desquelles sont fixés verticalement quatre montans de fer 1, 2, 3, 4, dans les mortaises qui traversent toute l'épaisseur des solles: ces mortaises ont dix-huit rignes de large & trois pouces & demi de long; les montans qui y sont placés sont du même calibre, c'est-à-dire ont dix-huit lignes d'épaisseur & trois pouces & demi de large sur quatre piés neuf pouces de longueur; la distance entre les faces intérieures opposées des montans 1, 2 du côté d'aval est de neuf pouces, la même qu'entre les mêmes faces des montans 3, 4 du côté d'amont. L'intervalle qui sépare les montans selon la longueur des solles 1, 3: 2, 4, est de onze pouces. 66, 66, 66, 66 les brides qui relient ensemble les deux montans d'un même côté; les brides sont retenues par des coins ou clés qui traversent les montans. S S espatard de dessus de neuf pouces de diametre & six de longueur, non compris les tourillons & les quarrés qui les terminent. R boîte pour raccorder le quarré du tourillon de l'espatard de dessus avec le quarré de la meche ou du tourillon E de l'arbre de la roue des espatards. c c le basche qui fournit l'eau pour arroser les taillans. c extrémité de la chanlatte ou gouttiere qui fournit l'eau de la roue au basche. V & V boîte de neuf pouces de long & huit pouces de diametre, qui par le moyen de l'arbre Y de trois pouces, trois pouces & demi ou quatre pouces de gros, font communiquer les espatards avec les taillans. T T trousse des taillans de dessus au nombre de trois, pour fendre les bandes de fer en cinq verges: la trousse de dessous qu'on ne voit point dans la figure a quatre taillans, dont les deux du milieu entrent dans les vuides que laissent entre eux les trois taillans de la trousse de dessus, & les deux autres les embrassent extérieurement. P boîte pour raccorder la trousse inférieure des taillans avec le quarré de la meche ou tourillon O de la roue des taillans. c c le basche pour arroser les taillans. c extrémité de la gouttiere qui amene l'eau de la roue des taillans dans le basche.
PLANCHE VI.
Élévation géométrale de l'équipage des espatards & & de celui des taillans, vu du côté d'aval ou de la sortie des bandes, & coupe de la fondation des équipages.
C D; C c, D d traversine dans les encoches de laquelle les solles sont placées & serrées avec des coins que l'on n'a point représentés dans cette figure. s s s s la solle de l'équipage des espatards traversée par les montans a b, a b qui sont clavetés en-dessous des solles, par des clavettes ou clés qui traversent les mortaises qui sont au-bas des montans. S S espatard de dessous. W quarré d'un de ses tourillons: on supprime quelquefois ce quarré. AE chantier qui porte l empoisse R R du tourillon de l'arbre E de la roue des espatards. R boîte de communication du quarré de la meche de l'arbre de la roue à l'espatard supérieur S: au-dessus de l'arbre est le basche c c qui fournit l'eau aux espatards par la goutiere de tôle 3, 4, 5. 3 est un fausset pour regler la quantité d'eau qui sort du basche: la gouttiere est percée en 4 pour laisser tomber son eau sur les tourillons du côté du basche, & l'extrémité 5 de la gouttiere en fournit aux tourillons qui lui répondent; on peut aussi, comme dans la vignette de la Planche III. faire aboutir cette gouttiere dans une passoire, comme à l'équipage des taillans. 6, 6 brides qui relient les montans d'amont avec ceux d'aval: ces brides qui compriment les empoisses sur les tourillons des espatards sont serrées avec des coins qui traversent l'épaisseur des montans, près de leur sommet: la hauteur des montans au-dessus de la solle on rez-de chaussée de l'attelier, est de deux piés quatre pouces. V Y V, u y u boîtes & arbres de communication de l'équipage des espatards à celui des taillans: le centre de l'arbre y ou des boîtes u u est élevé de six pouces & demi au-dessus du rez-de-chaussée, & le centre de l'arbre Y & des boîtes V Y est plus élevé d'environ neuf pouces & demi.
La solle t t t t de l'équipage des taillans est de même traversée par quatre montans a b, a b clavetés en-dessous, comme ceux des espatards. T T les quatre taillans de la trousse d'en-bas. T les trois taillans de la trousse d'en-haut: ces trousses sont propres à fendre les barres en cinq verges. F F traverse ou entre-toise d'en-bas pour soutenir les calles sur lesquelles porte l'appui des fourchettes inférieures. F traverse qui comprime les calles sur l'appui des fourchettes supérieures: ces appuis sont séparés par les queues des T tirans ou guides des taillans qui sont clavetés du côté d'aval, comme on le voit dans la figure. OE chantier qui soutient l'empoisse P P des tourillons de l'arbre O de la roue des taillans. P boîte qui raccorde la meche quarrée du tourillon de l'arbre avec la trousse inférieure des taillans, & par communication avec l'espatard inférieur. u u quarré ou extrémité de l'arbre de la trousse supérieure. 6, 6 les brides qui joignent les montans du côté d'amont avec ceux du côté d'aval. 5 passoire pour distribuer l'eau du basche sur les taillans. 3 4 gouttiere de tôle qui conduit l'eau du basche dans la passoire. c c le basche.
Fig. 2. Élévation latérale de l'équipage des espatards ou applatissoirs. s's' partie de la solle. c d, ab les montans d'amont & d'aval reliés ensemble par la bride plate 6, 6, & par la bride de champ 5 5: la distance entre les montans est de onze pouces. O O empoisse d'en-bas, dont le centre est élevé de six pouces & demi au-dessus de la solle. S S quarré du tourillon de l'espatard d'en-bas. m m contre-empoisse ou entre-empoisse faite de bois servant à séparer les tourillons des espatards supérieur & inférieur. S quarré du rourillon de l'espatard supérieur. o o empoisse supérieure, qui, ainsi que l'inférieure, est de fer fondu.
3. Élévation latérale de l'équipage des taillans du côté qui regarde les espatards. t't' partie de la solle sur laquelle ils sont établis. c d, a b les montans d'amont & d'aval espacés de onze pouces, & réunis par les brides plates & de champ 66, 55. P P empoisse d'en-bas; son centre est à six pouces & demi au-dessus de la solle; son entaille demi-cylindrique qui reçoit le tourillon de la trousse d'en-bas a pour diametre celui du cercle inscrit dans le quarré T T: il en est de même de l'empoisse supérieure. m m contre-empoisse ou entre-empoisse de bois pour soutenir la trousse supérieure. n extrémité extérieure d'un des guides. p p empoisse supérieure comprimée par les brides, qui le sont elles-mêmes par les coins qui traversent le haut des montans: le surplus des pieces qui composent l'équipage des taillans sera expliqué dans la suite.
4. Élévation géométrale de l'équipage des taillans vûs du côté d'amont ou de l'entrée des barres qui doivent y être fendues. t t t t coupe de la solle de deux piés d'équarrissage, posée sur une partie de la traversine. c d, c d les deux montans du côté d'amont clavetés en-dessous comme il a été dit. T T, T T quarrés au bout de l'arbre ou axe de la trousse inférieure. T, T quarrés aux bouts de l'arbre de la trousse supérieure. W entre-toise inférieure dans la mortaise de laquelle les queues des fourchettes inférieures sont reçues: cette mortaise est au-dessus de la lettre W. x x têtes des guides accrochés aux entretoises: l'autre bout des guides qui est claveté retient les appuis des fourchettes. V entre-toise d'en-haut, dans la mortaise de laquelle les queues des fourchettes supérieures sont reçues: cette mortaise est au-dessous de la lettre V. Y clé qui sert à comprimer l'entre-toise v sur les guides x x, & ceux-ci sur l'entre-toise inférieure W.
Les deux Planches qui suivent contiennent les développemens des équipages des espatards & des taillans avec des représentations perspectives des mêmes équipages dessinés sur une échelle double, & vûs du côté d'amont.
PLANCHE VII.
Développement de toutes les pieces qui composent l'équipage des espatards.
Fig. 1. Les pieces de l'équipage séparées & vûes en perspective du côté d'aval. a b, a b les deux montans du côté d'aval. c d, c d les deux montans du côté d'amont: ces montans ont dix-huit lignes d'épaisseur, trois pouces & demi de large, & quatre piés neuf pouces de long: les mortaises inférieures b, b d, d reçoivent les clavettes b b, d d qui assurent les montans dans la solle, au dessous de laquelle elles sont placées. O O les empoisses d'en-bas de six pouces & demi de hauteur jusqu'au centre des entailles demi-cylindriques M qui reçoivent les tourillons de l'espatard inférieur: les feuillures des empoisses reçoivent les montans, & sont éloignées l'une de l'autre de onze pouces: l'épaisseur des languettes des feuillures est de deux pouces un quart, ensorte que l'espace qui est entre les faces opposées des empoisses lorsqu'elles sont en place, est de six pouces & demi. Q ou S S l'espatard inférieur de neuf pouces de diametre & de six pouces de long. S, R, d d, h h les tourillons, de six pouces de diametre & quatre pouces & demi de long. T ou c c quarré du tourillon de quatre pouces de côté, & quatre pouces & demi de longueur: ce quarré est raccordé à l'arbre de communication des deux équipages par la boîte u de fer fondu, ainsi que les espatards ou laminoirs: cette boîte percée d'un trou quarré de quatre pouces, a neuf pouces de longueur & huit de diametre: on a supprimé le quarré de l'autre tourillon comme inutile, l'espatard ne se raccordant à rien de ce côté. Au-dessus on voit l'espatard supérieur aussi de fer fondu & coulé dans des moules de terre des mêmes dimensions que le précédent. c quarré pour être raccordé au moyen de la boîte V avec l'arbre de communication de la trousse supérieure des taillans. d le tourillon qui est reçu dans l'empoisse renversée qui est au-dessus. S l'espatard ou applatissoir. h l'autre tourillon reçu de même dans l'empoisse qui lui répond. k l'autre quarré pour être raccordé avec la meche de l'arbre de la roue des espatards. o, o les deux empoisses renversées, dont la hauteur est de six pouces. a, a: c, c mortaises au haut des montans pour recevoir les coins qui servent à serrer les brides. 66 les brides plates. 5, 5 les brides de champ qui compriment les empoisses sur les espatards. r, r r F E la meche ou tourillon de l'arbre de la roue des espatards. r le quarré de la meche qui est raccordé avec le quarré k de l'espatard supérieur au moyen de la boîte R. r r tourillon de l'arbre de la roue. E E crosse qui empêche la meche de tourner séparément de l'arbre de la roue des espatards: il y a une semblable piece à l'arbre de la roue des taillans.
2. Élévation perspective de l'équipage des espatards dessinés sur une échelle double & vûe du côté d'aval ou du côté de la sortie de la bande de fer qui y est applatie. L'aspect de cet équipage est le même vû du côté d'amont ou de l'entrée des bandes; on a fracturé la solle qui auroit occupé trop de place dans la Planche. A a, B b montans du côté d'aval. c, d extrémité supérieure des montans du côté d'amont. 1, 2, 3, 4 coins ou clés servant à serrer les brides sur les empoisses. 5, 5 brides de champ. 6, 6 brides plates. S S, S, espatards inférieur & supérieur embrassés par leurs empoisses & séparés par leur contre-empoisses. L N quatrés aux bouts des tourillons de l'espatard d'en-bas: le quarré N ne sert à rien. C K quarrés aux bouts des tourillons de l'espatard supérieur: le quarré K est raccordé avec la meche de l'arbre de la roue des espatards par la boîte R, & les quarrés C & L le sont par de semblables boîtes aux arbres de communication des deux équipages, comme on le voit dans la premiere figure de la Planche précédente.
PLANCHE VIII.
Développement des pieces principales qui composent l'équipage des taillans.
Fig. 1. Les pieces de l'équipage séparées & vûes en perspective du côté d'amont. a b un des deux montans du côté d'aval. b mortaises pour recevoir la clavette au-dessous de la solle; cette clavette est commune aux deux montans du côté d'aval, comme on le voit sous l'équipage des taillans dans la fig. 1. de la Planche VI. F F mortaise pour recevoir la traverse ou entre-toise qui soutient les calles de l'appui des fourchettes inférieures. F mortaise pour recevoir la traverse supérieure qui porte sur les calles qui compriment l'appui des fourchettes supérieures. a mortaise pour recevoir le coin ou clé qui sert à serrer les brides.
c d un des deux montans du côté d'amont ou de l'entrée des bandes. d mortaise pour recevoir sous la solle la clé qui fixe ces deux montans. W mortaise pour recevoir l'entre-toise inférieure W: cette entre-toise est mortaisée pour recevoir les queues des fourchettes inférieures. V & Y mortaise pour recevoir l'entre-toise supérieure. V mortaise pour recevoir les queues des fourchettes supérieures, & la clé Y qui comprime les entre-toises sur les guides: ces deux entre-toises V & W sont coudées par une de leurs extrémités pour qu'elles ne puissent se déplacer, & que leurs mortaises demeurent vis-à-vis des taillans.
O O les empoises d'en-bas: elles sont à rainure pour recevoir les montans; elles ont quatre pouces d'épaisseur & six pouces & demi de hauteur, comme celles des espatards: leurs entailles demi-cylindriques M qui reçoivent les tourillons de l'arbre de la trousse inférieure des taillans ont le même diametre que celui des tourillons ou du cercle inscrit au quarré de cet arbre. Les joues des rainures ont un pouce un quart d'épaisseur; l'espace qui reste entre elles lorsqu'elles sont en place, est de six pouces & demi, l'espace entre les montans étant de neuf pouces. T T les quatre taillans de la trousse inférieure pour fendre les bandes en cinq verges. W, W les tourillons. t t, t't' les quarrés circonscrits aux tourillons; le premier se raccorde au moyen de la boîte u avec l'arbre de communication de l'espatard inférieur; l'autre quarré t't' se raccorde au moyen de la boîte P avec le quarré de la meche de l'arbre de la roue des taillans. Les taillans sont séparés par des platines circulaires de fer forgé de même épaisseur que les taillans que l'on nomme petites rondelles. X n, X n les guides qui passent entre les montans & embrassent les taillans: les crochets des têtes X, X des guides sont appuyés aux entre-toises supérieures, W & inférieure, W mortaisés pour recevoir les queues des fourchettes. Les extrémités n n des guides retiennent, au moyen des clés ou coins z 1, z 2 les appuis 1 & 2 des fourchettes. Le premier qui se place sous les guides entre les deux montans du côté d'aval, aux faces desquelles ses extrémites s'appliquent, sa longueur étant de neuf pouces, est soutenu par plusieurs calles sur la traverse ou entre-toise F F; le second appui 2 des fourchettes se pose sur les guides sur lesquels il est appuyé par l'entre-toise ou traverse F au moyen de plusieurs calles intermédiaires.
La seconde trousse de taillans T ou trousse supérieure a toujours un taillant de moins que l'inférieure, & deux petites rondelles de moins. u, u les tourillons qui sont reçus dans les entailles demi-cylindriques m des empoisses o, o renversées qui sont au-dessus. Ces empoisses sont assujetties comme celles des espatards, par des brides & des coins; le quarré t ne sert à rien, le second t' se raccorde au moyen de la boîte V avec l'arbre de communication de l'espatard supérieur qui est mu directement par la roue des espatards.
2. Coupe de l'équipage des taillans par le milieu de sa largeur, ou perpendiculairement à l'axe des trousses, dessinée sur une échelle double. C c montant du côté d'amont. c mortoise pour recevoir les coins qui servent à serrer les brides que l'on a supprimées dans cette figure. A a montant du côté d'aval. a semblable mortaise pour recevoir le coin qui serre les brides. P P empoisse inférieure. O taillant de la trousse d'en-bas de dix pouces de diametre. N N petite rondelle de six pouces & demi de diametre. T T quarré au bout de l'arbre ou axe de la trousse, lequel traverse quarrément les taillans & rondelles intermédiaires qui sont percés d'un trou quarré de trois pouces de côté ou trois pouces & demi: les taillans & les rondelles sont encore percés de quatre trous ronds qui reçoivent des broches de fer pour assurer encore mieux les taillans les uns aux autres.
La trousse supérieure T est composée de la même maniere, les taillans des deux trousses s'engagent les uns dans les autres d'environ un demi-pouce, & l'épaisseur des rondelles est égale à celle des aillans: p p est l'empoisse renversée supérieure.
Les fourchettes supérieures 1, 2, 3, & les inférieures 5, 6, 7, qui sont en nombre égal à celui des verges que l'on fend, servent à empêcher que les verges ne s'enroulent autour des rondelles ou taillans: leurs queues 1 & 5 sont reçues dans les mortaises des entre-toises W, V, qui sont serrées au guide X N par la clé Y. C'est entre les guides & entre les queues des fourchettes que l'on présente en x la barre rouge & applatie à l'épaisseur convenable pour être fendue; elle est bien tôt attirée & comme avalée par la rotation simultanée des deux trousses de taillans qui tournant en sens contraire, la divisent & la font sortir du côté de m par l'espace 4, 8 entre les appuis 3, 4, 7, 8 des foure chettes; les appuis qui sont retenus contre l'effort des fourchettes par le coin Z z & son semblable, dans l'autre guide sont soutenus & callés haut & bas, entre les entre toises F & F F par autant de coins ou calles de fer qu'il est nécessaire; ces calles que l'on place vers les extrémités des appuis sont retenues par les coins Z z.
3. Élévation perspective de l'équipage des taillans garni de toutes pieces, vû du côté d'amont, & dessiné sur une échelle double. c D montans du côté d'amont. a & b extrémités supérieures des montans du côté d'aval. P P empoisses inferieures. T T la trousse inférieure des taillans. t t t't quarrés aux extrémités de l'axe des taillans; le dernier se raccorde par une boîte avec le quarré de la meche du tourillon de l'arbre de la roue des taillans; l'autre quarré est raccordé avec l'arbre inférieur des communications des deux équipages. W entre-toise inférieure mortoisée pour recevoir les queues des fourchettes inférieures que l'on n'a pas représenté dans cette figure. X X têtes des T ou guides accrochés aux entre-toises V & W: c'est par l'ouverture entre les guides & les entre-toises que l'on introduit les bandes pour être fendues par les taillans. V entre-toise supérieure mortaisée pour recevoir les queues des fourchettes supérieures que l'on n'a pas représentées. Y clé servant à serrer l'entre-toise supérieure sur les guides, & ceux-ci sur l'entre-toise inférieure. T la trousse supérieure des taillans. t t quarrés aux extrémités de son axe; le premier quarré se raccorde à l'arbre de communication qui vient de l'espatard supérieur; le second ne sert à rien. p p empoisses supérieures renversées. 6, 6 brides plates. 5, 5 brides de champ sur le milieu desquelles reposent les extrémités ou oreilles de la passoire. 1, 2, 3, 4 coins ou clés qui servent à serrer les brides sur les empoisses, & celles-ci sur les tourillons des axes des taillans.
On fend le fer applati en plus ou moins de verges; l'épaisseur du fer que l'on présente aux taillans doit être égale à leur épaisseur pour que les verges soient quarrées; on excepte de cette regle la derniere sorte de la table suivante, destinée à faire du fer applati en le passant une seconde fois entre les espatards. PLANCHE IX.
Plan général de la seconde espece de fenderie, dite fenderie à double harnois. A & B ponts sous lesquels passe l'eau qui vient de l'étang ou bief du côté d'amont: l'entrée de ces ponts est fermée par des empellemens ou pelles de garde. C D canal ou coursier qui fournit l'eau à la roue E F des espatards. D empellement particulier de cette roue que l'on ouvre avec la bascule D d, à l'extrémité d de laquelle est suspendue une bielle ou perche avec laquelle on abaisse ou on éleve la bascule pour lever ou abaisser la pelle D. u V S arbre de la roue se raccordant en S avec l'espatard ou applatissoir inférieur. V hérisson fixé sur l'arbre qui communique le mouvement à la lanterne X de l'arbre X T, qui se raccorde en T avec la trousse supérieure des taillans. c c le basche qui fournit l'eau aux espatards S & aux taillans T: l'eau qui a fait tourner la roue E F s'écoule par le sous-bief G, passe sous le pont G H, & se perd dans le sous-canal. & porte qui communique par un pont au-dessus des coursiers. P Q autre coursier parallele au précédent, qui fournit l'eau à la roue du martinet. P empellement de cette roue. Q R roue à aubes de l'arbre du martinet. u u t arbre du martinet. r s cames au nombre de douze. r p manche du martinet. p le martinet posé sur son enclume, qui est placée dans son stock o; le martinet sert à redresser la verge & à en abattre les rebarbes. 1, 2, 3 trois des piliers qui soutiennent la charpente du comble de l'attelier. A A, B B portes de la fenderie du côté de l'étang; entre ces deux portes est la boutique ou petite forge pour radouber les outils. h porte de la boutique vis-à-vis les taillans T. l la forge. i le soufflet. m l'enclume. n n établi vis-à-vis d'une fenêtre.
L'eau qui passe sous le pont B fournit aux deux empellemens K & S S. I K coursier souterrein qui fournit l'eau à l'empellement de la roue L M; cet empellement s'ouvre au moyen de la bascule K k, que l'on abaisse au moyen d'une perche suspendue à l'extrémité k de la bascule; l'autre empellement S S sert à débarrasser de l'eau superflue. L M la roue à aubes dont l'arbre y Y T se raccorde en T avec la trousse inférieure des taillans & par le renvoi de l'hérisson Y & de la lanterne Z fixée sur l'arbre z S avec l'espatard supérieur: l'eau qui a fait tourner la roue L M, s'écoule dans le sous-bief M N, passe sous le pont N O, & se perd dans le sous-canal. 4, 5, 6 les trois autres piliers qui soutiennent le comble de la fenderie. f f siége entre les deux équipages pour reposer l'ouvrier. g g table à botteler, vis-à-vis de laquelle est le fourneau à recuire les liens, indiqués par les lettres D D.
Le four à chauffer les bandes est placé vis-à-vis des équipages S & T des espatards & des taillans à la distance de dix-huit piés; il est composé comme celui de la fenderie précédente du four proprement dit, dans lequel on arrange les bandes de fer B B, C D en sautoir, & de deux toqueries a & e, dont les cendriers a a, e e s'ouvrent dans une galerie placée derriere le four. a toquerie dont on voit le dessus & la pelle qui sert à la fermer, après qu'on y a jetté le bois. b communication de cette toquerie avec le four. W gueule du four par laquelle on enfourne & on défourne les bandes de fer. d communication de l'autre toquerie avec le four, les rainures que l'on y voit servent à descendre une tuile de forme convenable pour intercepter la communication de la toquerie avec le four. e grille sur laquelle tombe le bois & au-dessous de laquelle est le cendrier qui fournit le courant d'air nécessaire pour animer le feu & lancer la flamme dans le four. H H, O O autres portes de la fenderie.
PLANCHE X.
Coupe transversale & longitudinale de la fenderie.
Fig. 1. Coupe transversale vûe du côté du four. Q R la roue du martinet. u u t l'arbre de la roue du martinet. r s les cames; on a supprimé le marteau, l'enclume & le stock. X lanterne qui par renvoi communique le mouvement à la trousse supérieure des taillans. t 3 arbre sur lequel la lanterne est fixée. V hérisson caché en partie par la lanterne X; cet hérisson qui est fixé sur l'arbre de la roue E F des espatards communique directement le mouvement à l'espatard inférieur. T la solle qui porte les équipages des taillans & des espatards; cette solle de quatorze piés environ de longueur & deux piés d'équarrissage, encochée en-dessous, est portée par quatre traversines qui portent aussi les chantiers, chevalets & empoisses des tourillons des quatre arbres du double harnois de la fenderie L'autre côté du bâtiment contient la roue L M des taillans, dont l'arbre y 4 mene directement la trousse inférieure des taillans, & par le renvoi de l'hérisson Y & de la lanterne Z, l'espatard supérieur qui est caché par la trousse supérieure des taillans; on a supprimé la boîte qui raccorde la meche de l'arbre de cette lanterne, meche de laquelle on voit le quarré, pour éviter la confusion & l'équivoque que l'arbre de cette lanterne Z ne se raccordât avec la trousse supérieure des taillans. S S empellement de décharge pour les eaux superflues; dans le fond on voit le four dont W est la bouche. a a, e e les deux toqueries ou chaufferies; une seule peut suffire. W cheminée du foomeau, dont la hotte est soutenue par trois bandes de fer accrochées à un des entraits. a & e cheminées des toqueries. 2, 5 piliers qui soutiennent le comble de la fenderie; on a projetté par des lignes ponctuées le comble & les murs de la partie du bâtiment où se fait le bottelage.
2. Coupe longitudinale de la fenderie par le milieu de sa largeur. A R r r H fond du coursier qui fournit l'eau à la roue Q R du martinet, postérieure au mur & indiquée par un cercle ponctué. r s larbre de la roue du martinet garni de douze cames de fer; le tourillon de l'arbre est porté par une empoisse posée sur un chevalet. q une des jambes ou montans qui soutiennent les boîtes dans lesquelles la hurasse du marteau se meut. p le marteau posé sur l'enclume. o l'enclume placé dans son stock.
A A f F H fond du coursier de la roue E E des espatards, aussi indiquée par un cercle ponctué, étant placée hors du bâtiment; cette roue meut directement l'espatard inférieur S, & par le renvoi de l'hérisson V & de la lanterne X, la trousse supérieure des taillans. Les centres des espatards S & des taillans T, sont distans l'un de l'autre d'environ dix piés; on voit dans cette figure les quatre traversines qui portent la solle commune aux équipages des espatards & des taillans. 1, 2, 3 sont les piliers qui soutiennent le comble de la fenderie. W le four. b lunette de communication du four avec la toquerie. A sa voute. 1 W la cheminée du four. a cheminée de la toquerie. a a galerie où les cendriers aboutissent.
PLANCHE XI.
La vignette représente en perspective l'intérieur de la fenderie à double harnois vûe du côté du four. W la bouche du four par laquelle on tire les barres chauffées pour les présenter aux espatards a a. e e les deux toqueries. 1 & 6 les deux piliers qui soutiennent l'entrait de la premiere ferme de la charpente auquel la hotte de la cheminée du four est suspendue par trois bandes de fer. O O porte pour communiquer à la galerie derriere le four & les toqueries. V hérisson fixé sur l'arbre u u de la roue des espatards; cet arbre se raccorde en u avec l'espatard inférieur D & par le renvoi de la lanterne X avec la trousse supérieure des taillans, au moyen de l'arbre x x, soutenu en x à une hauteur convenable, par le chantier & le chevalet x. L'autre hérisson Y fixé sui l'arbre y y de la roue des taillans, & porté en y par un chevalet, se raccorde directement avec la trousse inférieure des taillans qui, ainsi que les espatards, sont montés sur la meme solle S T, & par le renvoi de la lanterne Z, dont l'arbre z z est soutenu en z & z par des chantiers, chevalets & empoisses, il se raccorde avec l'espatard supérieur C. E E les deux montans du côté de l'entrée des bandes ou du côté d'amont par rapport à la marche des bandes, ou du côté d'aval relativement au cours de l'eau. c c le basche; on a supprimé la chanlatte qui y amene l'eau: cette chanlatte passe par la porte &, ou par une ouverture faite au mur dans un endroit convenable pour prendre l'eau jettée par la roue des espatards. c 4, c 5 gouttieres de tôle qui portent l'eau du basche dans les passoires 4 & 5, qui la distribuent sur les espatards & les taillans, pour servir cette fenderie. Un ouvrier placé entre le four & les espatards S, tire les bandes, les présente aux espatards: un autre ouvrier placé entre les espatards S & les taillans T vis-à-vis de son siége f, reçoit la bande applatie au sortir des espatards & la présente aux taillans T où elle est fendue, & sort du côté T, où deux autres ouvriers la reçoivent, comme on voit dans la vignette de la Pl. III.
Bas de la Planche.
Représentation perspective & en grand du martinet servant à redresser & parer la verge. A C plan d'une des jambes qui soutiennent la hurasse du martinet. B D E l'autre jambe; elles sont toutes deux solidement scellées dans le sol de l'attelier. H H I la hurasse. I pivot qui entre dans la boîte de la jambe que l'on a supprimée. G K le manche du martinet revêtu en G par une braye qui le garantit de l'usure que le frottement des cames y occasionneroit. F F taque ou plaque de fonte tenant lieu de heurtoir ou ressort pour renvoyer le marteau. L M le marteau. M l'aire de l'enclume. N N la base de l'enclume.
La verge se redresse & se pare en la présentant le long de l'aire de l'enclume, où les coups redoublés & rapides du marteau la mettent en état d'être bottelée, comme il a été dit ci-devant.
On donne au fer qui passe sous les applatissoirs plus ou moins d'épaisseur, en approchant plus ou moins les espatards ou applatissoirs.
Le fer en passant sous les applatissoirs s'élargit peu, mais s'alonge.
Si la barre de fer applati n'est pas aussi large que les onze taillans destinés à la fendre, il n'en sortira que huit ou neuf ou dix vergettes, selon sa largeur.
Les filandres qui se trouvent quand la barre n'est pas assez large pour remplir en plein l'espace entre les guides, se nomment bidons, & se fourent dans le corps de la botte de verge.
Il faut à chaque différent assortiment de verge qu'on veut fendre démonter la fenderie & la remonter des taillans de la grosseur de la verge qu'on veut fendre.
Outre la verge qui se fait dans la fenderie, il s'y fait aussi différentes cottieres.
La cottiere est tirée du fer applati.
Pour faire la cottiere on ôte un des taillans de la trousse de dessus, & alors il se trouve une verge de trois largeurs de verge qui se nomme cottiere.
Si vous ôtez deux taillans, la cottiere aura cinq largeurs de verge.
Une grande fenderie peut fendre jusqu'à 15000 liv. de fer en vingt-quatre heures.
En comparant les deux fenderies on trouvera que si la construction de la premiere est moins dispendieuse que celle de la seconde, n'y ayant ni hérisson ni lanterne, le service de celle-là est moins facile, puisqu'il faut un ouvrier de plus pour repasser les bandes au sortir des applatissoirs par-dessus les équipages, où elles sont reçues par l'ouvrier qui les présente aux taillans: au-lieu que dans la seconde espece, l'ouvrier placé entre les équipages, présente lui-même aux taillans les bandes qu'il a reçues au sortir des applatissoirs.
On a tâché d'observer dans la description & les figures de cet art, l'accord qui devroit toujours être dans les productions de ce genre; accord suivant lequel lorsque les Planches d'un art sont bien faites, on y retrouve en les comparant aux échelles qui doivent toujours les accompagner, les mêmes mesures qui sont énoncées par la description: c'est la pierre de touche de ces sortes d'ouvrages, indépendamment que les regles de la perspective, regles qui n'admettent aucune exception, doivent être observées avec soin; c'est ce qui ne peut être fait que par quelqu'un qui réunit à-la-fois à l'expérience dans l'art du dessein, les lumieres que la géométrie & la science d'un ingénieur peuvent procurer.
Le travail, tel qu'on vient de le voir, est le travail actuel dans la haute Bourgogne & sur la Marne; on peut compter sur l'exactitude des desseins, ensorte que les mesures dont l'énumération a été obmise, peuvent se déduire par les échelles qui sont au bas de chaque Planche.
Il y auroit beaucoup à dire sur la comparaison à faire du travail de différens endroits, sur la meilleure maniere de disposer les usines & les machines qu'elles renferment, comparaison qui ne pourra se faire qu'après que l'on aura rassemblé des descriptions aussi exactes de la maniere de travailler des différentes provinces, ce qui conduira naturellement aux meilleurs procédés & aux meilleures constructions des machines.
Entre autres défauts que l'on peut reprocher à plusieurs des collections sur les arts, que l'on a publiées jusqu'à ce jour, c'est que ceux que les auteurs ont employé pour en réaliser les représentations n'ont pas su distinguer ce qu'il faut représenter de ce qu'il ne faut pas, choix qui suppose de l'intelligence, car c'est l'art & non les productions qu'il faut peindre; de-là tant de figures inutiles & très-mal représentées.
Indépendamment des défauts dans les représentations où il est manifeste que les premieres regles ou princi-pes de l'art du dessein sont violées à chaque trait, on trouve des machines dont la construction est impossible ou vicieuse, dont les assemblages faits à contre-sens, ou dans des proportions éloignées de la vérité, mettroit celui qui en voudroit faire construire de semblables, dans l'impossibilité de jouir du fruit de ses peines & de ses dépenses, puisque ces machines ne pourroient remplir le but proposé.
La nécessité d'apporter dans le dessein d'un art la précision & l'exactitude des mesures, ensorte qu'elles s'accordent avec celles qui sont énoncées dans la description, peut encore être établie par cette considération, que les objets font une plus forte impression sur nous lorsque le témoignage de plusieurs sens s'accorde pour nous en donner la même idée. Or lire, c'est entendre, les yeux font la fonction de l'organe de l'ouie, puisque l'écriture est l'image de la parole. Ainsi lorsque je lis qu'un tel objet, un cylindre, par exemple, a pour hauteur six fois le diametre de sa base, & que dans la figure la même proportion a été observée, la connoissance que j'acquiers de ce corps est plus profonde que si un seul sens m'en eût communiqué l'idée; c'est le contraire si le témoignage des yeux employés à leur vraie fonction comme organe de la vue ne s'accorde pas avec leur témoignage employé pour celui des oreilles; de ce défaut d'accord entre des sensations qui doivent donner la même idée résulte l'obscurité & les préjugés qui nuisent également au progrès de la connoissance de l'art qu'on s'est proposé de faire connoître.
Ceux qui trouveroient les explications des Planches de l'art du fer trop étendues, sauront qu'avec tout ce qu'elles contiennent il n'y a peut-être pas encore la moitié de ce qu'il faudroit savoir pour mettre le lecteur à portée de faire des établissemens semblables, & d'exploiter avec fruit quelque nouvelle miniere, sans compter qu'on n'a pas traité des batteries de différentes especes, où on fabrique des tôles plates ou des tôles embouties, ni de la fonte des canons de fer, & autres fontes à l'usage de la guerre, ni de la trifilerie, où le fer passant successivement par des trous dont le diametre va toujours en diminuant, devient la matiere premiere que d'autres arts emploient, toutes choses que nous nous proposons de traiter dans la suite.
Les Planches ont été dessinées sur les lieux par M. Goussier, & il en a fait l'explication d'après la vue des choses, les instructions & l'article Grosses Forges de M. Bouchu, & les manuscrits sur la Syderotechnie de M. Grignon; nous sommes trop flattés de trouver cette occasion de reconnoître les obligations que nous avons à ces deux habiles maîtres de forges qui ont bien voulu recevoir dans leurs atteliers, éclairer & conduire M. Goussier dans ses opérations. ADDITION aux explications des Planches des Forges.
PLANCHE Iere. Plan d’un patouillet double à laver des mines de fer.
Fig. 1. A. Coursier ou noc, portant l’eau du canal sur la grande roue B.
B B. Roue à trente-deux augets, mue par l’eau qui sort impétueusement du coursier: cette roue donne le mouvement à toutes les autres pieces. b b les augets.
C C. Arbre de la grande roue, ayant à ses extrémités deux lanternes D, D.
D D. Lanternes verticales à vingt-deux fuseaux horisontaux, de fonte.
E. Petit rouet horisontal à vingt-deux dents verticales, de fonte. e e arbre commun au rouet E & F
F. Grand rouet horisontal à quarante dents horisontales engrenant dans la lanterne G.
G. Lanterne horisontale à huit fuseaux verticaux.
H. Arbre de fer commun à la lanterne & à la herse I; cet arbre tourne sur son pivot au centre de la cuve K.
I. Herse de fer.
K. Cuve qui contient la mine pour être lavée; cette cuve est de planches de deux pouces d’épaisseur, & renforcée en dedans par des bandes de fer verticales jusqu’à la hauteur de la herse.
L. Trémie recevant & renfermant la mine de fer cassée par morceaux de deux pouces cubes à-peu-près. m ouverture de la trémie qui corre pond à la hauteur du pont. Voyez Pl. II
O Petit canal de décharge qui reçoit de l’eau du coursier, & la porte dans la cuve K pour le lavage de la mine.
Œ. Canal où se perdent les eaux du coursier & des rigoles.
PPP. Canal ou rigole qui reçoit le superflu de l’eau de la cuve. L’écoulement de cet eau se fait lorsque le canal O qui en fournit continuellement a empli la cuve jusqu’à la hauteur de la barre de la herse: alors cette eau trouvant une fuite par l’échancrure que forme à la cuve la tête de la rigole qui s’y trouve emboîtée, elle s’échappe & se va perdre dans le canal Œ de la grande roue. Voyez la fig. 2.
p,p,p. Petites cloisons par dessus lesquelles l’eau passe dans la rigole, & servant à retenir une espece de boue ou sédiment détaché de la mine par le frottement de la herse. Lorsque ces cloisons sont trop surchargées de ce sédiment, l’ouvrier a soin de l’ôter pour être ajouté à la masse totale de la mine lavée. Voyez Pl. II.
p p’, p p’. Petit rebord de planche fait pour arrêter le sédiment qui s’écouleroit avec l’eau dans le canal Œ.
q. Petit cylindre qui sert à lever la pelle pour vuider la cuve R dans l’auge S. Voyez fig. 2. & Pl. II.
S. Auge concave recevant la mine. Voyez fig. 2.
T. Roue ou cercle de fer ayant huit pelles sur sa circonférence. Voyez fig 2.
t t t. Pelles dirigées au centre de la roue: elles servent à enlever la mine de la cuve S.
V. Rouet vertical à trente deux dents, engrenant sur la lanterne D.
u u. Arbre commun aux roues T, V. s s ses deux pivots sous leurs collets de fer.
X. Talud au pié duquel tombe la mine enlevée de la cuve S par les pelles t t t.
fig. 2. Profil de la cuve R & de l’auge S.
H. Arbre de la herse. h barre de la herse.
I I. Dents de la herse.
O. Échancrure qui reçoit & emboîte la rigole qui fournit l’eau dans la cuve R.
P. Échancrure où se trouve emboîtée la rigole P’, P, pour la décharge des eaux de la cuve. Quand le canal O a empli la cuve jusqu’au-dessus de la barre de la herse, elle s’échappe par cette rigole P.
1 Épaisseur de la cuve. 2 l’eau. 3 la mine. 4 la crapaudine, sur laquelle pose & se meut le pivot de l’arbre de fer H. 5 rainure de la pelle.
q. Le cylindre qui sert à enlever la pelle Q, par le moyen du levier r.
Q. La pelle comprise dans une rainure formée dans l’épaisseur de la cuve R.
S. L’auge ou petite cuve.
T. Roue de fer, garnie à sa circonférence de huit pelles, dirigées vers le centre. t, t, t, t, pelles.
u. Arbre de la roue T.
X. Talud de l’auge S.
PLANCHE II. Vue perspective de la machine.
A. Coursier ou noc.
Æ. Pont du patouillet dont on suppose une partie enlevée afin de laisser voir toute la machine.
B. Grande roue à trente-deux augets. b, b, b.
C. Arbre de la grande roue.
D D. Lanternes aux extrémités de l’arbre de la grande roue.
E. Roue engrenant sur la lanterne D, e e son arbre commun à la roue supérieure F.
F. Roue engrenant sur la lanterne G.
G. Lanterne dont l’axe ou arbre de fer H est commun à la herse I.
I. La herse.
L. Trémie.
L l. Ouverture de la trémie sur le pont AE du patouillet.
l. Planche ou couvercle de la trémie.
M. Ouvrier qui jette la mine dans la trémie. m la mine cassée.
N. Autre ouvrier sous le pont du patouillet qui vuide la trémie & fait tomber la mine cassée dans la cuve.
O. Rigole ou canal de décharge qui reçoit de l’eau du coursier par son échancrure O, & la porte dans la cuve K.
Œ. Canal qui reçoit les eaux du coursier & des rigoles.
P P. Rigole de décharge qui reçoit l’eau de la cuve K, lorsqu’elle est trop pleine, & la porte dans le canal Œ de la grande roue. Cette rigole reçoit aussi l’eau de l’auge S, lorsqu’elle est trop pleine, par l’échancrure P.
p, p, p. Petite cloison qui ne monte qu’aux deux tiers de la hauteur de la rigole; l’eau passe par-dessus & le sédiment de la mine s’y arrête; l’ouvrier ôte ce sédiment de tems-en-tems, & le joint à la mine lavée.
p p. Petites planches formant un rebord qui retient la mine qui pourroit s’écouler avec l’eau que les pelles t t t jettent hors de la cuve S à mesure qu’elles enlevent la mine.
Q. La pelle de la cuve K q cylindre qui sert à lever la pelle par le moyen du levier.
R. L’ouvrier qui leve la pelle.
S. L’auge.
T. Roue de fer. t, t, t, pelles de fer qui enlevent à chaque fois qu’elles passent dans l’auge S, la mine qui a déjà été lavée dans la cuve K.
V. Roue verticale engrenant sur la lanterne D. u u arbre commun à cette roue & à celle de fer T. s s pieces de bois sur lesquelles sont assujettis les pivots de l’arbre horisontal u, u.
X. Talud de la cuve S. La mine est jettée au pié de ce talud par les pelles t t t. L’ouvrier après avoir épluché les cailloux éclaircis & la mauvaise mine tendre, arrondie par le frottement de la herse, en emplit le pannier Y.
Y. Panier pour remonter la mine lavée sur le pont, par le moyen du moulin Z & de la corde z z; lorsqu’il y a suffisamment de mine lavée sur le pont, on la transporte par brouettées au fourneau.
Nota. Cette machine a été inventée par les sieurs Ruel de Chaville & Ruel de Belleisse, freres, écuyers, contrôleurs ordinaires des guerres, & maîtres de la forge de Saint-Denis-sur-Sarthon, près Alençon. Page:Encyclopedie Planches volume 3.djvu/177 Page:Encyclopedie Planches volume 3.djvu/178 Page:Encyclopedie Planches volume 3.djvu/179 Page:Encyclopedie Planches volume 3.djvu/180 Page:Encyclopedie Planches volume 3.djvu/181 Page:Encyclopedie Planches volume 3.djvu/182 Page:Encyclopedie Planches volume 3.djvu/183 Page:Encyclopedie Planches volume 3.djvu/184 Page:Encyclopedie Planches volume 3.djvu/185 Page:Encyclopedie Planches volume 3.djvu/186 Page:Encyclopedie Planches volume 3.djvu/187 Page:Encyclopedie Planches volume 3.djvu/188 Page:Encyclopedie Planches volume 3.djvu/189 Page:Encyclopedie Planches volume 3.djvu/190 Page:Encyclopedie Planches volume 3.djvu/191 Page:Encyclopedie Planches volume 3.djvu/192 Page:Encyclopedie Planches volume 3.djvu/193 Page:Encyclopedie Planches volume 3.djvu/194 Page:Encyclopedie Planches volume 3.djvu/195 Page:Encyclopedie Planches volume 3.djvu/196 Page:Encyclopedie Planches volume 3.djvu/197 Page:Encyclopedie Planches volume 3.djvu/198 Page:Encyclopedie Planches volume 3.djvu/199 Page:Encyclopedie Planches volume 3.djvu/200 Page:Encyclopedie Planches volume 3.djvu/201 Page:Encyclopedie Planches volume 3.djvu/202 Page:Encyclopedie Planches volume 3.djvu/203 Page:Encyclopedie Planches volume 3.djvu/204 Page:Encyclopedie Planches volume 3.djvu/205 Page:Encyclopedie Planches volume 3.djvu/206 Page:Encyclopedie Planches volume 3.djvu/207 Page:Encyclopedie Planches volume 3.djvu/208 Page:Encyclopedie Planches volume 3.djvu/209 Page:Encyclopedie Planches volume 3.djvu/210 Page:Encyclopedie Planches volume 3.djvu/211 Page:Encyclopedie Planches volume 3.djvu/212 Page:Encyclopedie Planches volume 3.djvu/213 Page:Encyclopedie Planches volume 3.djvu/214 Page:Encyclopedie Planches volume 3.djvu/215 Page:Encyclopedie Planches volume 3.djvu/216 Page:Encyclopedie Planches volume 3.djvu/217 Page:Encyclopedie Planches volume 3.djvu/218 Page:Encyclopedie Planches volume 3.djvu/219 Page:Encyclopedie Planches volume 3.djvu/220 Page:Encyclopedie Planches volume 3.djvu/221 Page:Encyclopedie Planches volume 3.djvu/222 Page:Encyclopedie Planches volume 3.djvu/223 Page:Encyclopedie Planches volume 3.djvu/224 Page:Encyclopedie Planches volume 3.djvu/225 Page:Encyclopedie Planches volume 3.djvu/226 Page:Encyclopedie Planches volume 3.djvu/227 Page:Encyclopedie Planches volume 3.djvu/228 FORMIER,
Contenant quatre Planches.
PLANCHE Iere.
LE haut de cette Planche représente un attelier de Formier, où sont des ouvriers occupés, l'un en a, à ébaucher des formes, & l'autre en b à califourchon sur son banc à les finir: cet attelier est garni de differentes choses, comme table C, panier d rempli de formes, d'autres suspendues çà & là, & des bois préparés & non préparés.
Fig. 1. Bois préparé.
2. 3, 4. 5. 6. & 7. Différentes opérations pour la façon d'une forme.
Formes pour homme.
8. Forme à la mariniere. A le bout du pié.
9. Autre en pié de pendu. A le bout du pié; B le coup-de pié.
10. Autre en demi-pié de pendu. A le bout du pié; B le coup-de-pié.
PLANCHE II.
11. Forme en rond. A le bout du pié.
12. Autre en demi-rond. A le bout du pié.
Formes pour femme.
13. Forme à la mariniere.
14. Autre en pié de pendu.
15. Autre en demi-pié de pendu.
16. Autre en rond.
17. Autre en demi-rond.
18. Autre cambrée. A le bout du pié; B le coup de-pié.
19. Autre demi-cambrée. A le bout du pié, B le coup-de-pié.
20. Autre à talon de bois plat.
Formes brisées pour homme.
21. & 22. Demi-formes. A A les feuillures ou coulisses.
23. Clé quarrée. A la tige; B la tête.
24. Clé méplate. A A les champs arrondis; B la pointe losange.
25. Forme btisée assemblée. A A les demi formes; B la clé.
Formes brisées pour femme.
26. & 27. Demi-formes. A A les feuillures ou coulisses.
28. Clé quarrée. A la tige, B la tête.
29. Clé méplate. A A les champs arrondis; B la pointe losange.
30. Forme brisée assemblée. A A les demi-formes; B la clé.
PLANCHE III. Embouchoirs & bouisse.
31. Derriere d'embouchoir. A la feuillure ou coulisse; B le derriere du genou; C le mollet; D le talon.
32. 33. Devant d'embouchoir. A la feuillure; B le genou; C le devant de la jambe; E le pié.
34. Clé d'embouchoir. A A les languettes.
35. Embouchoir assemblé. A A les demi-embouchoirs; B la clé.
36. 37. & 38. Autres demi-embouchoirs fendus en sens contraire. A A, &c. les feuillures.
39. Clé d'embouchoir. A A les languettes.
40. Embouchoir assemblé. A A les demi-embouchoirs; B la clé.
41. & 42. Demi-embouchoirs de brodequins. A A les feuillures.
43. Embouchoir de brodequins assemblé. A A les demi-embouchoirs; B la clé.
44. Bouisse à manche. A les trois quarres; B le creux en forme de calotte; C le manche.
45. Bouisse sans manche. B le creux en forme de calotte.
PLANCHE IV. Des outils.
Fig. 1. Billot.
2. Établi.
3. Banc. A la table; B les piés; C les cases.
4. Plane A le fer quarré; B le tranchant acéré; C le crochet; D le manche.
5. Étaux de bois. A B les jumelles; C la charniere; D la vis; E la manivelle; F la table ou établi.
6. Hache. A le fer; B le tranchant acéré; C l'œil; D le manche.
7. Marteau A la tête; B la panne; C l'œil; D le manche.
8. Vrille. A le fer; B le manche.
9. Maillet. A A les têtes; B le manche.
10. Tenailles ou triquoises. A A les mors, B la charniere, C C les branches.
11. Gratteau emmanché. A le fer ou bout d'épée; B le manche.
12. Autre gratteau sans manche.
13. Tranchant. A la courbe; B le taillant acéré; C le manche.
14. Rappe en carrelette. A la rape; B le manche.
15. Rape en demi-ronde. A la rape; B le manche.
16. Lime en carrelette. A la lime; B le manche.
17. Lime en demi-ronde. A la lime; B le manche Page:Encyclopedie Planches volume 3.djvu/230 Page:Encyclopedie Planches volume 3.djvu/231 Page:Encyclopedie Planches volume 3.djvu/232 Page:Encyclopedie Planches volume 3.djvu/233 FOURBISSEUR.
Contenant dix Planches.
VIgnette.
Fig. 1. Ouvrier qui cisele une garde d'épée.
2. Ouvrier qui damasquine une garde d'épée.
3. Autre ouvrier tenant une épée toute montée.
4. Un particulier essayant la lame d'une épée.
Dans l'attelier sont représentés plusieurs sortes d'ouvrages, comme sabres, couteaux-de-chasse, épées, hallebardes, &c.
PLANCHE Iere.
Le haut de cette Planche représente une boutique de fourbisseur exposée sur le devant, dans laquelle plusieurs personnes sont occupées, un ouvrier en a à travailler, une femme en b dans son comptoir, à vendre, & un marchand en c, à acheter.
Fig. 1. Lame en fer prête à recevoir une lame d'acier; A A en est la fente.
2. A A la lame d'acier.
3. A A la lame en fer. B B la lame d'acier.
4. Massue. A la tête armée de pointes. B le manche.
5. Masse. A la tête de fer. B le manche.
6. Autre masse. A la boucle de bois ou de fer. B la corde. C le bâton.
7. Autre masse. A la boucle armée. B l'anneau. C la chaîne. D autre anneau. E le bâton. F le manche.
8. Hache d'arme. A A le fer. C le petit marteau. D la pointe. F le bâton.
9. Autre hache d'arme. A A le fer. B la pointe. E le bouton. F le bâton. G le manche.
10. Bâton ferré. A le bâton. B B la pointe de fer.
PLANCHE II.
Fig. 11. Pique. A le bâton. B le fer. C la virole à pointe.
12. Demi-pique. A A bâton. A le fer. B le gland. C la virole à pointe.
13. Lance. A le fer. B le manche.
14. Javeline. A le fer. B le manche. C la virole.
15. Javelot. A le fer. B le manche.
16. Fleche dite garro ou quarreau. A le fer. B la verge. C les pennons.
17. Fleche, dite vireton. A le fer. B la verge. C les pennons.
18. Arc. A la poignée. B B les extrémités. C la corde.
19. Dague. A le fer. B le manche.
20. Poignard. A le fer. B le manche.
21. Autre poignard. A le fer. B le manche.
22. Épée en bâton. A la lame. B le manche.
23. Braquemart. A la lame. B le manche.
24. & 25. Espadons. A A les lames. B B les poignées. C C les gardes.
26. Cimeterre. A le fer. B la poignée. C la garde.
27. Coutelas. A le fer. B la poignée. C la coquille.
PLANCHE III.
Fig. 28. Pertuisanne. A le fer. B B la hache à pointe. C le bâton. D les rubans & glands. E la douille à pointe.
29. Hallebardes. A le fer. B la hache. C la pointe. D la douille. E le bâton. F la virole à pointe.
30. Épieux. A le fer. B la douille. C le bâton. D la virolle.
31. Sponton ou esponton. A le fer. B la douille. C le bâton. D la virole à pointe.
32. Bayonnette. A la lame. B l'échancrure. C la douille. D le fusil.
33. 34. & 35. Sabres. A la lame. B la poignée. C le pommeau. D la coquille. E la branche.
36. 37. 38. 39. & 40. Couteaux-de-chasse. A la lame. B la poignée. C le pommeau. D la coquille.
PLANCHE IV.
Fig. 41. 42. 43. & 44. Épées. A la lame. B la poignée, C le pommeau. D la coquille. E & F la branche.
45. & 46. Fleurets. A la lame. B le bouton. C la poignée. D le pommeau. E la coquille.
47. Poignée de garde d'épée. A la lame de cuivre, d'or ou d'argent. B le fil de même métal. C D les viroles en chaîne.
48. Viroles de garde.
49. Pommeau de garde. A la pomme. B la garde. C la base. D le bouton.
50. Branche de garde. A la tige. B B les branches à croissant. C la branche à bouton. D la branche en demie-ellipse. E l'amande. F. le crochet.
51. Coquille de garde.
52. Soie de lame d'épée. A A la soie.
53. Fourreau de sabre ou de couteau-de-chasse. A le côté de la garde.
54. Fourreau d'épée. A le côté de la garde.
55. Crochet d'épée. A la virole. B le crochet.
56. Bout d'épée.
PLANCHE V.
Fig. 57. Lame d'épée à quatre quarres. A A les tranchans simples.
58. Autre lame d'épée à quatre quarres. A A les tranchans cannelés.
59. Lame d'épée applatie. A le plat de l'épée. B B les tranchans simples.
60. Autre lame d'épée applatie. A le plat de l'épée B B les tranchans cannelés.
61. Lame d'épée creusée à angle aigu. A le creux. B B tranchans simples.
62. Autre lame d'épée creusée en cannelure. A la cannelure. B B les tranchans cannelés.
63. Lame d'épée creusée en plate. A le creux. B B le plat. C C les tranchans simples.
64. Lame d'épée creusée en cannelure. A la cannelure. B B le rond ou plat. C C les tranchans cannelés.
65. Lame d'épée à trois quarres, simple. A le renfort.
66. Autre lame d'épée à trois quarres, cannelée. A le renfort.
67. Lame d'épée à trois quarres, cannelée. A la cannelure ronde.
68. Lame d'épée à trois quarres, cannelée. A la cannelure à angle aigu.
PLANCHE VI.
Fig. 69. & 70. Lame de sabre droite. A A le tranchant évidé.
71. & 72. Lame de sabre coudé. A A le tranchant cannelé.
73. & 74. Lame de sabre très-courbe. A A la forme en balustre. B B la cannelure.
75. & 76. Lame de sabre ou coutelas. A A la cannelure.
77. & 78. Lame de cimeterre. A A les trois quarres cannelés. B la pointe élargie.
79. & 80. Lame de couteau-de-chasse. A A le taillant évidé.
81. & 82. Lame de couteau-de-chasse courbe. A B tranchant simple. B C tranchant double.
83. & 84. Lame de petit couteau-de-chasse. A A tranchant simple.
85. & 86. Lame de petit couteau-de-chasse courbe. A A la cannelure.
87. & 88. Lame de poignard droit, quarré & cannelé. 89. & 90. Lame de poignard droit à trois quarres. A A le tranchant cannelé. B la cannelure du dos.
PLANCHE VII.
Le haut de la Planche représente un moulin à fourbir les lames, composé de différentes meules mues par le courant d'une riviére, sur lesquelles plusieurs ouvriers sont occupés à fourbir.
Le bas de la Planche représente différens dévcloppemens de cette machine.
Fig. 1. Grande roue, petite roue & poulie. A le moyeu de la grande roue. B l'arbre. CC les rayons. D D le cercle, E & F les cannelures. G G le cordage de la grande roue. g g le cordage de la petite roue. H H les cannelures de la petite roue. I son moyeu. K la poulie. L le trou du centre.
2. Arbre de la grande roue. A la piece de fer quarrée. B la platine à demeure. C la platine ambulante. D le trou de clavette. E E les tourillons. F la douille quarrée. G l'extrémité d'un arbre de meule.
3. & 4. Meules de pierre.
5. Meule de bois.
PLANCHE VIII. Des outils.
Fig. 1. Tas. A la tête. B le billot.
2. Bigorne. A la tige. B la bigorne quarrée. C la bigorne ronde. D leur base. E le billot.
3. Étaux. A B les tiges. C les mors. D D les yeux. E le pié. F les jumelles. G le ressort. H la boîte. I la vis. K la manivelle. L la bride double. M la bride simple. N la clavette.
4. & 5. Marteaux. A la tête. B la panne. C le manche.
6. Marteau à deux têtes. A A les têtes. B le manche.
7. Marteau à ciseler. A la tête. B la panne. C le manche.
8. Maillet à panne. A la tête. B la panne. C le manche.
9. Maillet à deux têtes. A A les têtes. B le manche.
10. & 11. Burins. A le taillant. B la tête.
12. & 13. Bec-d'ane. A le taillant. B la tête.
14. & 15. Langue de carpe ou gouge. A le taillant. B la tête.
16. & 17. Poinçons rond & méplat. A le poinçon. B la tête.
18. 19. & 20. Matoir quarré, rond, & méplat. A le matoir. B la tête.
21. 22. 23. 24. & 25. Ciselets. A le ciselet. B. la tête.
PLANCHE IX.
Fig. 26. 27. & 28. Chasse-pommeaux avec échancrures, quarrés, ronds, & triangulaires. A A les échancrures.
29. Gratoir. A la tête. B le manche.
30. & 31. Pointes à tracer. A A les pointes.
32. Villebrequins. A l'équarrissoir. B la douille. C D les coudes. E le manche à touret. F le manche à virole.
33. 34. & 35. Équarrissoirs, quarré, exagone, & octogone. A la tige. B la tête.
36. 37. & 38. Équarrissoirs emmanchés, quarrés, exagones & octogones. A la tige. B le manche.
39. Mandrins debout. A la pointe. B la tête.
40. & 41. Mandrins de crochet. A la pointe. B la tête.
42. Mandrins de garde. A la pointe. B la tête.
43. 44. 45. 46. & 47. Limes d'Allemagne à pointes. A les limes. B les manches.
48. & 49. Brunissoirs droits & coudés. A les brunissoirs. B les manches.
50. 51. 52. 53. & 54 Limes à queues. A les limes. B les queues.
PLANCHE X.
Fig. 55. & 56. Limes en rapes. A les rapes. B les manches.
57. 58. 59. & 60. Riflards en lime.
61. Riflard en rape.
62. Tenailles de bois. A A les jumelles. B B les mors. C la virole. D la calle.
63. & 64. Tenailles à vis. A A les mors. B la charniere. C C les yeux. D la vis. E l'écrou à oreille. F le ressort.
65. 66. & 67. Pinces. A A les mors. B la charniere. C C les branches de la virole.
68. Cisailles. A A les mors. B la charniere. C C les bianches.
69. Fraise. A la fraise. B la tête. C la boîte.
70. Foret. A le foret. B la tête.
71. & 72. Archet. A la corde. B l'arçon. C le manche.
73. Palette. A la palette. B le manche. C la piece de fer.
74. Filiere. A la filiere. B le manche.
75. Scie à refendre. A le fer. B le chassis. C le manche.
76. Bloc de plaque. A le bloc. B la vis.
77. Vis de bloc de plaque. A la tige. B la tête. C la vis. D l'écrou à oreille.
78. Bloc de corps. A le bloc. B l'étrier à vis. C la brochette.
79. Étrier de bloc de corps. A A les yeux. B B les coudes. C l'écrou. D la vis. E l'œil de la vis. F plaque à pointe.
80. Brochette. A le coude. B la tige. Page:Encyclopedie Planches volume 3.djvu/236 Page:Encyclopedie Planches volume 3.djvu/237 Page:Encyclopedie Planches volume 3.djvu/238 Page:Encyclopedie Planches volume 3.djvu/239 Page:Encyclopedie Planches volume 3.djvu/240 Page:Encyclopedie Planches volume 3.djvu/241 Page:Encyclopedie Planches volume 3.djvu/242 Page:Encyclopedie Planches volume 3.djvu/243 Page:Encyclopedie Planches volume 3.djvu/244 Page:Encyclopedie Planches volume 3.djvu/245 FOURREUR.
Contenant six Planches.
PLANCHE Iere. Coupe des peaux.
LEs différentes hachures indiquent, non différentes couleurs de la peau, mais les pieces dans lesquelles on la découpe.
Fig. 1. Coupe d'une peau dite en escalier.
2. Maniere de couper une grande peau d'ours pour en tirer deux manchons non galonnés.
PLANCHE II.
Fig. 3. Coupe d'une peau dite en palette.
4. Maniere d'entailler les deux rives de la peau pour arrondir le manchon.
PLANCHE III.
Fig. 5. Autre coupe d'oursin pour former deux manchons.
6. Maniere de coudre les pieces d'un manchon après qu'il a été recoupé.
PLANCHE IV.
Fig. 7. Coupe de peau de loup cervier pouvant fournir deux manchons.
8. Maniere de coudre les pieces d'un manchon de loup-cervier, après qu'il a été recoupé.
PLANCHE V.
Le haut de cette Planche représente une boutique de fourures, où des gens en a sont occupés à vendre, & les autres en b à acheter des marchandises de pelleteries, tandis qu'un ouvrier en c est occupé à battre des peaux; on voit en d des manchons dans leurs étuis, & en e des peaux suspendues au plancher: le pourtour de la boutique est garni de tablettes dans lesquelles sont des manchons dans leurs étuis; & d'autres fourures plus bas; en f est une pélisse garnie de fourure; en g un carton rempli de fourures; en h un poîle; en i i des tabourets ou autres siéges pour la commodité des étrangers.
La fig. 9. représente un couteau à habiller. A la lame. B le manche.
10. Regle de trente pouces.
11. Couteau à écharner. A la lame. B B les manches.
12. Triballe. A la lame. B B les pointes. C le poteau.
13. Chevalet. A le chevalet. B la gambette. C le piquet.
14. Baguette à battre les peaux.
15. 16. & 17. Carrelets. A A A les têtes. B B B les pointes.
18. Forces. A A les taillans. B le ressort.
19. Gros ciseaux. A A les taillans. B B les anneaux.
20. Petits ciseaux. A A les taillans. B B les anneaux.
PLANCHE VI.
Fig. 21. Dégraissoir. A le tonneau. B le couvercle. C la manivelle. D D les supports.
22. Banc à tirer les peaux. A la perche. B la moufle. C C les palissoirs. D D leur support. E E, &c. les arcboutans. F la table. G G les treteaux.
23. Éponge.
24. Claie.
25. Cuvier.
26. Racloire. A la lame. B le manche.
27. Fer de pelletier. A la lame. B B les moufles. C le poteau.
28. Pot de cuivre destiné à faire chauffer les drogues.
29. Mortier. A le mortier. B le pilon.
30. Tamis de soie.
31. Pot de terre vernissé.
32. Brosse.
33. Baquet.
34. Tonneau.
35. Pinceau à mouchettes. A le pinceau. B le manche.
36. Élévation, &
37. Profil de l'écu de plomb à tracer.
38. Paumelle. A la pointe.
39. Élévation perspective de l'étuve à sécher les peaux. A A les poëles. B B, &c. peaux étendues sur des cordes.
Nota. Les quatre premieres Planches sont citées à l'article Fourreur. Page:Encyclopedie Planches volume 3.djvu/247 Page:Encyclopedie Planches volume 3.djvu/248 Page:Encyclopedie Planches volume 3.djvu/249 Page:Encyclopedie Planches volume 3.djvu/250 Page:Encyclopedie Planches volume 3.djvu/251 Page:Encyclopedie Planches volume 3.djvu/252 GAINIER. Contenant six Planches.
PLANCHE Iere.
LE haut de cette Planche represente un attelier de gaînier, dans lequel sont plusieurs ouvriers occupés à différens ouvrages; un, fig. 1. à scier des tablettes de bois; un autre, fig. 2. à doubler des étuis; un autre, fig. 3. à couper de l'étoffe pour garnir des petits étuis; un autre, fig. 4. à charger les tablettes, un autre enfin, fig. 5. à coller de l'étoffe pour doubler l'intérieur d'un étui.
Fig. 1. Bidet à vis. A le mors dormant: B le mors à charniere: D la vis, E la boîte de la vis: F le support: G la table: H H les piés: I la manivelle de la vis.
2. Polissoir.
3. & 4. Brosses ou vergettes.
5. Tasseau. A le tasseau: B la pointe.
6. Scie à refendre. A le fer de la scie: B B la monture: C C les tourets: D le manche.
7. Trusquin. A la tige: B la pointe: C la platine: D la clavette.
PLANCHE II.
Fig. 25. Tenailles à vis. A A les mors: B la vis: C l'écrou: D le ressort: E la charniere.
26. Tenailles à coulisse. A A les mors: B B les branches: C la coulisse.
27. Pinces. A A les mors: B la charniere: C C les branches.
28. Moule à étui.
29. Poinçon. A la tête: B le poinçon.
30. Plateau de plomb.
31. Ciseaux. A A les taillans: B B les anneaux.
32. Bigorne. A le quarré: B B les bigornes: C le billot.
33. Marteau. A la tête acérée: B la panne acérée; C le manche
34. Étui de tube. A le corps de l'étui: B le couvercle.
35. Étui de bague. A le corps de l'étui: B le couvercle.
36. Autre étui. A le corps de l'étui: B le couvercle.
37. Étui de couteau. A le corps de l'étui: B le couvercle.
38. Étui de mathématiques. A le corps de l'étui: B le couvercle.
39. Étui ou fourreau de couteau de chasse.
40. Étui ou fourreau d'épée.
PLANCHE III.
Fig. 21. & 21. n°. 2. Scies à refendre. A A les fers de scie: B B, &c. les montures: C C, &c. les tourets: D D les manches.
22. Rape quarelette. A la rape: B le manche.
23. Rape demi-ronde. A la rape: B le manche.
24. Rape fendante. A la rape: B le manche.
25. Lime d'Allemagne demi-ronde. A la lime: B le manche.
26. Gouge. A le taillant: B le manche.
27. Ciseau. A le taillant: B le manche.
28. Couteau à lame pointue. A la lame: B le manche.
29. Couteau à taillant arrondi. A la lame: B le manche.
30. Scie à main. A le fer de la scie: B le manche.
31. Couteau à dos arrondi. A la lame: B le manche.
32. Fer double. A le fer: B le manche.
33. Fer simple. A le fer: B le manche.
34. Fer quadruple. A le fer: B le manche.
PLANCHE IV.
35. Compas d'épaisseur à pointes changeantes. A la tête: B B les pointes.
36. Compas à pointes changeantes. A la tête: B B les pointes.
37. Compas à quart de cercle. A la tête: B B les pointes changeantes: C le quart de cercle.
37. n°. 2. Bout de la pointe à grain d'orge.
38. Compas simple. A la tête: B les pointes.
39. & 40. Ciseaux. A A, &c. les taillans: B B, &c. les anneaux.
41. Piece d'étoffe.
42. Vrille.
43. Équerre.
44. Bouteille.
45. Étui ébauché.
46. Morceau d'étoffe.
47. Moraillon d'étui. A le moraillon: B le mantonnet: C la platine.
48. Étui de seringue. A le corps de l'étui: B les courroies: C le couvercle.
49. Étui de calice. A le corps de l'étui: B B les courroies: C le couvercle.
50. Autre étui. A A le corps de l'étui: B B le couvercle: C C les moraillons: D D les mantonnets.
50. n°. 2. Corps d'étui qui s'emboîte dans le précédent.
51. Étui de violon ou autre instrument. A le corps de l'étui: B le couvercle: C la serrure: D D les crochets.
52. Autre étui fermé. A le couvercle: B B B les moraillons.
53. Étui de cuiller. A le dessous: B le couvercle: C C les crochets.
PLANCHE V.
Fig. 8. Petit établi. A la table: B B les piés: C le fer, D le coin: E le crochet.
8. n°. 2. Coupe du petit établi. A la table: B le crochet: C le fer: D le coin.
9. Moule d'étui.
10. Varelope. A le corps, B la main: C le point d'appui: D le fer: E le coin.
11. Rabot. A le corps: B le fer: C le coin.
12. Scie. A le fer: B B les branches du chassis: C la traverse: D la corde: E le garrot.
13. Tenailles ou triquoises. A A les mors: B B les branches.
14. Compas à pointes camuses. A la tête: B B les pointes.
15. Brosse à colle. A la brosse: B le manche.
16. Poële.
17. Chevrette. A A A les piés.
18. Poellon à colle.
19. Établi. A la table: B le crochet: C C &c. les piés: D la tablette: E la jumelle de la presse: F la vis: G la manivelle.
20. Regle.
PLANCHE VI.
Fig. 1. Racloir à main. A le fer: B le manche.
2. Tire fond. A l'anneau. B la vis.
3. Compas d'épaisseur. A la tête: B B les pointes.
4. Couteau à taillant rond. A la lame: B le manche.
5. Couteau à dos rond. A la lame: B le manche.
6. Racloir à manche. A le fer: B le manche.
7. Poinçon. A la queue d'ironde: B la tige.
8. Autre poinçon. A le fer: B le manche.
9. Petit couteau à dos arrondi. A la lame: B le manche.
10. Poinçon plat. A le fer: B le manche.
11. Couteau à dos arrondi. A la lame. B le manche.
12. Poinçon. A le fer: B le manche.
13. Pointe serrée dans les pinces. A la pointe: B B les mors des pinces: C la coulisse: D le manche.
14. Pointe emmanchée. A la pointe: B le manche.
15. Poinçon creux. A le poinçon: B le manche.
16, Lime fendante à queue. A la lime: B la queue.
17. Polissoir. A le polissoir: B le manche.
18. Demi-ronde à queue. A la demi-ronde: B la queue.
19. Quarrelette à queue. A la quarrelette: B la queue.
20. Charniere. A les aîles: B le nœud.
21. Poinçon. A le poinçon: B le manche.
22. Maillet. A la tête: B le manche.
23. Marteau. A la tête acérée: B la panne acérée: C le manche.
24. Fermeture d'étui. A le pêne: B le bouton: C le ressort: D la gache. Page:Encyclopedie Planches volume 3.djvu/254 Page:Encyclopedie Planches volume 3.djvu/255 Page:Encyclopedie Planches volume 3.djvu/256 Page:Encyclopedie Planches volume 3.djvu/257 Page:Encyclopedie Planches volume 3.djvu/258 Page:Encyclopedie Planches volume 3.djvu/259 GANTIER, Contenant cinq Planches.
PLANCHE Iere.
LE haut de cette Planche représente une grande chambre où plusieurs ouvriers assis autour d'une table a, sont occupés à faire des gants, l'un b à étavillonner, un autre c à tailler les étavillons, pouces, fourchettes, &c. Le pié de cette table contient plusieurs armoires & tiroirs remplis de peaux, de gants, & autres marchandises; en face est une cheminée, à côté de laquelle sont plusieurs tablettes garnies aussi de marchandises de ganterie, & de l'autre un palisson, des gants, morceaux & restes de peaux acrochés çà & là, & sur le devant quelques tabourets à l'usage des ouvriers.
Fig. 1. Étavillon de gant d'homme. A l'index; B B le medius; C C l'annulaire; D D l'auriculaire; E F G les arrieres-fentes; H l'enlevure; I le côté du dehors de la main; K le côté du dedans.
2. Le pouce. A le haut; B côté de l'enlevure.
3. L'enlevure.
4. Les pieces de doublure du haut du gant. A celle du dessus; B celle de dessous.
PLANCHE II.
Fig. 5. 6. & 7. Les fourchettes.
8. 9. & 10. Les quarreaux.
11. Gant simple, fait.
12. Gant retroussé à l'angloise, fait. A la retroussure.
13. Gant brodé, fait. A la retroussure brodée; B la couture de l'enlevure brodée.
14. Étavillon de mitaine fermée. A le côté du dehors de la main, B le côté du dedans; C l'enlevure.
15. Le pouce. A le haut; B le côté de l'enlevure.
16. Les doublures du haut. A le dessus; B le dessous.
17. Mitaine sermée, faite.
PLANCHE III.
Fig. 18. Étavillon de gant de fauconnier. A l'index; B B le medius; C C l'annulaire, D D l'auriculaire; E F G les arrieres-fentes; H l'enlevure; I le dehors de la main; K le dedans.
19. Le pouce. A le haut; B le côté de l'enlevure.
20. 21. & 22. Les fourchettes.
23. 24. & 25. Les quarreaux.
26. & 27. Les doublures du haut du dessus & du dessous.
28. Gant de fauconnier fait.
29. Étavillon de gant de femme à doigts ouverts. A l'index; B B le medius; C C l'annulaire; D D l'auriculaire; E F G les arrieres-fentes; H l'enlevure; I le côté du dehors de la main; K le côté du dedans.
PLANCHE IV.
30. Le pouce. A le haut; B le côté de l'enlevure.
31. 32. & 33. Les fourchettes.
34. 35. & 36. Les quarreaux.
37. Gant à doigts ouverts fait.
38. Gant à doigts fermés fait.
39. Étavillon de mitaine. A le dehors de la main; B le dedans; C la pointe; D l'enlevure.
40. La doublure de la pointe de la mitaine.
41. Le pouce. A le haut; B le côté de l'enlevure.
42. Mitaine faite.
43. Mitaine brodée, faite.
PLANCHE V. Des outils.
Fig. 1. Épluchoir. A la lame; B le manche.
2. Ciseaux. A A les taillans; B la charniere; C C les anneaux.
3. Forts ciseaux. A A les taillans; B la charniere; C C les anneaux.
4. Forces. A A les taillans; B le ressort; C l'endroit de la main.
5. Marbre à doler.
6. Couteau à doler. A le fer; B le taillant; C le manche.
7. Presse de bois.
8. Presse de marbre. A la boucle.
9. Renformoirs. A bouts qui servent à renformer.
10. Demoiselle. A A, &c. boucles; B plateau.
11. Petite demoiselle. A A boucles; B plateau.
12. Palisson. A le fer; B la plate-forme; C le pié; D D les arcs-boutans. Page:Encyclopedie Planches volume 3.djvu/261 Page:Encyclopedie Planches volume 3.djvu/262 Page:Encyclopedie Planches volume 3.djvu/263 Page:Encyclopedie Planches volume 3.djvu/264 Page:Encyclopedie Planches volume 3.djvu/265 MANUFACTURE DES GLACES. Contenant quarante-sept Planches, dont huit doubles.
DES GLACES COULÉES.
PLANCHE Iere. Plan de la halle.
A. LE plan géométral du four de fusion avec ses quatre arches.
B.B.B.B. Le plan géométral des quatre piliers des chevalets cités dans le discours, Pl. III. fig. 1. soutenant la roue.
C.C. Rangs de huit carcaises de chaque côté du four de fusion.
D D D D. Galeries pour chauffer les tisars de derriere des carcaises; chaque galerie a une porte à ses extrémités, pour la commodité du chauffeur, & même pour le passage des voitures à-travers la galerie dans le besoin.
E.E.F.F. Quatre portes disposées dans les quatre coins de la halle, pour la facilité du service, dont deux E E plus petites, & deux F F plus grandes, pour les besoins où l'on peut être de plus grands ou de moindres passages.
G.H.I.L. Plancher disposé autour de la halle pour le passage de la table d'une carcaise à l'autre.
PLANCHE II. Coupe longitudinale & transversale de la halle.
A. Élévation du four & de ses arches, vû vis-à-vis une des glaïes.
B.B.B.B. L'un des chevalets soutenu de ses deux piliers.
C.C. Coupe longitudinale des carcaises.
D.D. Galeries des tisars de derriere.
E.F. Coupe de la charpente de la halle par un plan parallele à l'élévation A du four.
G.G. Élévation du four & de ses arches vû dans sa longueur, c'est-à-dire vis-à-vis les ouvreaux.
H.H. Piliers & chevalets cités dans le discours, Pl. III. fig. 2. soutenant la roue.
I.L. La roue.
M.M.M.M.M. Élévation des carcaises postérieures, vûes vis-à-vis des gueules.
N.O. Coupe de la charpente de la halle par un plan parallele à l'élévation longitudinale du fourneau.
PLANCHE III. Coupe transversale & longitudinale du four pour en tracer la courbe.
Fig. 1. Coupe du fourneau par un plan passant par les ouvreaux du milieu.
2. Coupe du fourneau par un plan passant par les tonnelles.
Figures relatives à l'extraction des sels.
Fig. 1. Machine d'extraction.
2. La soupape.
3. Plan de l'égoutoir.
Suite de la Planche III.
Fig. 1. Plan d'une machine à extraire les sels.
2. Perspective de la même machine.
3. Face de la machine du côté du tisar.
4. Un des supports de fer de la chaudiere.
5. Plan du fourneau & des chaudieres d'extraction, d'évaporation & de réduction.
6. Coupe du même fourneau.
7. Vûe du fourneau de calcination du côté de sa gueule.
8. Plan d'un nouvel attelier pour l'extraction des sels & leur calcination.
9. Vûe de la maçonnerie de cette machine du côté du tisar & de la gueule du four à calciner le sel.
Addition à la description des diverses manieres d'extraire les sels des soudes.
Je fais actuellement usage d'une maniere d'extraire, un peu différente de toutes les autres, en conservant cependant à-peu-près le fourneau de la fig. 5. & la méthode que nous avons indiquée en le décrivant.
Les expériences qu'un travail constant me mettoit à même de faire, m'ayant convaincu, que malgré une lixiviation bien soignée, & répétée plusieurs fois, les cendres ne laissoient pas de conserver encore un goût salé & alkalin, & que conséquemment en jettant ces cendies on faisoit une perte réelle du sel qu'elles pouvoient contenir, je cherchai à remédier à cet inconvénient, mais sans augmenter l'atelier, & avec les mêmes moyens que pour le service de la machine détaillée fig. 5.
Un des grands obstacles à la parfaite dissolution des sels contenus dans la soude, c'est la difficulté qu'a l'eau de pénétrer les parties inférieures de la soude. Quelque attention qu'on ait de remuer & d'agiter les cendres, elles s'entassent par leur propre poids avec trop de promptitude, pour que l'eau puisse aller chercher les parties salines qui sont dans le fond. Pour parer à cet inconvénient, je m'avisai il y a quelque tems, de tenter un expédient dont l'idée m'étoit déjà venue plus d'une fois, & dont je m'étois toujours défié.
Je disposai ma soude pulvérisée dans mes bassins de dissolution, stratum super stratum, avec de la paille; faisant le premier lit de paille, le second de soude; le troisieme de paille, le quatrieme de soude; & enfin le dernier, c'est-à-dire, celui qui faisoit le dessus du bassin, de paille. J'avois eu la précaution de percer mes bassins par le bas & d'en tenir les trous bien bouchés pendant la préparation; après avoir disposé mes bassins comme je viens de le décrire, j'y versai de l'eau, qui ne put rien déranger, parce qu'elle ne tomba sur la soude qu'après avoir pénétré une couche de paille: je continuai à répandre de l'eau dans les bassins, jusqu'à ce qu'elle cessât de s'imbiber & qu'elle se manifestât sur la surface; ce qui me donna lieu de croire qu'elle avoit pénétré toutes les couches jusqu'au fond du bassin. Je laissai les choses dans cet état pendant un certain intervalle, pour donner à la dissolution le tems de se perfectionner: j'ouvris ensuite le bas de mes bassins, & je reçus la lessive dans un baquet; elle fut très-claire, comme il étoit naturel de s'y attendre, chaque couche de paille ayant fait l'office d'un filtre. Lorsque la lessive fut toute écoulée, je remis la lessive dans le bassin que j'avois rebouché, & la fis refiltrer une seconde fois. Cette filtration répétée ainsi deux ou trois fois, la lessive se trouva plus saturée que je n'en avois encore eu par aucune autre méthode; je la mis dans la chaudiere de préparation, & je continuai l'opération à l'ordinaire.
Par ce nouveau procédé, j'évitai la perte résultante du défaut de dissolution, parce que l'eau n'ayant de couche en couche qu'une petite épaisseur de soude à traverser la pénétroit bien plus aisément & plus intimement; je ne voyois qu'une chose à craindre, de n'avoir pas assez de lessive pour fournir à l'évaporante, & par-conséquent de ne me voir réduit à faire moins d'ouvrage; l'événement ne tarda pas à me tranquiliser.
J'eus, moyennant deux simples bassins, assez de lessive pour conduire mon extraction sans relâche, & la lessive fut saturée au point que dans le même tems (vingt-quatre heures), j’obtins près de cent livres de sel de plus que par le passé. Cette méthode me donna une économie réelle sur tous les objets, puisque je fis plus de besogne avec les mêmes ouvriers, avec le même local, avec le même feu, & dans le même tems.
La même soude qui me rendoit autrefois quarante à quarante-cinq pour cent, me rendit de quarante-cinq à cinquante, ce qui prouve que nous perdions environ cinq pour cent.
Je conservai la méthode de déposer les cendres déjà lessivées dans un grand bassin, où par une lixiviation simple & ordinaire, on acheve de les priver du peu de parties salines qui leur seroient restées.
Je me proposai d’essayer si le mélange du marc de soude avec la paille, abandonné à la fermentation comme le fumier, ne seroit pas propre à servir d’engrais aux terres, si cela étoit, ce seroit un avantage de plus de cette nouvelle méthode sur les anciennes, de donner un usage à une matiere non-seulement inutile mais encore nuisible, employée comme fumier. J’ai sur cela une double expérience.
On garnit, il y a quelques années, les allées d’un jardin fruitier avec du marc de soude, dans la vue de se délivrer des mauvaises herbes qui couvroient les allées. On réussit parfaitement en cette partie; depuis quatre ans il n’a pas encore paru une herbe. Mais la propriété du marc de soude se manifesta d’une maniere plus funeste, une grande partie des arbres qui faisoient la bordure des allées périrent la même année, & nombre des autres sont encore languissans.
L’économie où ma nouvelle méthode m’avoit conduit me fit espérer de la pousser encore plus loin. Je me flattai de mettre le feu plus à profit, de répandre plus d’aisance dans la manœuvre, & par-là porter l’épargne sur le bois & sur les ouvriers. Je cherchai dans un arrangement différent des chaudieres le succès que je me promettois.
Je les disposai comme dans la suite de la Pl. III. fig. 8. & 9. l’évaporante en B, la préparatoire en A, & la réductive en C: je plaçai le tisar justement sous le milieu de l’évaporante; au moyen de quoi le feu agit sur elle immédiatement. La capacité du four de calcination occupa tout le dessous des chaudieres de préparation & de réduction.
L’intérieur de la maçonnerie demeura tel pour sa construction, que nous l’avons décrit, figure 5. même Pl. Les courans d’air furent toujours les mêmes, seulement je changeai la gueule du four de calcination, & la plaçai, non plus du côté de la cheminée y x z, mais en G, du même côté que le tisar, pour qu’on pût prendre le four dans sa longueur: on le peut voir, fig. 9. où l’élévation de la maçonnerie est représentée.
Voici les précautions que j’ajoutai pour l’aisance de la manœuvre. Je placai les bassins D, E de dissolution, de maniere qu’ils présentassent un de leurs coins au-dessus de la préparatoire A, disposant le terrein pour que leur fond fût à niveau du bord de la chaudiere; je les perçai en cet endroit.
Par ce moyen, lorsqu’après avoir fait filtrer ma lessive une ou deux fois, je juge qu’à la troisieme elle sera suffisamment saturée, au-lieu de la recevoir comme auparavant dans les baquets d, f, je la fais couler d’elle-même dans la chaudiere A, d’où on la transvase comme à l’ordinaire, dans l’évaporante, & ensuite dans la réductive.
Lorsque le sel s’est suffisamment égoutté sur l’égouttoir 1, 2, 3, 4, un seul ouvrier l’enfourne avec beau-coup de promptitude, dans le four de calcination, en le jettant par le trou F, d’un pié de diametre, que j’ai pratiqué, donnant sur le four, en prolongeant celui-ci de dix-huit pouces. L’ouvrier, lorsque le sel est tout enfourné, l’arrange & l’étend avec le rable dans le four à calciner.
Le trou F se bouche, lorsqu’on ne s’en sert pas; je parvins, par ces nouveaux moyens, à la réforme d’un ouvrier.
PLANCHE IV.
La vignette de cette Planche représente l’attelier nommé marchoir, où on mélange & prépare les terres dont sont faits les pots, les cuvettes, & les différentes pieces qui composent le four.
Fig. 1. Ouvriers marchant la terre.
2. Ouvriers portant un bar plein de ciment.
D. D. D. Caisses servant à marcher la terre.
F. Feuillette servant à voiturer de l’eau.
G. Bar servant au transport, soit de la terre, soit du ciment.
Bas de la Planche.
A. Bâton quarré servant à mouler les diverses tuiles.
B. Moule de ceintre de tonnelle ayant de longueur les deux tiers de la tonnelle ou vingt quatre pouces.
b. Plan de la tuile ou piece du moule précédent.
b. Profil de la même piece.
C. Plan géométral du moule de tuiles de couronne.
c. Vûe perspective du moule des tuiles de couronne.
E. Plan géométral du moule des tuiles d’embassure.
e. Vûe perspective du même moule des tuiles d’embassure.
T. Plan géométral du moule des tuiles servant aux piés droits des tonnelles.
t. Vûe perspective du moule T.
X. Plan géométral des tuiles des ceintres de tonnelles.
x. Vûe perspective du moule X.
S. Plan géométral du moule des tuiles de siéges.
PLANCHE V.
La vignette représente l’attelier des mouleurs, où on emploie la terre préparée dans l’attelier représenté par la Planche précédente. On y voit plusieurs ouvriers occupés à mouler des pots & des cuvettes.
Fig. 1. Ouvrier fabriquant un pot dans le moule.
2. Potier à la main.
3. Ouvrier fabriquant une cuvette en moule.
4. Ouvrier rebattant le fond d’un pot.
H. H. Plateaux servant à déposer la terre que l’on a à mouler.
I. I. Terre déposée sur les plateaux.
L. Escabeau servant à poser le fonceau, sur lequel on doit commencer un pot à la main, pour élever l’ouvrage à une hauteur commode à l’ouvrier.
M. Petite cuvette encore sur son fonceau.
N. Grande cuvette encore sur son fonceau.
Bas de la Planche.
A. Moule à pots.
B. Fonceau sur lequel on moule les pots.
C. Moule des petites cuvettes.
D. Moule des grandes cuvettes.
E.E.E. Battes de diverses grandeurs.
F. Batte pour le fond des pots.
G. Gouge plate.
g. Gouge ronde.
PLANCHE VI.
Cette Planche & les trois suivantes contiennent les plans, coupes & autres développemens d’un fourneau, dessinés sur une plus grande échelle.
Fig. 1. Plan géométral du four.
A. Quarré du four.
B.B. Plan géométral des tonnelles.
C.C.C.C. Ouvreaux à cuvettes.
D,E.D,E.D,E.D,E. Plaques de fonte placées au sor tir des ouvreaux à cuvettes.
F.F.F.F. Plan géométral des quatre arches.
2. Coupe du four par les ouvreaux d’en-haut.
G. Tisar ou espace renfermé entre le bas des deur siéges.
H.I. Siége à pots.
L.L. Siége à cuvettes.
M.M. Pots placés sur leurs siéges.
N.N.N. Cuvettes sur les siéges. O.O.O.O. Ouvreaux à tréjeter.
P.P. Ouvreaux du milieu.
Q.Q. Talud des siéges depuis leurs bords d’en-haut jusqu’à leur pié.
R.R.R.R. Lunettes.
S.S.S.S. Bonards.
T.T.T. Entrées des arches à pots.
t. Entrée de l’arche à matiere.
5.6. Clairvoyes des arches.
4.4.4. Trois pots placés dans l’arche.
PLANCHE VII.
Fig. 1. Plan du dessus du four.
A. Dessus du quarré du four.
F.F.F.F. Dessus des arches.
G.G. Dessus des glaies.
D. Piliers soutenant la roue au-dessus du fourneau.
2. Élévation du four vis-à-vis les ouvreaux.
C.C. Ouvreaux à cuvertes.
F.F. Élévation des arches.
O.O. Ouvreaux à tréjeter.
P. Ouvreau du milieu.
S.S. Bonards.
3. Élévation du four vis-à-vis la glaïe.
B. Tonnelle.
T. Gueule d’une des arches à pots.
t. Gueule de l’arche à matiere.
PLANCHE VIII.
Fig. 1. Coupe du four par l’arête du milieu, d’une glaïe à l’autre.
B.B. Tonnelles.
C.C. Ouvreaux à cuvettes.
F.F. Mur des arches faisant une des parois des deux glaies.
H.I. Siége.
M.M. Pots vûs en élévation sur les siéges.
O.O. Ouvreaux à tréjeter.
P. Ouvreau du milieu.
2. Coupe du four par les ouvreaux du milieu.
B. Tonnelle.
F.F. Arches.
H.I.H.I. Siéges.
M.M. Pots sur leurs siéges.
P.P. Ouvreaux du milieu.
R.R. Lunettes.
Les figures qui suivent représentent la glaïe & le développement des différentes pieces qui en composent la fermeture, dessinées sur une échelle triple.
3. Plan en élévation de la glaïe.
T. Trou par lequel on tise, ou tisar.
C. Chevalet.
J.J.J.J. Joues.
S.S. Chios.
M.M. Margeoirs.
4. Plan géométral de la glaïe.
s. Chio.
i. i. Joues.
n. n. Margeoirs.
a. x. Murs de la glaïe.
y. y. Parties de la masse du four, avoisinant la glaïe.
Pieces de four.
T. Tuile pour boucher les ouvreaux à cuvettes.
p. Plateau servant à boucher les ouvreaux d’en-haut.
t. Tuile servant aux ouvreaux d’en-haut.
c. Chevalet.
E.E. Joues.
m. m Margeoirs.
S. Chio.
PLANCHE IX.
Plan géométral de la roue, ou plancher de charpente, qui est placé au-dessus du fourneau, sur lequel on empile le bois ou la billette pour la faire sécher. On voit partie de cette roue chargée de bois dans les vignettes de plusieurs des Planches suivantes.
A B C D. Chemin ou pont fait de planches, servant pour porter le bois sur la roue. Ce chemin traverse le dessus du four d’une glaye à l’autre, & se termine aux murs de la halle qui sont vis-à-vis les tonnelles à des ouvertures auxquelles répondent extérieurement des escaliers ou rampes par lesquelles les chargeurs apportent le bois.
E I, G H. Chevalets qui portent les extrémités saillantes des longrines qui composent la roue. Ces chevalets sont portés par les quatre piliers cotés B.B.B.B. dans le plan général, Pl. premiere.
F F, F F. Deux autres chevalets pour soutenir la roue. Ces deux chevalets reposent chacun sur quatre dés de pierre cotés D.D.D.D. dans le plan du dessus du fourneau, Pl. premiere.
g g, h h. Deux autres petits chevalets posés de même sur des dés aux quatre angles du fourneau.
K, K. Milieu de la roue répondant au milieu du fourneau.
KFH. Partie de la roue chargée de billette.
PLANCHE X. Lavage du sable & du calcin.
Fig. 1. Ouvrier lavant du calcin dans un canal passant à-travers l’attelier, & dont on voit l’orifice au mur postérieur.
2. Ouvrier remuant le sable dans un baquet plein d’eau avec une palette de fer.
3. Ouvrier tamisant le sable dans l’eau.
4. 5. Ouvriers portant du sable ou du calcin dans un bar, à l’effet de le laver.
Bas de la Planche. Outils des laveurs, & moules des différentes pieces de la fermeture de la glaïe & des ouvraux.
Fig. 1. Pelle à laver le sable.
2. Pelle propre à prendre le sable & le calcin.
3. Tamis à passer le sable.
4. Panier à laver le calcin.
5. Moule à joue.
6. Moule à chios.
7. Moule à chevalets. Ces trois pieces servent à fermer la glaïe.
8. Moule à tuile d’ouvreaux à cuvettes.
9. Moule à plateaux pour les ouvreaux d’en-haut.
10. & 11. Moules de diverses sortes de tuiles pour les ouvreaux d’en-haut.
12. Bâton servant à mouler les diverses pieces.
PLANCHE XI. Saline.
Fig. 1. Plan géométral de la saline pour extraire le sel de la soude.
A A A. Chaudieres de dissolution.
B. Chaudiere d’évaporation.
C.C.C.C. Chaudiere de réduction.
D D. Bassins d’eau froide.
E. Tisar.
2. Coupe en long des chaudieres de dissolution & d’évaporation, & de la maçonnerie sur laquelle elles sont établies.
3. Coupe par la largeur de la chaudiere d’évaporation.
4. Élévation du côté du tisar, de la maçonnerie qui sert d’établissement aux chaudieres de dissolution & d’évaporation.
5. Élévation du côté du tisar, de la maçonnerie d’une des chaudieres de réduction.
PLANCHE XII.
Vignette. Vûe perspective d’un four à frite double en travail, dont on trouvera le plan, les élévations & les coupes dans la Planche suivante.
B.B. Gueules du four à frite. F. F. F. Piés droits des cheminées.
H, H. Hotes ou manteaux des cheminées.
x y. z t. Barres pour appuyer le rable lors du travail.
1. 2. Caisses propres à renfermer la matiere prête à friter.
3. Pelle propre à prendre la matiere.
4. 5. 6. 7. Rables de relai pour remplacer celui qui travaille quand il s’échauffe trop.
8 9, 8 9. Bassins où le fritier fait tomber la matiere fritée, & la laisse refroidir.
Fig. 1. Un fritier quittant son rable chaud pour en prendre un froid.
2. Un fritier portant le bout de son rable d’une partie du four à l’autre.
Bas de la Planche.
Fig. 1. Géométral d’un four à frite simple.
A. Aire du four.
B. Gueule du four.
C. Ouverture du tisar.
E D. Longueur du tisar.
F. F. Géométral des piés droits de la cheminée.
e f. Plaque de fonte sur le devant du four à frite.
S. T. Ouverture de communication du tisar au four.
2. Coupe du four à frite, selon la ligne m n.
C. Ouverture du tisar.
q. r. Barreaux du tisar.
L I. Arête de l’ouverture de communication.
i. Sablonette.
3. Coupe du four à frite selon la ligne c d.
b. Pié droit de la gueule du four à frite.
g. Pié droit de l’embrasure du four à frite.
P. Pié droit de la cheminée.
h. Ouverture de communication du tisar au four à frite.
i. Sablonette.
PLANCHE XIII. Développemens du four à frite double.
Fig. 1. Plan géométral du four à frite double, & d’un bout de l’atelier qui le renferme.
A A. Aires des deux parties du four à frite.
B C, B C. Communication des tisars dans les deux parties du four à frite.
D D. Gueules des deux parties du four.
E. Ouverture du tisar.
F G. Longueur du tisar.
H I. H I. Plaques de devant des deux parties du four.
L L L. Piés droits des cheminées.
M N M N. Bassins où les fritiers tirent leur frite pour la laisser refroidir.
m n. Galeries pour passer au tisar.
2. Coupe du four à frite double de la fig 1. par la ligne m n.
E. Ouverture du tisar.
g h. Barreaux du tisar.
i, l. Atrêtes des ouvertures de communication du tisar aux deux parties du four.
m n. Galeries pour passer au tisar.
O P. Sablonette.
3. Élévation du four à frite double du côté du tisar.
E. Ouverture du tisar.
m n. Galeries pour passer au-devant du four.
O P. Sablonette.
4. Élévation du devant du four.
D. D. Gueules des deux parties du four.
G G. Hottes ou manteaux des cheminées.
L L L. Piés droits des cheminées.
x y x y. Barres de fer armées de chevilles pour manier le rable avec facilité.
m n. Galeries pour passer au tisar.
O P, O P, O P. Sablonette.
PLANCHE XIV. Plan des tenailles & de la table.
Fig. 1. Plan d’une tenaille propre à prendre les petites cuvettes.
A B. C D. M N. Poignées par lesquelles les verseurs prennent la tenaille.
G. Charniere de la tenaille.
E F. Clé qui sert à fixer l’ouverture de la tenaille au moyen d’une clavette qu’on met du côté de l’extrémité de la clé, dans les trous qu’on voit exprimés sur E F.
2. Plan d’une tenaille propre à prendre les grandes cuvettes.
3. Plan de la table sur laquelle on voit le rouleau & les tringles.
O P Q R. Table.
S T. X Y. Tringles.
Z. Rouleau.
a c. z B. Poignées qu’on ajoute aux deux bouts du rouleau, pour qu’on puisse le mettre en usage.
4. e d g f. L’épaisseur de la table vûe par une de ses extrémités.
hh. Extrémités des tringles.
5. Coupe en long du rouleau, pour qu’on puisse voir sa ferrure intérieure.
6. & 7. Poignées du rouleau. I trou quarré qui s’emboîte dans l’extrémité de la barre qui sert d’axe au rouleau.
PLANCHE XV. Elévation de la table & développement de son pié.
Fig. 1. Élévation de la table & de son chassis par l’extrémité qui s’applique aux carcaises.
A B. Extrémité de la table.
C. D. Mortaises & tenons qui assemblent l’extrémité du chassis, avec ses parties latérales.
F F. Roues de la table.
2. Coupe de la table & de son chassis par une ligne passant des roues du côté des carcaises à la roue qui est seule à l’autre extrémité.
A B. Table.
C D. Chassis.
F. Profil de la roue du côté éloigné de la carcaise.
E. Profil d’une des roues du côté de la carcaise.
3. Élévation de la table & de son chassis, par l’extrémité éloignée de la carcaise.
A B. Extrémité de la table.
C D. Mortaise & tenons qui assemblent l’extrémité du chassis, avec ses parties latérales.
E. Roues de la table.
4. Développement du chassis de la table.
5. Chevalet qui reçoit le rouleau quand il tombe de dessus la table.
6. Élévation du chevalet par une de ses extrémités, dans laquelle est le rouleau dont on voit aussi l’extrémité.
PLANCHE XVI. Chariot à rouleau.
Fig. 1. Vûe perspective du chariot à rouleau.
2. Profil du chariot à rouleau, la roue antérieure étant supprimée.
3. Plan géométral du chariot à rouleau.
PLANCHE XVII. Développement de la potence & de la tenaille servant à porter les cuvettes.
Fig. 1. La potence armée de toutes ses pieces, elle paroit rompue un peu au-dessus du cric, parce que, faute d’étendue dans le papier, on ne pouvoit la placer en toute sa longueur.
a b. Colier servant à fixer le haut de la potence aux poutres.
c. Poulie pour passer la corde qui soutient la tenaille.
h i. Bras de fer destiné à recevoir la poulie g, & à la porter à la distance nécessaire, pour que, continuant à faire passer la corde sur cette poulie, on transporte par ce moyen la tenaille à la même distance. l m. Barre de fer destinée à retenir le bras h l dans la direction horisontale.
d e, d e Bâtons dont la potence est garnie, pour que les ouvriers la soutiennent par-là dans la position perpendiculaire, lorsqu’on la transporte d’une carcaise à l’autre.
n. Cric par le moyen duquel on fait monter & descendre la tenaille.
Z. Pivot sur lequel tourne la potence.
a. Crochet qui tient la tenaille.
2. o p q r. Ferrace qui couvre la cuvette, & qui est suspendue au-dessus de l’équipage de la tenaille.
s. Trou par lequel on doit passer la garniture de la tenaille.
3. Vûe perspective de la tenaille garnie de toutes ses pieces.
t. Tenon destiné à entrer dans le trou s de la ferrace, & percé pour recevoir le crochet a de la corde de la potence.
x y. Fléau auquel pendent par quatre crochets autant de chaînes, auxquelles est attachée la tenaille.
PLANCHE XVIII. L’opération d’enfourner.
Vignette. Vûe perspective du four & de ses arches, ainsi que de la roue, le tout vû du coin de l’arche à matiere.
Fig. 1. Ouvrier prenant de la matiere de l’arche avec sa pelle à enfourner.
2. Ouvrier portant la matiere à l’ouvreau.
3. Ouvrier enfournant.
4. Ouvrier retournant à l’arche chercher de la matiere.
5. 6. Ouvriers attendant le moment de remplir leurs pelles.
7. Maître-tiseur faisant enfourner, & examinant l’opération.
Bas de la Planche.
A B. Ferret.
C D. Ferret d’une autre sorte.
E F. Cornard servant à déboucher les ouvreaux à cuvettes.
K H. Pelle à enfourner avec son manche.
K G L I M N. Vûe perspective de la pelle.
G O. Manche de fer.
O H. Manche de bois ajusté à la douille de celui de fer.
P Q S R. Plan géométral de la pelle à enfourner.
T. Brouette à braise.
z a. Pelle à débraiser avec son manche.
z b. Vûe perspective de la pelle.
b y. Manche de fer.
y a. Manche de bois ajusté à la douille de celui de fer.
K C. Rable du tiseur avec son manche de bois.
e f. Grand rable.
g h. Manche de bois du grand rable.
PLANCHE XIX. L’opération de curer.
Vignette. vue perspective du four, de ses arches & de la roue, le spectateur placé vis-à-vis l’une des arches à pots.
Fig. 1. Ouvrier élochant la cuvette.
2.2. Placeurs de cuvette, prêts à en tirer une du four pour être curée.
3. 3. Cureurs, dans l’instant où ils curent une cuvette, l’un gratte les parois de la cuvette avec son grapin, pour en détacher le verre qui y est attaché; l’autre remplit de verre la pôche d’un gamin.
4. Gamin recevant du verre dans sa pôche.
5. 5. Placeurs de cuvette, attendant que celle qu’ils ont à la tenaille de leur chariot, soit curée pour la ramener à l’ouvreau.
Bas de la Planche.
Fig. 1. Grand mere.
2. Cornard.
3. Grapins.
4. Ferret.
5. Rabot.
6. Balai.
7. Pince propre à élocher la cuvette.
8. Plan du chariot à tenailles.
A B. C D. Poignées sur lesquels les ouvriers mettent les mains pour conduire le chariot.
E F. Clé servant à maintenir les tenailles du chariot à l’ouverture qu’on desire au moyen d’une clavette.
9. Profil du chariot à tenailles.
10. Pôche du gamin.
11. Procureur.
PLANCHE XX. L’opération d’écrémer.
Vignette. Vue perspective du four, des arches & de la roue du coin d’une des arches.
Fig. 1. Ecremeur dans l’instant même où il écreme.
2. Ecremeur dans l’instant ou il arrange autour de son pontil sur la plaque posée sur le baquet, le coup de verre qu’il vient de prendre pour retourner en prendre un second.
3. Tiseur portant du bois à la glaïe.
Bas de la Planche.
Fig. 1. Ferret.
2. Pontil.
3. Graton.
4. Pôche à tréjetter.
5. Gambier.
6. Crochet faisant office de gambier, & qu’on peut appeller gambier à une main.
7. Grande pince.
8. Grand crochet.
9. Plan du chariot à ferrace.
PLANCHE XXI. L’opération de tréjetter.
Vignette.
Fig 1. Tréjetteur prenant du verre dans le fond du pot.
2. Tréjetteur versant dans la cuvette le verre qu’il a pris dans le pot.
3. Tréjetteur rafraîchissant sa pôche dans le baquet.
4. Tréjetteur retournant à l’ouvreau, après avoir rafraîchi sa pôche.
Bas de la Planche.
Fig. 1. Profil du chariot à ferrace.
2. Vue perspective du chariot à ferrace.
PLANCHE XXII. L’opération de tirer la cuvette hors du four.
Vignette.
Fig. 1. Un maître tiseur tenant le talon de la grande pince pour l’amener sur la ferrace du chariot.
2.2.2.2. Deux hommes sur chaque crochet occupés à tirer la cuvette sur la ferrace du chariot.
3.3. Ouvriers tenant les poignées du chariot à ferrace, & attendant que la cuvette soit sur la ferrace pour l’emmener à la table.
Bas de la Planche.
Fig. 1. Crochet à tirer des larmes.
2. Croix à nettoyer la table.
3. Main.
4. Grillot.
5. Pelle. 6. Ygrec dont on a mis le manche en deux parties, faute de pouvoir le placer dans l’étendue de la Planche, vu sa longueur.
PLANCHE XXIII. Ecrémer sur le chariot à ferrace.
Vignette.
Fig. 1. 2. Les deux verseurs écremant la cuvette avec leurs sabres.
3.4. Deux grapineurs prenant avec leurs grapins l’écrémage de la cuvette, & le mettant dans la poche du gamin.
5. Gamin tendant sa pôche pour recevoir l’écré mage.
6. 7. Ouvriers occupés à prendre la cuvette dans les tenailles.
8. Ouvriers prêts à écarter le chariot à ferrace, pour ne pas gêner l’opération.
9. Teneur de manivelle.
Bas de la Planche.
Fig. 1. Sabre.
2. Développement du manche du sabre.
3. Vue perspective du chariot à porence.
4. Profil du chariot à potence.
5. Plan du chariot à potence.
PLANCHE XXIV. L’opération de verser & rouler.
Vignette.
Fig. 1. 2. Verseurs.
3.4. Rouleurs.
5.6. Teneurs de main.
7.8. Grapineurs attentifs aux larmes ou saletés qui peuvent tomber de la cuvette, pour les arracher du flot de verre.
9.10. Autres grapineurs disposés derriere les rouleurs, & se préparant à détacher les tringles après la glace coulée.
11. Teneur de manivelle.
12. Tiseur essuyant la table avec sa croix.
13. Ouvriers au chariot à ferrace prêts à venir reprendre la cuvette après la glace coulée pour la ramener au four.
Bas de la Planche.
Cette figure représente la table accompagnée des différens outils & instrumens qui servent aux opérations que la vignette représente, lesquels sont cachés dans la vignette par différens ouvriers.
PLANCHE XXV. L’opération de pousser la glace dans la carcaise.
Vignette.
Fig. 1.2.3. Le maître tiseur aidé de deux ouvriers, poussant la glace avec la pelle.
4.5. Les deux grapineurs de devant aidant à pousser la glace.
6.7. Deux ouvriers appuyant sur la tête de la glace avec le grillot, pour empêcher la pelle de passer dessous.
8.9. Les grapineurs de derriere dont un 9 écarte la glace du pié droit de l’entrée de la carcaise.
Bas de la Planche.
Fig. 1. Grande croix dont on a rompu le mancho faute de place; on voit en A B tout ce qui est en fer, & en C D le manche de bois qu’on y ajoute.
2. E F. Grand rabot.
3. Grand rabot en perspective avec son manche.
G H. Suite du manche en fer jusqu’à la douille.
K I. Manche en bois du grand rabot.
PLANCHE X XVI. L’opération de sortir les glaces des carcaises.
Vignette.
Fig. 1. Ouvrier soutenant la tête de la glace, & réglant le mouvement des autres.
2.4.6. Trois ouvriers baissant également pour poser leur côté de glace sur les coëtes.
3.5.7. Trois ouvriers soutenant & élevant le côté opposé de la glace, pour lui donner la position verticale sur les coëtes.
8. Six ouvriers portant une glace à l’équarri.
Bas de la Planche.
Fig. 1. Crochet propre à tirer les glaces de la carcaise, dont on voit en A B le reste de la longueur du manche.
2. Regle divisée en pouces.
3. Equerre.
4. Mâchoire.
5. Marteau d’équarisseur.
6. Vue du marteau par son extrémité.
7. Bricole.
8. Egrugeoir ou pince à égruger.
9. Coëte ou chantier rembouré.
10. Diamant en rabot.
PLANCHE XXVII. L’opération de mettre un pot à l’arche.
Vignette.
Fig. 1. Ouvrier en-dedans de l’arche tirant le pot à lui.
2. Ouvrier soutenant le pot au moyen d’une planche, pour donner le tems de reprendre le pot & le porter plus avant dans l’arche à ceux qui tiennent le bar, dont on voit le géométral dans la Planche XXXI.
3.4.5.6. Ouvriers portant le bar à pot.
Bas de la Planche.
Fig. 1. Barre croche.
2. Barre d’équerre.
3. Dent de loup.
4. Moïse.
5. Gros-diable.
6. Diable servant de pince.
PLANCHE XXVIII. L’opération de tirer un pot de l’arche.
Vignette.
Fig. 1. Un ouvrier soutenant avec moïse le pot déja abattu, pour le laisser poser doucement.
2.3. Teneurs de crochet, dont l’un 2 vient d’ôter son crochet de dedans le pot, & l’autre 3 fait encore agir le crochet.
4.5.6.7. Ouvriers amenant le grand chariot pour prendre le pot; l’un 4 dirige la marche du chariot au moyen de la queue; deux autres 6,7, poussent aux roues, & le 5 pousse le chariot par un des boulons.
Bas de la Planche.
Fig. 1. Plan géométral du grand chariot, dont on voit en A B la longueur entiere de la queue.
2. Profil du grand chariot.
PLANCHE XXIX. L’opération de mettre un pot au four.
Vignette.
Le four est vû du coin d’une arche qu’on suppose abattue, ainsi que la partie voisine du four, jusqu’à l’ouvreau du milieu, pour laisser voir l’intérieur du four.
Fig. 1. Maître tiseur guidant le mouvement de la fourche on en gouvernant la queue suivant le besoin. 2.3.4.5.6.7. Ouvriers aidant au maître tiseur à conduire la fourche.
8. Ouvrier disposant le pot à prendre sa place au moyen de la barre croche.
9.10.11. Ouvriers soutenant le pot au moyen de la barre d’équerre, pour donner le tems à la fourche de se reprendre.
a. Dent-de-loup venant d’aider à relever le pot dans le four en passant par la glaïe opposée.
Bas de la Planche.
Fig. 1. Plan géométral de la fourche, au-dessous de laquelle on voit la suite de la queue.
2. Profil de la fourche.
PLANCHE XXX. L’opération de tirer les cuvettes de l’arche.
Vignette.
Fig. 1. 2. Ouvriers amenant la cuvette sur le bord de l’arche au moyen des crochets.
3. Ouvrier portant la cuvette au four, aidé de deux porteurs de gambier, 4. & 5.
6.7. Placeurs de cuvette, attendant qu’elle soit sur la plaque pour la placer dans le four, au moyen du chariot à tenaille.
Bas de la Planche.
Fig. 1. Houlete dont le manche est représenté en deux parties, faute d’emplacement.
2. Bras servant à lever le rouleau sur la table.
3. Représentant les bras en action.
PLANCHE XXXI. L’opération de tirer le picadil qui est au fond du fourneau.
Vignette.
Fig. 1. Ouvrier ramenant sa poche pleine de picadil.
2.3. Porteurs de gambiers attendant que le premier ouvrier ait besom de rafraîchir sa pôche.
4. Ouvrier rafraîchissant sa pôche.
5.6. Porteurs de gambiers qui ont aidé à l’ouvrier précédent à porter sa pôche au baquet.
7. Gamin remettant de l’eau dans un baquet.
Bas de la Planche.
Fig. 1. Plan géométral du danzé.
2. Vûe perspective du danzé.
3. Profil du danzé.
4. Poche à picadil.
5. Grand bar, ou bar double, servant à porter les pots à l’arche, comme on l’a vû dans une des Planches précédentes.
6. Profil du grand bar.
PLANCHE XXXII. Plan, coupe & élévation d’une carcaise.
Fig. 1. Géométral de carcaise.
A. Tisar de derriere.
B. Profondeur du cendrier qui se trouve au-dessous du terrein.
C. Tisar de devant.
D. Gueule de la carcaise.
E E. Lunette.
2. Coupe en longueur de la carcaise par le milieu de sa largeur.
A. Tisar de derriere.
B. Cendrier.
D. Gueule de la carcaise.
3. Élévation extérieure du devant de la carcaise.
C. Tisar de devant.
D. Gueule de la carcaise.
4. Coupe de la carcaise & élévation intérieure de son devant.
C. Tisar de devant.
D. Gueule de la carcaise.
5. Élévation extérieure du derriere de la carcaise.
A. Tisar de derriere.
B. Cendrier.
E E. Lunettes.
6. Coupe de la carcaise, & élévation intérieure de son derriere.
A. Tisar de derriere.
B. Cendrier.
E E. Lunettes.
DES GLACES SOUFFLÉES.
PLANCHE XXXIII.
Cette Planche représente le plan général de la halle où l’on souffle les glaces. A A, A A, &c. sont les entrées principales; A A le grand fourneau; B B les portes; C C le fourneau à fondre la matiere; D D, &c. les ouvreaux; E E, &c. les creusets ou pots; F F, &c. les arches; G G, &c. les lunettes; H H, &c. les chenets; I I, &c. les bouches des arches, K la table à souffler; L traiteau à percer; M la felle; N la chaise; O le marchepié de la chaise; P la table à applatir les glaces; Q glace applatie; R la felle; S S, &c. baquets à rafraîchir la matiere lorsqu’elle est trop chaude; T T, portes des galeries des fours à recuire les glaces; U U U, &c. les galeries; V V, &c. l’âtre des fours où l’on fait recuire les glaces; X X, &c. les foyers; Y Y, &c. petits murs de refend soutenus par une petite arcade; Z Z, &c. les bouches des fours, &c. & glaces en recuit.
PLANCHE XXXIV.
Le haut de cette Planche représente un attelier où plusieurs ouvriers sont occupés à souffler les glaces, l’un a, à tirer la matiere chaude du pot au bout de la felle; un autre b, à la rafraîchir sur un baquet; un autre c, à souffler pour en former une bouteille; un autre d, à la raffraîchir, s’il est nécessaire, tandis qu’un autre en e jette de l’eau dessus; un autre f, à balancer la matiere soufflée pour la faire alonger; un autre en g qui va la percer; un autre enfin en h, apportant avec soi des cannes, des fêles, & autres ustensiles.
Fig. 1. Coupe du four sur la longueur.
2. Coupe sur la largeur.
3. Élévation sur le petit côté.
4. Élévation sur le grand côté du grand fourneau à fondre la matiere. F, F les arches; D, D, D ouvreaux.
PLANCHE XXXV.
Le haut de cette Planche représente un même attelier & la suite du meme ouvrage. Un ouvrier en a est occupé à réchauffer la matiere à un ouvreau; un en b à tenir la matiere soufflée & alongée sur le treteau, tandis qu'un autre en e l'ouvre avec le poinçon; un autre ouvrier en d à tenir la même matiere percée sur un autre treteau, tandis qu'un autre e l'ouvre avec le procello; un autre monté sur la chaise en s, tient perpendiculairement la matiere ouverte, tandis qu'un autre g la fend avec les ciseaux; plus loin en h est un autre ouvrier occupé à descendre du bois.
Fig. 1. Coupe sur la longueur d'une galerie, & d'un des fours.
1.2. Coupe transversale d'une partie des fours à recuire, & de leurs galeries. A A galerie; B B bouche du four, C âtre; D petit mur soutenu sur une arcade; E foyer; F porte de la galerie; G G dessus des fours.
PLANCHE XXXVI.
Le haut de cette Planche représente le même attelier & la suite du même ouvrage. Un ouvrier en a est occupé a attacher une canne pleine à la matiere ouverte & fendue, tandis qu'un autre en b sépare la fele appuyée sur le treteau; un autre ouvrier en c l'apporte sur le treteau pour la faire ouvrir par un autre en d avec le procello, tandis qu'un autre en e la soutient; un autre ouvrier en f, monté sur la chaise la tient perpendiculairement, tandis qu'un autre g la coupe avec les ciseaux; un autre enfin en h la porte sur la table pour la dresser.
Fig. 1. Élévation perspective d'un levier propre à porter & à enlever les pots ou creusets dans le fourneau. A A le levier; B le montant; C le cordage, D la poulie; E le moulinet; l'essieu; G les roues.
2. Bout de levier. A le tenon.
3. Extrémité du montant. A la moufle; B la poulie.
4. Crampon pour arrêter le cordage sur le levier. A A les pattes.
5. Montant. A la moufle; B B les mortaises; C le tenon.
6. & 7. Contre-fiches. A A les tenons supérieurs; B B les tenons inférieurs.
8. Levier principal. A la moufle.
9. Manivelle. A la clé; B le manche.
10. Moulinet. A A les tourillons.
11. Support du moulinet. A A les pattes.
PLANCHE XXXVII.
Le haut de cette Planche représente l'intérieur d'une des galeries où sont les fours à recuire les glaces; on voit des ouvriers occupés; les uns en a a à mettre les glaces en recuit, tandis que d'autres en b descendent du bois.
Fig. 1. Élévation; fig. 2. coupe; fig. 3. plan du bas; & fig. 4. plan du haut d'une carcaise à étendre. A le fourneau B le petit mur de brique; C le foyer; D le cendrier; E labouche du fourneau, F le dessous du fourneau; G la porte; H la cheminée; I le dessus du fourneau.
PLANCHE XXXVIII.
Opérations progressives de la maniere de souffler les glaces.
Fig. 1. Matiere prise au four. A la matiere; B la canne creuse ou felle.
2. La matiere soufflée. A la bouteille; B la fêle.
3. La matiere soufflée & pointue. A la bouteille; B la felle.
4. La matiere alongée. A la bouteille; B la felle.
5. La matiere en perce avec le poinçon. A la bouteille; B la felle; C le poinçon.
6. La matiere percée. A la bouteille; B l'ouverture; C la felle.
7. La matiere lorsqu'on l'ouvre avec le procello. A la bouteille; B le procello; C la felle.
8. La matiere ouverte. A la bouteille; B l'ouverture; C la felle.
9. La matiere ouverte & fendue. A la bouteille; B la fente; C la felle.
10. La matiere lorsqu'on la change de canne. A la bouteille; B la fente; C la felle ou canne creuse; D la canne pleine.
11. La matiere percée par l'autre bout & lorsqu'on l'ouvre avec le procello. A la bouteille; B le procello; C la canne.
12. La matiere ouverte & aggrandie. A la bouteille; B l'ouverture; C la canne.
13. La matiere fendue d'un bout à l'autre. A la bouteille; B la fente; C la canne.
14. La matiere dressée en forme de glace. A la glace; B la canne.
15. 16. Canne creuse ou felle. A le té, B le manche.
17. Canne ou felle non creuse. A le triangle; B le manche.
18. Autre felle non creuse. A la roue; B le manche.
19. Demi-procello. A la tête; B la branche.
20. Procello. A la tête; B B les branches.
21. Poinçon. A le poinçon; B la tête.
22. Masse. A la tête; B le manche.
23. Ciseaux. A A les mors; B B les branches.
24. Petit mortier. A le mortier.
POLI DES GLACES.
PLANCHE XXXIX.
Le haut de cette Planche représente un attelier où plusieurs ouvriers sont occupés, les uns en a à dresser de grandes glaces; sur le banc de roue, un en b & un autre en c à en dresser de plus petites; sur le banc de moilon, un autre en d à préparer sa glace à être dressée; dans le fond de l'attelier en e est le dépôt des glaces brutes.
Fig. 1. Banc à dresser des petites glaces. A A la table. B B, &c. les treteaux. C C la pierre de liais. D D, &c. les glaces inférieures, qu'on appelle levée. E E les glaces supérieures ou dessus. F F les tablettes. G G les moilonage. H H les chassis de bois. I I, &c. les pommes.
2. Inférieur de la table. A A les traverses de longueur. B B les traverses de largeur. C C la feuillure. D D, &c. les traverses inférieures. E E le fond de la table.
PLANCHE XXXX.
Fig. 1. Pierre de liais du banc à moilonner. A A A les trois morceaux.
2. Glace de dessus.
3. La tablette. A A les trous des chevilles. B le trou du moilon.
4. Pierre de moilon. A A les trous des chevilles.
5. Chassis de moilon. A A les trous des chevilles.
6. & 7. Chevilles. A A les pommes. B B les tiges.
8. Gouge. A le taillant. B le manche.
9. Ciseau. A le taillant. B le manche.
10. Fermoir. A le taillant. B le manche.
11. A Palette. B le manche.
12. Auge à contenir le grès.
13. Escabeau à soutenir l'auge. A le dessus. B B les piés.
14. Tréteau à soutenir la table. A A le dessus. B B les piés.
PLANCHE XXXXI.
Fig. 1. Banc de roue. A A la roue. B le pivot. C C, &c. les supports. D D, &c. les pierres de charge. E E la tablette. F la glace de dessus. G la levée. H H la pierre de liais. I I, &c. la table. K K, &c. les tréteaux.
2. Tablette. A A la tablette. B B les supports. C le pivot.
3. Roue. A A, &c. les jantes. B B, &c. les rayons. C le moyeu.
4. Pierre de charge.
5. Pivot. A la tablette. B le boulon.
6. & 7. Supports. A l'entaille des rayons. B B les pattes.
PLANCHE XXXXII.
Le haut de cette Planche représente l'attelier où l'on polit les glaces; c'est la même manœuvre par-tout qui consiste simplement à tirer & pousser alternativement la moilette à polir sur tous les traits du grès que portent les glaces.
Fig. 1. Etabli à polir. A A l'établi. B la traverse. C le support. D D les pierres de liais. E E la glace. F la moilette à polir. G le manche de la moilette. H H, &c. la fleche. I la boîte de la fleche. K la table supérieure. L L les supports de la table supérieure.
2. Pierre à glace. A la pierre. B la glace scellée.
3. Sebile à contenir l'émeril. A la sebile. B la spatule.
4. Demi-fleche supérieure. A le bout du côté de la pointe. B le bout du côté de la jonction.
5. Demi-fleche inférieure. A le bout du côté de la moilette à polir. B le bout du côté de la jonction.
6. Boîte de jonction de flexion. 7. Piton de fleche. A la tête. B la pointe.
8. Brosse.
9. Moilette à polir. A la rainure du manche.
10. Manche de moilette à polir.
11. Moilette de drap.
Machine à polir les glaces, ètablie à Saint Yldefonse, près Madrid, reprèsentee dans les quatre Planches suivantes numerotées
PLANCHE XXXXIII.
Plan général de la machine pris au rez-de-chaussée.
A le coursier du côté d'amont, par lequel l'eau vient sur la roue. B C la roue à augets. D E l'arbre & les tourillons de la grande roue. F F, G G, deux autres roues ou hérissons fixés sur l'arbre de la roue à augets. a, c, lanternes dans lesquelles les hérissons engrenent. b, d, manivelles servant d'axes aux lanternes. H H, I I, tirans pour communiquer le mouvement au grand chassis. K L M N, O P, Q R, entre-toises des longs côtés du chassis. S S S, &c. polissoires fixées sur les entre toises. T T T polissoires fixées aux longs côtés du chassis; l'enceinte formée par des lignes ponctuées indique le contour de tables de pierres, sur lesquelles on scelle les glaces pour les polir. V V V V quatre poteaux de bois posés sur des de pierre, servant à soutenir le plancher au-dessus duquel est un second attelier, comme on verra dans les Planches suivantes.
PLANCHE XXXXIV.
Élévation latérale, & coupe par le milieu de la longueur du coursier.
B B fond du coursier. B B B trompe servant d'embouchure au coursier du côté d'aval. B B B B coursier du côté d'aval. B C la grande roue à augets. E tourillon à l'extrémité de l'axe. G G hérisson fixé sur l'arbre. c lanterne. d manivelle de la lanterne. A X coursier du côté d'amont, par lequel l'eau arrive sur la roue.
II tirant pour communiquer le mouvement aux chassis. f f jumelles fixées sur les entre-toises de la cage de charpente qui renferme la grande roue N N, L L profils des longues barres du chassis inférieur. N, L profil des longues barres du chassis de l'attelier supérieur. N N 13, L L 14 chaînes qui suspendent le chassis inférieur; elles sont mobiles aux points 13, 14. I d troisieme chaîne ou levier mobile au point 1, & dans la longue mortaise d duquel passe le coude de la manivelle, qui imprime à ces trois pieces un mouvement d'oscillation. 11, 3. L L, 4, leviers du premier genre mobiles en f f, qui communiquent le mouvement au chassis supérieur N, L; ces deux leviers sont assemblés à charniere au chassis inférieur. 9, 10, 11, 12, regles fixées aux longs côtés du chassis inférieur, lesquelles portent chacune deux polissoires. q r tables de pierres sur lesquelles les glaces sont scellées pour être polies. s t, s t, & dez des pierres sur lesquelles les tables sont posées.
Au second étage. o p patins & chevalets de charpente qui portent les tables m m, n n, sur lesquelles les glaces sont posées pour être polies. N, L chassis supérieur, 3, 4 fourches qui tiennent les regles 5, 6. 7, 8, sur chacunes desquelles il y a quatre polissoires montées.
PLANCHE XXXXV.
Elévation & coupe de la machine par un plan parallele à l'arbre de la grande roue, & par conséquent perpendiculaire à la longueur du coursier, dont on voit dans le lointain la partie d'aval.
B partie d'aval du coursier. B C la grande roue à augets. D E arbre de la grande roue. F G hérissons qui conduisent les lanternes. a, c, les lanternes. b d manivelles des lanternes. b 1, d 2, chaînes ou leviers qui communiquent le mouvement aux chassis. g g, h h, entre-toises sur lesquelles sont les tourillons des leviers; 3, 4, fourchettes qui embrassent les longs côtés du chassis supérieur. k l, m m, table sur laquelle les glaces sont posées. o o o, p p p, patins & chevalets qui supportent les tables.
PLANCHE XXXXVI.
Représentation perspective de la machine entiere, on a supposé les murailles & les planchers en partie abattus, pour laisser voir des parties qui sans cela auroient été cachées.
X A coursier qui amene l'eau sur la roue. C la roue à augets. B B B B sortie du coursier. G partie d'un des deux hérissons. c lanterne dont les tourillons de l'axe reposent sur les solives. d manivelle de la lanterne.
Au rez-de-chaussée. s t, s t, dez de pierre sur lesquels posent les tables de pierre q r r où on affermit les glaces pour les polir. N N, L L K K chassis inférieur. Le long côté L L K K est garni de regles qui portent chacune deux polissoires T T, &c. on a supprimé les regles & les polissoires de l'autre long côté. N N, R Q tringles ou petits côtés du chassis qui portent chacune quatre polissoires, comme il est marqué au plan Planche I. d 1, d 1, tirans qui communiquent le mouvement du levier d 1 aux chaînes I 13, I 14, qui suspendent le chassis inférieur.
3, 4, leviers mobiles entre les jumelles f f, aux extrémités desquelles ils ont en f leur point d'appui: ces leviers supportent les longs côtés du chassis supérieur L K, N M.
L K côté du chassis supérieur, sur lequel sont les regles prêtes à recevoir chacune quatre polissoires.
N M autre côté du chassis supérieur prêt à recevoir les regles. m m m, n n n tables pour polir les glaces. o o o, p p p patins & chevalets qui supportent les tables de l'attelier supérieur.
Le discours sur les glaces coulées qu'on trouvera dans le Dictionnaire à l'article Verrerie, & les explications des Planches sur cette partie sont de M. Allut le fils; les desseins de ces Planches sont de M. Goussier, qui les a exécutées à la manufacture de Rouelle, on peut compter sur leur exactitude. Le discours, les Planches & les explications sur les glaces soufflées sont d'une autre main. Le discours sur le poli des glaces est aussi de M. Allut le fils. Les desseins & les explications des Planches de la machine de S. Yldefonse sont aussi de M. Goussier. Page:Encyclopedie Planches volume 3.djvu/275 Page:Encyclopedie Planches volume 3.djvu/276 Page:Encyclopedie Planches volume 3.djvu/277 Page:Encyclopedie Planches volume 3.djvu/278 Page:Encyclopedie Planches volume 3.djvu/279 Page:Encyclopedie Planches volume 3.djvu/280 Page:Encyclopedie Planches volume 3.djvu/281 Page:Encyclopedie Planches volume 3.djvu/282 Page:Encyclopedie Planches volume 3.djvu/283 Page:Encyclopedie Planches volume 3.djvu/284 Page:Encyclopedie Planches volume 3.djvu/285 Page:Encyclopedie Planches volume 3.djvu/286 Page:Encyclopedie Planches volume 3.djvu/287 Page:Encyclopedie Planches volume 3.djvu/288 Page:Encyclopedie Planches volume 3.djvu/289 Page:Encyclopedie Planches volume 3.djvu/290 Page:Encyclopedie Planches volume 3.djvu/291 Page:Encyclopedie Planches volume 3.djvu/292 Page:Encyclopedie Planches volume 3.djvu/293 Page:Encyclopedie Planches volume 3.djvu/294 Page:Encyclopedie Planches volume 3.djvu/295 Page:Encyclopedie Planches volume 3.djvu/296 Page:Encyclopedie Planches volume 3.djvu/297 Page:Encyclopedie Planches volume 3.djvu/298 Page:Encyclopedie Planches volume 3.djvu/299 Page:Encyclopedie Planches volume 3.djvu/300 Page:Encyclopedie Planches volume 3.djvu/301 Page:Encyclopedie Planches volume 3.djvu/302 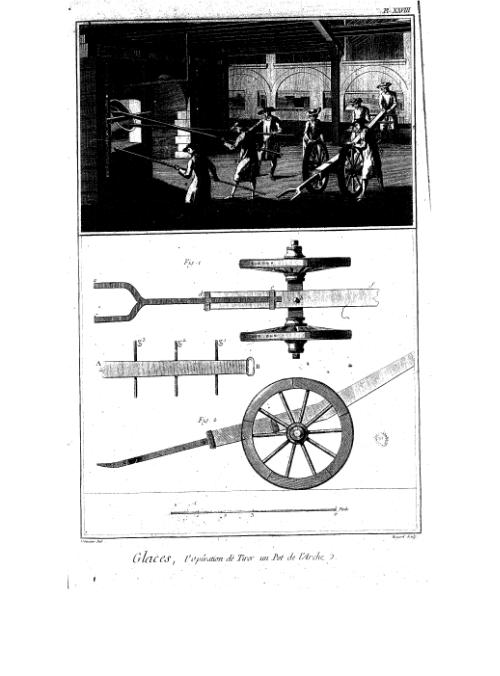 Page:Encyclopedie Planches volume 3.djvu/304 Page:Encyclopedie Planches volume 3.djvu/305 Page:Encyclopedie Planches volume 3.djvu/306 Page:Encyclopedie Planches volume 3.djvu/307 Page:Encyclopedie Planches volume 3.djvu/308 Page:Encyclopedie Planches volume 3.djvu/309 Page:Encyclopedie Planches volume 3.djvu/310 Page:Encyclopedie Planches volume 3.djvu/311 Page:Encyclopedie Planches volume 3.djvu/312 Page:Encyclopedie Planches volume 3.djvu/313 Page:Encyclopedie Planches volume 3.djvu/314 Page:Encyclopedie Planches volume 3.djvu/315 Page:Encyclopedie Planches volume 3.djvu/316 Page:Encyclopedie Planches volume 3.djvu/317 Page:Encyclopedie Planches volume 3.djvu/318 Page:Encyclopedie Planches volume 3.djvu/319 Page:Encyclopedie Planches volume 3.djvu/320 Page:Encyclopedie Planches volume 3.djvu/321 HORLOGERIE. Contenant soixante-quatre Planches.
Page:Encyclopedie Planches volume 3.djvu/304 Page:Encyclopedie Planches volume 3.djvu/305 Page:Encyclopedie Planches volume 3.djvu/306 Page:Encyclopedie Planches volume 3.djvu/307 Page:Encyclopedie Planches volume 3.djvu/308 Page:Encyclopedie Planches volume 3.djvu/309 Page:Encyclopedie Planches volume 3.djvu/310 Page:Encyclopedie Planches volume 3.djvu/311 Page:Encyclopedie Planches volume 3.djvu/312 Page:Encyclopedie Planches volume 3.djvu/313 Page:Encyclopedie Planches volume 3.djvu/314 Page:Encyclopedie Planches volume 3.djvu/315 Page:Encyclopedie Planches volume 3.djvu/316 Page:Encyclopedie Planches volume 3.djvu/317 Page:Encyclopedie Planches volume 3.djvu/318 Page:Encyclopedie Planches volume 3.djvu/319 Page:Encyclopedie Planches volume 3.djvu/320 Page:Encyclopedie Planches volume 3.djvu/321 HORLOGERIE. Contenant soixante-quatre Planches.
PREMIERE SECTION.
Comme la partie de l'Horlogerie a été successivement augmentée, & qu'il convenoit de rapprocher les unes des autres les Planches qui contiennent des matieres ou des ouvrages de même espece, on a pris le parti d'intercaler les nouvelles Planches dans les anciennes; mais pour ne pas troubler l'ordre des numéros sous lesquels elles étoient citées, & par lesquels ces anciennes Planches sont fréquemment désignées dans l'Encyclopédie, on a coté les nouvelles du même numéro que les anciennes qu'elles suivent, en les distinguant par 1. suite, 2. suite, 3. suite, &c. de telle ou telle Planche; & pour prévenir toute confusion, on a ajouté à chaque Planche un nouveau caractere ou une nouvelle signature à l'angle inférieur & extérieur de chacune, composée des lettres de l'alphabet dans leur ordre naturel, répétées autant de fois qu'il a été nécessaire, ainsi qu'il est marqué dans la table suivante.
Numéros des Nouvelle cote ou Matiere que contiennent Planches. signature. les Planches.
Pl. I. A.
B. suite. Réevil.
C.
D. suite.
Pl. II. E. 2. suite. Horloge horisontale.
F. 3. suite.
G. 4. suite.
Pl. III. H. Pendule à ressort. Pl. IV. I. Pendule à secondes. Pl. V. K. Différens échappemens. Pl. VI. L. Pendule à quarts & répétition. Pl. VII. M. Développemens de la répétition. Pl. VIII. N. Pendule d'équation, de M.Julien le Roy.
O. Cadrature de la pendule précédente.
P. suite. Pendule à équation, par Dauthiau.
Q. 2. suite. Pendule à équation, par M. Berthoud.
R. 3. suite. Pendule à équation, par le sieur Rivaz.
Pl. IX. S. 4. suite. Montre à équation, cadrature du sieur Rivaz.
T. 5. suite. Pendule à équation & à secondes concentriques.
V. 6. suite. Pendule à équation, par le sieur Amiraud.
X. 7. suite. Pendule à équation, à cadran mobile, par M. Berthoud.
Y. 8. suite. Pendule à équation, par le sieur le Bon.
Z. 9. suite. Suite de la pendule de la Planche précédente.
A A. Montre ordinaire & ses développemens.
B B. suite. Montre à roue de rencontre.
C C. 2. suite. Développemens de la montre à roue de rencontre.
Pl. X. D D. 3. suite. Montre à réveil & montre à secondes concentriques, marquant les mois & les
quantiemes.
E E. 4. suite. Montre à répétition, à échappement, à cylindre.
F F. 5. suite. Cadrature de la montre à répétition.
G G. 6. suite. Montre à équation, à répétition, & à secondes concentriques.
Pl. XI. H H. Différentes répétitions. Pl. XII. I I. Suspensions & différens outils. Pl. XIII. K K. Tour d'horloger & différens outils. Pl. XIV. L L. Différens outils. Pl. XV. M M. Différens outils. Pl. XVI. N N. Différens outils. Pl. XVII. O O. Différens outils.
P P. Outil pour mettre les roues droites en cage.
Pl. XVIII. Q Q. suite. Machine à tailler les fusées, par Renault de Chaalons.
R R. 2. suite. Autre machine à tailler les fusées, par le sieur le Lievre.
Pl. XIX. S S. Démonstrations des engrenages. Pl. XX. T T. Pl. XXI. V V.
Machine à fendre les roues de montres & pendules, par le sieur Sulli.
Pl. XXII. X X. Pl. XXIII. Y Y. Pl. XXIV. Z Z. Pl. XXV. A A A. Machine à fendre les roues de montres & pendules, par le sieur Hulot. Pl. XXVI. B B B. Pl. XXVII. C C C. Carillon en perspective. Pl. XXVIII. D D D. Développemens du carillon. Pl. XXIX. E E E. Pyrometre. L'Horlogerie peut être considérée comme étant la science des mouvemens; car c'est par elle que le tems, l'espace, & la vîtesse, sont exactement mesurés, & par-conséquent toutes les sciences qui ont rapport au mouvement lui sont en quelque sorte subordonnées.
Mais sans s'arrêter à cette dénomination générale, nous pouvons dire que l'objet principal & essentiel de l'Horlogerie est de diviser & subdiviser le tems en très-petites parties égales, & de les mesurer.
Que l'utilité d'une mesure de tems se manifeste dans toutes les sciences ou arts qui ont pour objet le mouvement; par exemple, dans l'Astronomie, pour annoncer le retour des astres sur l'horison, apprécier l'inégalité de leur course, & même perfectionner la Chronologie.
C'est pour cela que les Horlogers ont imaginé les spheres mouvantes qui représentent l'etat du ciel, où tous les astres se meuvent dans le rapport de leur vîtesse relative pour un grand nombre d'années. Voyez Sphere mouvante.
Dans la Navigation, pour mesurer la vîtesse du vaisseau, & déterminer sa route. Voyez Loch, & l'arucle Sillage.
Dans la Méchanique, pour distribuer à propos & avec économie la force, & le tems qu'elle emploie dans les machines pour produire les plus grands effets, voyez Méchanique, où l'on perd toujours en tems ce que l'on gagne en force.
C'est par le moyen d'une mesure du tems que l'on peut juger de l'intervalle toujours variable, qu'il y a du sommeil au réveil.
Enfin si l'on parvient jamais à trouver la mesure du tems sur mer comme sur terre, le fameux problème des long tudes sera résolu, & la Navigation, comme la Géographie, sera perfectionnée.
L'Horlogerie emploie diverses machines pour mesurer le tems; les plus connues sont les pendules & les montres.
L'on pourroit y comprendre bien d'autres machines qu'on a faites pour mesurer le tems par le moyen de l'eau, de l'air, du feu, & de la terre, &c. On peut voir sur cela le Traité des horloges élementaires de Dominique Martinelli Spolette, italien, imprimé à Venise en 1663, traduit en françois.
Mais comme tous ces moyens sont imparfaits, en comparaison de ceux qu'on emploie dans les pendules & dans les montres, on les a tous abandonnés, & par cette raison nous ne nous y arrêterons pas.
Nous nous bornerons seulement à dire tout simplement & en abrégé, ce que c'est que l'Horlogerie; ce qu'elle renferme d'essentiel; comment elle divise & mesure le tems; quelles sont les principales difficultés qu'elle trouve dans la pratique & dans la théorie; enfin quelles sont aussi celles qui lui échappent, & qui jusqu'à présent n'ont pû lui être assujetties.
Pour dire ce que c'est que l'Horlogerie, il faut commencer par ce qu'on y fait. Ainsi notre premier objet va être la pratique, qui consiste à forger, limer, tourner toutes sortes de matieres, à acquérir le coup-d'œil juste pour juger avec intelligence de toutes les formes qu'on est obligé de donner à de certaines pieces, dont la délicatesse ne sauroit être soumise à aucune mesure; ensorte qu'on ne doit entendre par bon praticien capable d'une bonne exécution, que celui qui peut joindre à un travail assidu des dispositions naturelles, comme une bonne vue, & un tact très-délicat.
Les mains, les outils, les instrumens, les machines, sont tous moyens différens que les Horlogers emploient dans leurs ouvrages. Les mains commencent, les outils aident, les instrumens perfectionnent, & les machines abregent le tems.
L'Horlogerie fait usage de tous les métaux. La premiere opération est de les forger pour les durcir: c'est ce que les Horlogers entendent par écrouir. Mais sans entrer dans le détail de ce que c'est que l'enclume & le marteau, je dirai que pour bien faire cette opération, il faut que la force des coups soit d'autant plus grande, que la matiere est plus molie & susceptible d'extension, & frapper les coups de marteau sur la piece, du centre à la circonférence, en diminuant la force des coups.
L'usage & l'expérience du marteau donnent le sentiment qu'il faut avoir en tenant la piece à forger d'une main & le marteau de l'autre; il faut, dis-je, que le sentiment des deux mains concoure à faire ensorte que chaque coup de marteau corresponde au point de contact; & à sentir que toutes les parties soient également durcies, également tendues, & dans le même plan.
L'or est de tous les métaux celui qui est le plus susceptible d'extension, néanmoins il peut se durcir & acquerir beaucoup d'élasticité; après lui l'argent, le cuivre, & l'étain. Le plomb ne m'a jamais paru se durcir au marteau, quelque précaution que j'aye pû prendre, & s'il montre quelque signe d'élasticité, c'est plutôt au sortir de la fonte qu'après avoir été forgé.
L'Horlogerie n'emploie que peu de matieres pures. Le cuivre jaune qu'elle emploie ordinairement est un mélange de cuivre rouge avec la calamine fondus ensemble, nommé laiton.
L'or, l'argent, sont aussi alliés avec du cuivre, ce qui procure à tous les métaux une qualité plus aisée pour les travailler: c'est par ce mélange que la matiere devient plus seche & moins grasse; ce qui fait qu'elle se durcit plutôt au marteau, qu'elle se lime, perce, & coupe mieux.
Le mercure n'étant point malléable, l'on ne s'en sert que pour dorer les ouvrages en en formant un amalgame avec de l'or pur.
Le fer, cette noble & précieuse matiere, sans laquelle l'on ne tireroit point d'utilité d'aucune autre, est la base par laquelle tous les arts exercent leur empire.
Tous les arts en font usage, & l'Horlogerie en particulier ne sauroit s'en passer. Aussi peut-on dire que cet art a plus contribué à perfectionner ce métal qu'aucun autre, par la précision, la dureté, la délicatesse qu'elle exige dans la plûpart de ses parties.
L'on ne fait guere usage du fer pur que pour les grosses horloges; mais pour l'horlogerie moyenne & en petit, il faut qu'il soit converti en acier. Il faut même pour cette derniere qu'il soit le plus parfait, sans quoi il est impossible de faire une bonne montre.
Le fer converti en acier est très-différent des autres métaux; car ayant la qualité commune de se durcir au marteau, il en a de plus une admirable & particuliere, celle de se durcir très-promptement par le moyen du feu: car si l'on fait chauffer vivement un morceau d'acier jusqu'à ce qu'il devienne d'un rouge couleur de charbon ailumé, qu'on le retire, & qu'on le plonge subitement dans l'eau froide (alors c'est ce que l'on appelle de l'acier trempé); dans cet état il est si dur qu'il n'est plus possible de lui faire supporter le marteau; il se casseroit & se briseroit comme du verre.
Mais comme l'on a besoin de travailler l'acier après qu'il est trempé, on en diminue la dureté par le moyen suivant.
On le blanchit en le frottant de pierre ponce, ou de telle autre capable de lui ôter la croute noire que la trempe lui a donnée. Ensuite on le met sur un feu doux, & à mesure que l'acier s'échauffe, il passe successivement d'une couleur à une autre dans l'ordre suivant: un jaune paille jusqu'à un plus foncé, rouge, violet, bleu, couleur d'eau ou verdâtre, jusqu'à grisâtre ou blanchâtre, après quoi l'on ne remarque plus rien dans sa couleur, qui reste sensiblement la même.
Faire passer son acier par ces différentes couleurs que le feu lui donne, c'est ce qu'on appelle revenir ou donner du recuit; ainsi jaune, rouge, violet, &c. sont des degrés de ramollissement plus ou moins grands, selon qu'on le desire, & suivant les effets auxquels on le destine.
On appelle avoir trop fait revenir son acier, lorsqu'on le laisse passer de la couleur où on le souhaite à une des suivantes; & lorsque la chaleur est assez grande pour lui faire passer toutes ses couleurs & reprendre celle de charbon allumé; si on le laisse refroidir, c'est ce qu'on appelle alors de l'acier récuit ou détrempé.
Il y a plusieurs sortes d'acier qui different à la trempe. Les uns deviennent plus durs que d'autres par le même degré de chaleur; de même aussi lorsqu'on veut leur donner du recuit ou ramollissement, il arrive que les uns le sont plus à la couleur jaune, que d'autres à la couleur bleue: d'où il suit que les bons praticiens qui yeulent les connoître en font diverses épreuves.
De même que l'on a besoin de durcir l'acier, il faut aussi quelquefois le rendre mou pour le travailler avec facilité, & cette opération consiste à le faire rougir lentement jusqu'à ce qu'il atteigne la couleur du charbon allumé; alors il faut le laisser refroidir & le feu s'éteindre, en se consumant le plus lentement aussi qu'il sera possible, & couvrant le tout de cendres.
L'acier ayant donc la qualité de se durcir plus que les autres métaux, est celui par cette raison, qui acquiert le plus la qualité d'élastique: c'est pourquoi l'on en fait usage pour les ressorts de montres & de pendules; & cette qualité leur tient lieu de poids pour les animer & les faire marcher. Voyez Ressort moteur.
Quand on sait ainsi forger ou écrouir toutes sortes de matieres, il faut prendre une piece préparée par le marteau pour la limer & lui donner la figure dont on a besoin: cette opération a deux parties.
La premiere, on met la piece à l'étau, & l'on prend une lime convenable, la tenant par les deux extrémités, la pointe de la main gauche & le manche de la main droite. On la pousse en l'appuyant sur l'ouvrage pour la faire mordre de la main droite sur la gauche, & on la retire sans appuyer. L'on continue alternativement jusqu'à ce qu'on ait ôté toute la matiere excédente à la figure que l'on veut donner.
Pour bien limer il faut savoir faire prendre à la lime un mouvement rectiligne, sans lequel il est impossible de bien dresser un ouvrage. Ce mouvement rectiligne est si difficile, qu'il n'y a que la grande pratique qui le donne aux uns, tandis que d'autres le prennent presque naturellement.
La seconde partie de l'opération requise pour bien limer est de prendre à la main la piece dégrossie, ou avec la tenaille. Alors la main droite tient la lime, & fait elle seule, toujours par un mouvement rectiligne, la fonction que les deux mains faisoient.
Avoir le tact & le sentiment délicat pour produire ces mouvemens avec facilité sur de grandes comme sur de petites surfaces, c'est ce qu'on entend par bien manier la lime, & avoir une bonne main.
A l'usage de la lime succede celui du tour. La piece qu'il faut tourner étant préparée pour être mise sur le tour, & l'archet étant ajusté pour faire tourner la piece, l'on présente l'instrument tranchant, en faisant ensorte que le point d'attouchement fasse à-peu-près un angle de quarante-cinq degrés sur le prolongement ou rayon sur lequel il agit.
La délicatesse de la main pour bien tourner, consiste à savoir présenter son burin en faisant l'angle indiqué, de ne l'appuyer ni trop ni trop peu, lorsqu'il commence à couper, ce que l'expérience apprendra mieux que ce que l'on diroit ici.
Enfin étant parvenu à savoir forger, limer, & tourner toutes sortes de matieres, l'on est en état de commencer une piece d'horlogerie.
Pour-lors il en faut prendre une pour modele, la copier, en commençant par les pieces les plus aisées, & successivement finir par les plus difficiles. Voyez le développement d'une montre, Pl. X. & suivantes.
On verra facilement que les pieces les plus aisées sont celles qui contiennent le moteur, & qui successivement communiquent jusqu'au régulateur, qui se trouve être la derniere & la plus difficile.
Si après une suite de pratique & d'expériences l'on est enfin capable d'une exécution précise & délicate, alors seulement l'on peut commencer à raisonner avec son ouvrage & se faire une théorie.
La théorie dont il est question est infiniment subtile, car elle tient à ce que les mathématiques ont de plus profond sur la science des mouvemens; & ce qui la rend encore plus difficile, c'est qu'elle est dépendante d'une parfaite exécution, & qu'il n'y a rien de si difficile que de les réunir l'une & l'autre pour en faire une bonne application: par conséquent il est impossible de dire tout ce qu'il faudroit sur ce sujet. Nous nous bornerons donc à exposer les principes essentiels dont il est à propos de faire usage dans la mesure du tems.
On distingue dans la nature deux sortes de quantité; l'une qu'on nomme quantité continue, & qui n'est autre chose que l'espace ou l'étendue; l'autre quantité successive, qui n'est autre chose que la durée ou le tems. Mais ces deux quantités très-distinctes en elles-mêmes, ont cependant une telle connexion entre elles, qu'on ne peut mesurer l'une que par le moyen de l'autre, leurs propriétés étant absolument les mêmes. En effet, on ne peut mesurer le tems qu en parcourant de l'espace; & au contraire on ne peut mesurer de l'espace qu'en employant du tems à le parcourir. La comparaison de ces deux quantités fournit l'idée du mouvement: celui-ci renferme nécessairement celle d'une force ou cause du mouvement, par conséquent de l'espace parcouru, & d'un tems employé à le parcourir. Cest de ces deux dernieres idées qu'on tire celle de la vîtesse. L'on sait que la vîtesse est égale à l'espace divisé par le tems, ou le tems est le quotient de l'espace divisé par la vîtesse; d'où il suit que le rapport inverse de l'espace à la vîtesse est la véritable mesure du tems. Si l'on conçoit un corps en mouvement, de telle sorte qu'il parcoure en tems égaux des espaces égaux sur une ligne droite, & qu'on divise cette ligne en parties égales, l'on aura bien des parties égales de tems; mais pour peu que la vîtesse du corps fût sensible & que le tems à mesurer fût grand, il parcourroit bientôt une si grande étendue qu'elle seroit inapplicable à aucune machine; de sorte qu'il faut substituer au mouvement rectiligne un mouvement circulaire, ou bien des portions circulaires répétées, tel qu'un poids suspendu qui décrit des arcs de cercle: & en rendant ces mouvemens alternatifs ou réciproques sur eux-mêmes, ils acquierent le nom de vibrations ou d'oscillations: de sorte qu'un corps qui parcourt le même espace en suivant ces mouvemens, n'a pas moins la propriété de mesurer le tems. Alors le tems sera égal à l'espace multiplié par le nombre des vibrations, ce qui est évidemment l'espace répété divisé par la vîtesse; d'où il suit qu'on peut à la formule ordinaire du [omission: formula; to see, consult fac-similé version] substituer celle-ci [omission: formula; to see, consult fac-similé version]; & par-conséquent on pourra tirer des vibrations toutes les analogies qu'on tire ordinairement de l'espace & du tems.
Mais puisqu'il est question de mesurer le tems par le moyen des vibrations ou oscillations, il faut voir si dans la nature il n'y auroit point quelque moyen qui pût remplir cet objet, afin de le mettre en pratique: car l'on peut bien croire que les moyens qu'elle nous fournira seront infiniment plus parfaits, plus constans qu'aucuns de ceux qu'on pourroit retirer de l'art: il s'en présente de deux sortes, la pesanteur & l'élasticité.
La pesanteur détermine les oscillations toutes les fois qu'on suspendra un corps à l'extrémité d'un fil, & que l'autre extrémité sera attachée à une voute ou à une hauteur quelconque. Le poids étant en repos tiendra le fil dans sa verticale, par-conséquent dans la direction de sa pesanteur; & si par quelque moyen l'on retire le poids de la verticale & qu'on l'abandonne à la seule pesanteur, non-seulement elle le ramenera dans la verticale ou ligne de repos, elle le fera encore passer de l'autre côté & remonter à la même hauteur d'où il étoit descendu. Comme la pesanteur agira également dans la seconde oscillation comme dans la premiere, il suit qu'il continuera sans fin ses oscillations si rien ne s'oppose à son mouvement. Mais comme l'on ne peut faire faire ces oscillations que dans un milieu résistant, & que le point de suspension éprouve un frottement, il suit que les oscillations diminueront sensiblement d'étendue, & qu'enfin ce corps s'arrêtera: c'est pourquoi il faut avoir recours à une méchanique capable de lui renouveller le mouvement: c'est l'objet de l'échappement dans les pendules.
Mais si la pesanteur nous fournit des oscillations pour les pendules, l'élasticité les fournira pour les montres. Car que l'on se représente une corde tendue, & qu'on vienne par quelque moyen à tirer cette corde de son repos, l'élasticité non-seulement la ramenera dans cette ligne, elle la fera encore passer de l'autre côté, & elle continuera ses allées & venues alternativement, en perdant sensiblement de l'étendue de ses vibrations, jusqu'à ce qu'enfin elle s'arrête. Si la puissance élastique étoit aussi constante que la pesanteur, & que rien ne s'opposât à son mouvement, la corde continueroit sans fin ses vibrations: mais le milieu qui resiste au poids, resiste également aux vibrations de la corde: nous faisons dans l'un & l'autre cas abstraction des frottemens.
Les Physiciens ayant découvert les lois de la pesanteur, ont déterminé les tems où un corps suspendu, tel que le pendule simple, acheve une de ses oscillations. Voyez Accélération. De-là ils ont établi une théorie infiniment profonde, qui détermine tous les tems dans lesquels un corps suspendu à des hauteurs quelconques & de différente figure, acheve ses oscillations. Voyez sur cela l'ouvrage de M. Huyghens, sur le mouvement des pendules.
Non seulement ils ont déterminé les tems des oscillations d'un corps qui parcourt des espaces égaux en tems égaux; ils ont encore découvert la courbe, où un corps, en vertu de la pesanteur, peut parcourir des espaces très-inégaux, toujours en tems égaux. Voyez Cicloide & Brachystocrone.
Enfin les Physiciens ont déterminé qu'un poids quelconque qui tombe par une chûte libre, en vertu de la pesanteur, emploie une seconde de tems à tomber de quinze piés, & que ce même corps suspendu à un fil de trois piés huit lignes & demie, emploie également une seconde à achever une de ses oscillations, ce qui sert de point fixe pour calculer tous les tems des différentes hauteurs d'où un corps peut descendre. Voyez Descente & Chute.
De même que les Physiciens ont établi la théorie des oscillations des corps suspendus, ils ont aussi établi la théorie des vibrations des cordes tendues.
L'on sait que les vibrations des cordes sont d'autant plus promptes qu'elles sont plus légeres, plus courtes, & que les forces ou les poids qui les tendent sont plus grands, & réciproquement elles sont d'autant plus lentes qu'elles ont plus de masse, de longueur, & que les forces ou poids qui les tendent sont moindres.
La maniere d'ébranler les cordes soit qu'on les pince, soit qu'on les frotte, ne change rien au tems de leurs vibrations. Les espaces que la corde parcourt par les vibrations sont d'autant plus grands, que les vibrations sont plus lentes, & réciproquement.
Il en est de même des balanciers avec leurs ressorts spiraux. Leurs vibrations sont d'autant plus promptes que le balancier est plus petit, qu'il a moins de masse, & que son ressort spiral est plus fort; & réciproquement elles sont d'autant plus lentes que le balancier est plus grand, plus pesant, & son ressort spiral plus foible. La maniere d'ébranler les balanciers pour leur faire faire des vibrations ne change rien, ou presque rien, au tems de leurs vibrations.
Les arcs que les balanciers décrivent par leurs vibrations sont d'autant plus grands qu'elles sont plus lentes, & réciproquement.
L'on sait que la loi de la pesanteur fait les tems des oscillations des pendules, en raison inverse des racines quarrées des longueurs du pendule. L'on sait de même que, par la loi de l'élasticité, on détermine les tems des vibrations des cordes, en raison inverse de la racine quarrée des poids qui les tendent. Oi je trouve au balancier avec son spiral la même propriété qu'à la corde vibrante. Il s'ensuit donc qu'on peut avoir un régulateur élastique, comme le pendule l'est par la pesanteur. J'ai fait plusieurs comparaisons de la formule des cordes vibrantes avec celle du balancier; mais comme ceci ne s'adresseroit qu'au géometre, il me convient d'autant plus de leur laisser le plaisir de suivre eux-mêmes ces comparaisons, qu'ils y peuvent mettre une élégance dont je ne me sens pas capable.
La nature ayant donc fourni le moyen de mesurer de petites parties de tems avec une exactitude presque parfaite, il est de l'habileté de l'horloger de ne point s'en écarter & de savoir en faire usage sans troubler ni altérer l'uniformité de ses opérations.
Mais un poids suspendu qui fait quelques oscillations s'arrêtera bientôt, si on ne cherche les moyens de l'entretenir en mouvement: c'est-là le point qui a donné aissance à l'Horlogerie.
De très-simple que se trouvoit la mesure du tems, elle va devenir très-compliquée, & par-conséquent d'autant moins exacte,
1°. Que le méchanisme qui agit sur le pendule sera moins parfait pour entretenir la constance dans l'étendue, les arcs qu'il peut décrire étant abandonnés à sa seule pesanteur.
2°. Que l'on multipliera le poids & les roues pour faire aller plus longtems les pendules sans avoir besoin de les monter.
3°. Que l'on voudra leur faire faire le plus d'effets, comme de sonner les heures & les quarts, de montrer les variations du soleil, le quantieme du mois, de la lune, &c.
Malgré toutes ces multiplications d'effets, une pendule qui est animée par le moyen d'un poids, & qui est reglée par un pendule qui bat les secondes, mesure encore le tems avec beaucoup d'exactitude. Mais cette justesse est bientôt altérée, lorsque pour quelques commodités d'ornemens, l'on vient à supprimer les poids & raccourcir le pendule au point de ne lui faire battre que les demies, les tiers ou quarts de secondes, &c. telles sont les pendules d'appartement.
Par une suite de commodités, l'on a bientôt voulu porter la mesure du tems dans la poche: voilà l'origine des montres. Mais combien n'a-t-on pas perdu de la justesse & de la précision?
Au pendule qui faisoit ses oscillations en vertu de la pesanteur (voyez Régulateur), on a substitué un balancier avec son ressort spiral infiniment moins régulier. Voyez Vibration.
Au poids constant qui entretenoit le pendule en mouvement, l'on a substitué un ressort sujet à mille imperfections, à casser, à se rendre, & à des inégalités auxquelles on ne remédie qu'en partie. Voyez Ressort moteur.
Au poids constant des pendules en place dans la position la plus avantageuse pour toute la méchanique des mouvemens, & dans une température à-peu près egale, l'on substitue alternativement de les porter pat toutes sortes de secousses, & de les mettre en repos dans différentes positions & températures.
Enfin à une exécution aisée on en a substitué une infiniment difficile, & l'on peut dire que les obstacles se multiplient ici autant que le volume des montres diminue, & que leur composition augmente. V. Montre.
Mais ne peut-on pas faire cette question? Si l'exécution & la théorie des montres est si difficile, pourquoi en voit-on quelquefois de mal faites qui vont bien, tandis que l'on en voit de bien faites qui vont mal? C'est une vérité qu'il n'est pas possible de révoquer en doute, & qui mérite un éclaircissement, moins pour l'honneur des artistes que pour la honte des ignorans.
L'on sait que pour construire une excellente montre il faut, comme je l'ai déjà dit, réunir à une supérieure exécution une théorie des plus subtiles. Manque-t-on le plus petit objet dans le détail & la précision qu'il demande, la montre va mal: pour cela est-on en droit d'en conclure qu'elle est mauvaise? Non assurément; il suffira même pour la corriger de la remettre à l'artiste qui l'a construite, il est plus en état qu'aucun autre d'y remédier. Il suffit pour cela qu'il fasse une exacte revision des parties, qu'il prenne le soin de la voir marcher quelque tems; alors quelque subtil que soit le défaut, il n'échappera point à son intelligence.
Il s'en faut bien qu'il en soit ainsi de la mauvaise montre qui va bien: c'est à la concurrence de ses défauts en tout genre qu'elle doit sa justesse apparente, il suffiroit même d'en corriger un seul pour la voir mal aller.
Mais comme il se trouve une cause commune qui fait généralement varier toutes les montres, mais bien plus les mauvaises que les bonnes, indépendamment de leur construction & de leur exécution, il est bon que j'en donne une idée telle que l'expérience me l'a souvent fournie, d'autant plus que cette cause n'a pû être assujettie à aucune juste estimation, ni par le physicien, ni par le praticien: c'est la derniere difficulté que je me suis proposé de faire connoître dans cet article.
Dans toutes sortes de machines composées, telle qu'une montre bien ou mal faite, il y a plusieurs mobiles, qui se communiquent le mouvement en vertu d'une premiere cause ou force motrice.
Dans cette communication il se présente deux resistances; l'une qui résulte dans la masse du mobile, & l'autre dans le dégagement des parties qui étant appliquées sur le mobile pour lui communiquer le mouvement, pénetrent un peu ce mobile par l'inégalité des surfaces des parties antérieure & postérieure qui lui servent de point d'appui.
C'est de cette pénétration réciproque des parties insensibles de la surface que résulte la resistance qu'on appelle le frottement.
Mais comme l'on ne connoit absolument point la nature des matieres ni le tissu des surfaces, l'on ne peut connoître celle des frottemens; c'est pourquoi l'on n'a pû jusqu'à présent, avec les raisonnemens les plus subtils & les expériences les plus exactes, établir aucune théorie générale qui détermine exactement la mesure de cette resistance.
Mais supposé qu'on trouve par quelques moyens la valeur de cette résistance; ce qui pourroit suffire à presque toutes les machines en général, seroit encore bien-loin de l'être à l'Horlogerie en particulier: car ce ne seroit pas assez de savoir combien cette resistance épuiseroit de force, il faudroit encore y faire entrer le tems employé à l'épuiser.
Ainsi dans différentes machines, les effets peuvent bien être les mêmes & les parties de tems varier, sans que cela tire à conséquence pour le résultat de la machine.
Mais dans l'Horlogerie, les plus petites parties de tems doivent être toutes égales entre elles; d'où il suit que cet art exige nécessairement deux connoissances dans le frottement: 1°. la force nécessaire à le vaincre: 2°. le tems qu'elle y emploie. Ces deux causes qui se combinent de tant de façons différentes, sont la source d'une infinité de variations qui se rencontrent dans l'Horlogerie.
Pour donner une idée de la difficulté d'établir aucune théorie sur le frottement, relativement à l'Horlogerie, il faut savoir que d'après les expériences les plus exactes & souvent répétées (toutes choses d'ailleurs égales dans les surfaces frottantes, au-moins autant que la vue seule peut le faire connoître, & sans appercevoir aucune différence assignable, quoiqu'il soit fort probable qu'il y en avoit en effet): l'on trouve, dis-je, par des expériences répétées, des résultats qui different entre eux; c'est-à-dire qu'il faut quelquefois plus ou moins de force pour vaincre le même frottement: & par la même raison on voit aussi de la différence dans le tems employé à le vaincre: ensorte que l'on ne peut par aucun raisonnement ni par l'expérience, estimer précisément cette resistance, ni le tems employé à la vaincre.
Tout ce qu'on pourroit avancer de plus positif sur cette matiere, d'après ces mêmes expériences, c'est que les variations que le frottement présente, soit dans la force, soit dans le tems, se trouvent entre de certaines limites qui sont d'autant plus étroites, que les surfaces frottantes sont moins étendues, plus dures, plus polies, & qu'elles paroissent avoir le moins changé d'état: & c'est précisément le cas où se trouve une montre bien faite.
Et au-contraire, les variations sont d'autant plus grandes, que les surfaces sont plus étendues, moins dures & moins polies, & par-conséquent plus sujettes à recevoir des changemens; & c'est le cas où les mauvaises montres se trouvent.
Mais quoique les variations d'une mauvaise montre soient très-grandes, rien n'empêche rigoureusement, que par une suite de ces mêmes variations, il ne s'en puisse trouver quelquefois qui aillent bien pendant un certain tems: & bien-loin qu'une telle montre puisse être imitée dans cette régularité momentanée, la cause en est tellement compliquée qu'elle tient au résultat d'un enchaînement de défauts multipliés par le frottement, qui, se compensant les uns par les autres, produisent cette heureuse combinaison que toute la science de l'horloger ne sauroit prévoir ni assigner: ensorte qu'on ne peut regarder cela que comme un effet du hasard, aussi n'arrive-t-il que rarement.
Si d'un autre côté l'on joint les principales causes morales, qui font quelquefois trouver bonne une mauvaise montre, l'on verra que pour l'ordinaire elles consistent en ce que la montre coutant peu, le propriétaire en exige moins de régularité, & ne prend pas même le soin de la suivre sur une bonne pendule. S'il lui arrive de la comparer au méridien, & qu'elle s'y trouve juste, il conclut que sa montre est parfaite, dans le tems même que, pour l'être, elle devroit paroître autant avancer ou retarder sur le soleil qu'il a lui même de ces erreurs en différens tems de l'année. L'oubli quelquefois de les monter est encore avantageux aux mauvaises montres, parce que cela fournissant l'occasion de remettre à l'heure, les erreurs ne s'accumulent pas.
Il suit de tout cela, que le peu d'intelligence qu'elles exigent, & qui se borne à faire qu'elles n'arrêtent pas, contribue à les multiplier. C'est en quoi beaucoup d'horlogers font tellement consister toute leur science, que la plûpart n'ayant fait aucune preuve de capacité, ignorent parfaitement que les montres varient, & ils se contentent même dans leur pratique, de copier autant qu'ils le peuvent les habiles artistes, sans pénétrer les vues qui les ont dirigés dans leurs pénibles recherches; & par une suite des fatalités humaines, ils moissonnent souvent avec facilité ce que les autres ont semé avec beaucoup de peine.
Il suit encore que l'Horlogerie est peut-être de tous les arts celui où l'ignorance devroit être le moins tolérée; 1°. parce qu'une mauvaise montre ne remplit aucun but, puisqu'on ne peut compter sur elle pour savoir l'heure; 2°. parce qu'il est trop facile de faire marcher la plus mauvaise montre pendant quelque tems, & que l'épreuve de quelques mois est équivoque & ne prouve rien: enfin parce qu'un mauvaise montre peut avoir l'apparence d'une bonne, & que par cela même il est trop aisé de tromper le public, sur-tout si l'on fait attention que pour les vendre avec plus de facilité, l'on y fait graver impunément les noms des plus habiles artistes, ce qui devient funeste à l'art en général & à l'artiste en particulier Un objet de cette importance, qui intéresse le public, ne pourroit il en être une de considération de la part du gouvernement?
Il suit enfin de toutes ces réflexions, que pour avoir de la bonne horlogerie, il faut absolument s'adresser directement aux habiles artistes, si l'on veut être assuré de n'être point trompé.
Il ne sera peut-être pas hors de place de tracer ici l'historique de la perfection de l'Horlogerie en France, où elle s'est rendue si supérieure depuis quarante ans, qu'elle s'est acquise la plus haute réputation chez l'étranger même, qui la préfere actuellement à toute autre, parce qu'elle l'emporte véritablement par la bonté & par le goût.
Sous le regne de Louis XIV. tous les arts furent perfectionnés, l'Horlogerie seule en fut exceptée, soit qu'on n'y pensât pas, soit que le préjugé où l'on étoit alors de la bonté des ouvrages d'Angleterre, sur-tout de ceux de méchanique, fût encore trop fort, elle resta dans un état de médiocrité qui ne la fit pas rechercher.
La régence fut l'époque de son changement Law, cet ingénieux ministre des finances, se proposa de perfectionner l'Horlogerie, & de conserver à la France par ce moyen, des sommes qu'elle faisoit passer en Angleterre en retour de la sienne. Dans ce dessein il attira beaucoup d'Anglois, il en forma une fabrique dont M. de Suly, qui avoit pour l'Horlogerie plus de génie que de talens, fut nommé directeur. Mais cette fabrique étoit trop bien imaginée pour que la jalousie angloise la laissât longtems subsister. Bientôt elle rappella ses sujets. La plûpart s'en retournerent, & ne laisserent après eux que l'émulation établie par la concurrence. Julien le Roi parut, qui avoit de son côté pour cet art plus de talens que de génie. Il fut connu de Suly, en fut protégé, encouragé, & devint tellement amateur des bons ouvrages, que dès-lors il n'employa plus que de bons ouvriers, ou de ceux qui montroient des dispositions à le devenir. Il prit de l'horlogerie françoise & angloise ce qu'il y avoit de bon. Il supprima de celleci les doubles boîtes, les timbres, & tous les secrets employés pour rendre les ouvrages plus difficiles à être démontés & réparés; de l'autre ces vains ornemens qui embellissent l'ouvrage sans le rendre meilleur: enfin il composa, si l'on peut dire ainsi, une horlogerie mixte, en la rendant plus simple dans ses effets, plus aisée dans sa construction, & plus facile à être réparée & conservée. Et si son génie fut moins propre aux inventions tendantes à rendre les montres plus justes, il ne s'est pas moins acquis beaucoup de célébrité par l'amour de son art, son application à faire des recherches, & par quelques heureuses tentatives.
L'on peut distinguer cinq parties essentielles dans l'Horlogerie.
1°. La force motrice de la pesanteur ou du ressort.
2°. Les engrenages qui transmettent cette force sur le régulateur.
3°. L'échappement & son méchanisme pour entretenir le mouvement avec le moins de force sur le régulateur.
4°. Le régulateur & sa figure pour l'intensité de sa puissance.
5°. La quantité de vibrations qu'on doit donner aux montres.
A s'en rapporter même à l'éloge fait par le fils du célebre auteur françois dont on vient de parler, n'est-il pas surprenant qu'il n'ait fait aucunes découvertes ni perfectionné aucun de ces objets?
Les Génévois se sont distingués dans le nombre d'habiles ouvriers qu'il a occupés: ils se perfectionnoient plus dans un an à Paris, qu'ils n'auroient fait en dix ans à Londres, car l'on sait que les Anglois se font autant d'honneur de faire mystere de tout, que les François de n'en faire de rien.
Ce regne, qui ne le cede point au précédent sur le progrès des beaux-arts, a de plus l'avantage d'avoir produit toutes sortes de pieces d'Horlogerie, qui ont mérité l'approbation de l'académie royale des Sciences, tant par la beauté de l'exécution, que par la théorie qui a conduit l'artiste.
PLANCHE Iere. cotée A. Réveil à poids.
Fig. 1. Élévation antérieure du réveil, où l'on voit le grand cadran sur lequel les heures sont marquées à l'ordinaire, & le petit cadran concentrique particulier au réveil.
Le réveil est monté pour sonner à six heures, ce que l'on connoît par le chiffre 6 du petit cadran qui est sous la queue de l'aiguille des heures, lorsque le chiffre 6 du petit cadran qui tourne avec l'aiguille des heures sera arrivé vis-à-vis du X I I, la détente fera son effet.
Au-dessus du grand cadran on voit le timbre ou la cloche suspendue dans la croix dont les bras retombent sur les quatre piliers couronnés de vases qui forment la cage du réveil; dans l'intérieur du timbre on apperçoit le marteau indiqué par des lignes ponctuées.
Fig. 1. bis. Au bas de la Planche représentation perspective des principales pieces qui constituent le réveil. W Z longue tige concentrique au cadran. S g cadran du réveil. f canon de ce cadran. X Z roue de cadran à laquelle est appliquée la piece qui leve la détente; cette piece est adhérente au canon du petit cadran. B b roue moyenne ou des minutes. z pignon de la longue tige.
I. poulie dont la cavité est garnie de pointes pour retenir la corde à laquelle le poids & le contre-poids sont suspendus. K partie de la corde à laquelle le poids est suspendu. i i autre partie de la même corde, à laquelle est attaché le contrepoids. h h roue d'échappement du réveil. O P les palettes. M N le marteau. S R T la détente. S R le bras de la détente qui passe dans la cadrature. T l'autre bras qui arboute contre la cheville V de la roue du réveil.
Suite de la Planche premiere, cotée B.
Fig. 2. Profil ou coupe de tout le réveil, & d'une partie de la boîte sur laquelle il est posé, dans l'intérieur de laquelle les poids ont environ six piés de descente.
La cage du réveil & du mouvement est formée par trois plans verticaux, 7, 9, 10, 11, 6, 8; & par deux plans horisontaux paralleles, dans lesquel les plans verticaux sont assemblés à tenons & clavettes. La partie 7, 9, 10, 11, contient le rouage du mouvement; & la partie 10, 11, 6, 8 celui du réveil: le rouage du mouvement est composé de trois roues, non compris celle d'échappement. a a grande roue du mouvement. e e poulie dont l'intérieur est garni de pointes pour retenir la corde; la poulie est montée à canon sur l'axe de la roue: entre la poulie & la roue est le rochet d'encliquetage adhérant à la poulie, le cliquet demeurant à la roue. G poids qui fait aller le mouvement. ff contre-poids. z pignon de la roue de longue tige. b roue de longue tige ou des minutes, laquelle fait un tour en une heure. y pignon de la roue de champ. Croue de champ. x pignon de la roue de rencontre ou d'échappement. d cette roue. 5, 4 verge. 3, 3 les palettes. 4, 4, 4 la fourchette, s s, s s soie qui suspend le pendule. AE la lentille & son écrou pour regler le mouvement. Dans la cadrature: on voit la chaussée 1, la roue de renvoi 2: 2 marque aussi le pignon qui engrene dans la roue des heures. Z roue des heures. X cheville qui agit sur la détente pour lâcher le réveil. S g cadran du réveil. f éguille des heures. W extrémité de la longue tige & la goutte qui retient l'aiguille des minutes.
Du reveil. I poulie qui reçoit la corde qui suspend les poids du réveil. K poids du réveil. l ressort tenant lieu d'encliquetage. h h roue d'échappement ou de rencontre. O P les palettes. M N le marteau: le timbre est supposé coupé par la moitié pour laisser voir l'intérieur. 6 T R S la détente.
3. Calibre du rouage du mouvement. A a grande roue sur laquelle est projettée la poulie & le rochet. E e la poulie. F le cliquet & son ressort fixés à la grande roue. G corde du poids. ff corde du contre-poids. B b roue de longue tige ou roue moyenne. z son pignon. C c roue de champ. y son pignon. d roue de rencontre. x son pignon.
4. Toutes les pieces du reveil & sa détente projettés sur & postérieurement à la platine intermédiaire. 10, 11 la platine qui sépare le mouvement & le réveil. X Z piece qui porte la cheville. X la cheville; cette piece est concentrique aux cadrans. S R bras de la détente qui passe dans la cadrature. R T bras postérieur de la détente. II la poulie qui reçoit la corde des poids. K le poids. i i le contre-poids. H h la roue d'échappement ou du réveil.
PLANCHE II. cotée C.
Plan d'un horloge horisontal sonnant les quarts & les heures.
La cage formée de six barres A B, C D, E F, E'F', G H, I K est divisée en trois parties qui contiennent chacune un rouage; la division du milieu contient le rouage du mouvement, celle à gauche contient le rouage de la sonnerie des quarts, & celle qui est à droite de la sonnerie des heures.
On a eu attention de marquer par les mêmes lettres les objets correspondans dans les Planches suivantes, qui contiennent le développement de l'horloge.
Du mouvement.
Le mouvement, dont le milieu doit répondre au centre du cadran, est composé d'un tambour ou cylindre P sur lequel s'enroule la corde P P qui suspend le poids moteur; sur le cylindre est fixée la roue de remontoir; près le pivot 3 la roue de remontoir engrene dans un pignon placé sur la tige. 2, 1 l'extrémité, 1 est terminée en quarré pour recevoir la clé qui sert à remonter l'horloge.
L'autre extrémité du cylindre S porte un rochet, dont les dents reçoivent le cliquet fixé sur la premiere roue du mouvement; cette roue qui est près le pivot 4 de l'axe 3, 4 du tambour, laquelle fait un tour en une heure, porte une roue de champ 25, 26, dont les dents sont inclinées de quarante-cinq degrés, pour engrener dans la roue de renvoi 25, 26, dont on parlera ci-après.
La grande roue engrene dans un pignon fixé sur la tige Q de la roue moyenne, & cette derniere dont le pignon sixé sur la tige de la roue d'échappement R; 5, 6 sont les pivots de la roue moyenne, & 7, 8 sont ceux de la roue d'échappement.
La roue 25, 26, fixée sur la grande roue, engrene dans la roue de renvoi 26, 27, du même nombre de dents, & aussi inclinées à son axe sous l'angle d'environ quarante-cinq degrés, pour qu'elle fasse de même son tour en une heure; l'arbre ou tige 28, 29 de cette roue terminé quarrément en 29, porte par le quarré l'aiguille des minutes, & aussi un pignon 30 qui mene la roue de renvoi 31, 31: cette roue porte un pignon qui mene la roue de cadran 33, 33, laquelle porte l'aiguille des heures, ce qui compose la cadrature portée d'une part par un pont 28, & d'autre part par la traverse L M fixée aux extrémités des longues barres qui forment la cage du mouvement; les autres extrémités des mêmes barres portent aussi une traverse N O, sur laquelle, & la partie correspondante de la longue barre A B portent les coqs auquel le pendule est suspendu, ainsi que l'on voit dans la Planche suivante.
Le nombre de vibrations du pendule, lequel bat les secondes, est de 3600 en une heure, les nombres du rouage étant ceux qui suivent en commençant par l'échappement composé de trente dents, distribuées sur deux roues, comme on le voit en R.
600 vibrations en une heure.
De la sonnerie des quarts.
Le rouage de la sonnerie des quarts renfermé dans la division F F G H est composé de deux roues, deux pignons & un volant. S est le tambour sur lequel s'enroule la corde. S S extrémité de la corde à laquelle le poids moteur est suspendu; au tambour est fixé la roue de remontoir qui engrene dans le pignon de remontoir fixé sur la tige 9, 10; l'extrémité 9 de cette tige est quarrée pour recevoir la clé avec laquelle on remonte le rouage.
L'autre extrémité du tambour bordée d'un rochet s'applique à la premiere roue du rouage du côté du pivot 12 de l'axe du tambour; cet axe porte de l'autre côté 11 le limaçon des quarts sur lequel porte la détente, & la grande roue porte de chaque côté huit chevilles pour lever les bascules des marteaux; ces chevilles sont entretenues ensemble par des couronnes; la seconde tige 13, 14, porte un pignon de dix aîles qui engrene dans la roue de cent dents dont on vient de parler; il porte aussi une roue T de quatre-vingt dents; cette derniere roue engrene dans le pignon V de dix aîles fixés sur la tige 16, 15, u du volant r, r r dont l'usage est de modérer la vîtesse du mouvement du rouage. *D, D, D sont les bascules qui levent les marteaux pour frapper les quarts; elles roulent sur la tige ff, 61; c'est aux extrémités *D que sont attachées les chaînes ou fils-de-fer qui tirent les marteaux; on expliquera l'effet des détentes après avoir parlé de la sonnerie des heures avec laquelle elles communiquent.
De la sonnerie des heures.
Le rouage de la sonnerie des heures renfermé dans la division E'F'IK, est de même composé de deux roues, deux pignons, & un volant.
Le tambour X sur lequel s'enroule la corde X X est terminé d'un côté par une roue de remontoir du côté du pivot 19; cette roue engrene dans un pignon fixé sur la tige 17, 18 du remontoir, à l'extrémité 17 duquel on applique la clé qui sert à remonter le rouage; l'autre côté du tambour terminé par un rochet s'applique à la grande roue qui est près le pivot 20; cette roue qui a quatre-vingt dents porte huit chevilles d'un seul côté, entretenues ensemble par une couronne; ces chevilles levent l'extrémité D D de la bascule D D *D *D du marteau qui sonne les heures.
La grande roue de quatre-vingt dents engrene dans un pignon de dix aîles fixé sur la tige 21, 22; cette tige porte aussi une roue Y de quatre-vingt dents; cette derniere roue engrene dans un pignon Z de dix aîles fixés sur la tige 24, 23, z qui porte le volant s, s s lequel sert à modérer la vîtesse de rouage pendant que l heure sonne. 42, n n est la tige sur laquelle roule la bascule D D *D *D qui tire le marteau des heures par son extrémité *D *D.
L'axe 20, 19 porte extérieurement en 19 un pignon qui y est assemblé à quarré; ce pignon conduit la roue q qui porte le chaperon ou roue de compte des heures pour l'effet des détentes. Voyez la figure 16 dans la quatrieme suite de la Pl. II.
PLANCHE II. 1. suite, cotée D.
Fig. 2. Élévation du rouage du mouvement vû du côté de la sonnerie des quarts.
3. Élévation & coupe du rouage du mouvement vû du côté de la sonnerie des heures, la barre E'F'(Planche précédente), qui sépare les deux rouages étant supprimée pour mieux laisser voir la roue d'échappement, la fourchette, la suspension A a B b, & une partie du pendule B b, C c, D d.
4. Elévation de la cadrature sur laquelle on a projetté en lignes ponctuées le pont qui suspend la roue de renvoi 30; postérieurement à la roue est le pignon qui mene la roue de renvoi. 33, 31 cette roue. 32, 32 pignon fixé à la roue de renvoi; ce pignon engrene dans la roue de cadran 33, 33, qui porte l aiguille des heures.
5. Un des deux ponts pour porter le coq de la suspension.
6. Autre pont pour porter le coq de la suspension.
7. Le coq de la suspension vû par-dessus.
PLANCHE II. 2. suite, cotée E.
8. Élévation du rouage de la sonnerie des quarts vû du côté extérieur. 1, 2, 3, 4 le limaçon des quarts; il y a une éminence à l'extrémité de la part qui fait sonner les quarts pour élever la détente des heures.
9. Élévation & coupe du même rouage vû du même côté, après que l'on a ôté la barre antérieure, le limaçon des quarts, la roue de remontoir, le volant & la détente m.
10. Élévation & coupe du même rouage vû du côté de la cage du mouvement, la barre E F (Pl. II.) étant supprimée.
11. Portion d'une des barres qui servent de cage, dessinée sur une échelle double servant à faire voir comment les trous sont rebouchés avec des bouchons qui sont fixés par une vis. d est le trou, e est la vis.
12. Le bouchon en plan & en perspective. a petit trou conique pour recevoir l'extrémité de la vis terminée en cône, ce qui empêche le bouchon dans le trou duquel roule un pivot, de tourner & de changer de place. b la vis qui s'implante dans le milieu de l'épaisseur de la barre. c le bouchon en perspective.
Cet ajustement permet de démonter telle piece de l'horloge que l'on veut sans démonter la cage ni les autres pieces, les trous qui reçoivent les bouchons étant assez grands pour laisser passer les tiges, que l'on sort facilement par ce moyen hors de la cage; d'ailleurs les trous des bouchons venant à s'user, leur renouvellement est facile & peu dispendieux.
PLANCHE II. 3. suite, cotée F.
13. Élévation du rouage de la sonnerie des heures, vû du côté du mouvement.
14. Élévation & coupe du rouage de la sonnerie des heures vû du côté du remontoir, la barre I K du plan (Pl. II.) étant supprimée.
15. Élévation extérieure du rouage de la sonnerie des heures vû du côté du chaperon & du volant.
PLANCHE II. 4. suite, cotée G.
16. Toutes les détentes en perspective & en action.
17. Le pendule composé qui sert de régulateur à l'horloge.
18. Coulant de la fourchette pour mettre l'horloge en échappement.
PLANCHE III. cotée H. Pendule à ressort.
Cette Planche & son explication ont été tirées du livre de M. Thiout.
Les pendules à ressort sont beaucoup en usage; elles sonnent ordinairement l'heure & la demie, & vont quinze jours sans être remontées: anciennement on les faisoit aller un mois; mais comme elles manquoient ordinairement de force, c'est ce qui en a fait quitter l'usage pour s'en tenir à cette construction, qui a néanmoins un défaut, c'est qu'il n'est pas possible qu'un ressort qui doit faire cinq tours pour quinze jours les puisse faire également; ce qui procure de l'inégalité à proportion que le ressort se développe: pour y remédier quelques-uns ont adapté une fusée à ces sortes de pendules.
La figure 8. représente les roues dans leurs positions respectives. R est le barillet du mouvement, dans lequel est contenu un ressort qui fait ordinairement huit tours & demi. Le profil du même barillet est q figure 9; il engrene dans un pignon de 14 de la roue S. Cette roue engrene dans la roue T qu'on appelle roue à longue tige, parce que sa tige passe à la cadrature pour porter la roue de minutes B fig. 7. qui fait par conséquent son tour par heure. V est la roue de champ qui engrene dans la roue de rencontre X; cette roue est tenue par la potence A fig. 10, & la contre-potence B. La verge de palette C passe au-travers le nez de potence pour être maintenue par le talon D, & un coq attaché avec deux vis sur la platine de derriere; on n'a pas cru nécessaire de le représenter ici, on le vera dans d'autres pieces. On trouvera à l'arucle Échappement les effets de celui-ci. On a déjà dit que la roue B fig. 7. faisoit son tour par heure: cette roue porte un canon qui entre à frottement sur la tige de la roue T fig. 8. L'aiguille des minutes est placée quarrément au bout du canon de cette roue B; elle engrene dans la roue de renvoi qui est de même nombre. Cette roue porte à son centre un pignon de 6. Elle est placée sur la platine, & tenue avec le coq 13. Comme cette roue fait aussi son tour par heure, son pignon de 6 engrene dans une roue de cadran de 72, qui n'est pas représentée, & qui fait son tour en douze heures, parce que 6 fois 12 font 72. Cette roue de cadran porte un canon sur lequel est ajusté à frottement l'aiguille des heures; & pour que cette roue de cadran ne charge pas la roue de minutes B, on place à son centre le pont marqué 9 qui porte un canon sur lequel se meut la roue de cadran.
La sonnerie commence aussi par le barillet Q pareil à celui du mouvement. Le ressort fait le même nombre de tours que celui du mouvement: il engrene dans le pignon de la roue P qui fait son tour en douze heures, Un des pivots de l'arbre de cette roue passe la platine sur lequel est placé quarrément la roue de compte I fig. 13. La roue P engrene dans la roue de chevilles O, qui engrene à son tour dans la roue d'étoquiau M, & successivement M dans K & K dans L, qui est le pignon du volant.
Avant que d'expliquer les effets de la sonnerie, il est à propos de parler des principales considérations que l'on doit avoir lorsque l'on veut composer le calibre de la piece.
Quand on veut faire le calibre du mouvement, on doit considérer deux choses principales; la premiere, le tems qu'on veut qu'il aille sans remonter; la seconde, quelle longueur ou veut donner au pendule par rapport à la hauteur de la boîte.
Pour la premiere, si on veut, par exemple, que la pendule aille quinze jours, la pratique enseigne qu'un ressort doit avoir huit tours & demi.
On s'en tient donc à ce nombre de tours dans lesquels on en choisit six des plus égaux que l'on fixe dans le barillet par le moyen d'une palette fig. 12. qu'on ajoute fixément sur l'arbre & sur le barillet. On place excentriquement une roue mobile & dentée de cinq dents; on examine ensuite combien il y a d'heures en dix-huit jours; si on fait faire un tour au barillet en trois fois 24 heures, trois tours feront neuf jours, & six tours dix-huit jours; pour cet effet on donne un nombre aux dents du barillet proportionné à la force qui lui est communiquée. Celui de quatre-vingt-quatre est très-convenable; un plus grand nombre feroit des dents trop fines qui pourroient se casser; en donner moins on perd un avantage à l'engrenage; enfin donnant quatre-vingt quatre au barillet & quatorze au pignon, ce pignon fera six tours pendant que le barillet en fera un. Si on donne encore quatre-vingt-quatre à la roue S & qu'elle engrene dans un pignon de sept, cette roue S se trouvera faire son tour en douze heures, parce que la roue T le fait toutes les heures, & que 7 est compris 12 fois dans 84.
Ce nombre est convenable pour la durée du tems, c'est-dire, que les six tours du ressort feront aller la pendule dix-huit jours. Maintenant pour avoir égard à la longueur du pendule, on trouve, par exemple, que celle de cinq pouces trois lignes peut contenir dans la boîte qu'on veut employer. On voit à la table de longueurs de pendules, qu'un pendule de cette longueur donne 9450 vibrations, on donne un nombre aux roues T, V, & X qui puisse approcher de ce nombre de vibrations. Si on donne à la roue T 78, pignon 6, à celle V 66, pignon 6, & 33 à la roue de rencontre, ces nombres multipliés l'un par l'autre donnent 9438 vibrations, ce qui en fait 12 de moins que la table demande; mais cela change peu la longueur du pendule, & ne mérite pas qu'on on tienne compte.
Voilà ce qu'il est nécessaire de savoir pour la composition d'un mouvement que l'on peut varier autant que l'on veut, soit pour n'aller que trente heures, huit ou quinze jours, un mois, & même un an; ce qui ne dépend que des roues & des nombres que l'on place avant la roue à longue tige qui fait son tour par heure.
Les roues placées après les roues à longue tige ne peuvent déterminer que la longueur du pendule, il n'y a ordinairement que la roue de champ & la roue de rencontre, à-moins qu'on ne veuille un pendule fort court: en ce cas on est obligé de se servir de trois roues, qui avec celle à longue tige, en font quatre, parce qu'autrement les dentures seroient trop fines, & il n'y auroit pas assez de solidité.
De la sonnerie.
Quand on fait le plan d'une sonnerie, tel que celle de la figure 8. on suit, pour la durée de la remonte, le même principe qui vient d'être dit; mais au-lieu de prendre pour point fixe une roue qui fait son tour par heure, on en prend une qui fait son tour en douze. On se sert du même nombre pour le barillet & le pignon de 14 comme au mouvement; par cette disposition la seconde roue faisant un tour en douze heures, on place quarrément sur son pivot le chaperon, ce qui lui donne l'avantage de n'avoir point de balotage, comme ont celles qui sont menées par une roue & un pignon, qui ont outre cela plusieurs défauts.
Après qu'on a fixé la roue P à ne faire son tour qu'en douze heures, on cherche à donner le nombre convenable au reste de la sonnerie; pour cet effet on dit, en douze heures combien frappe-t-elle de coups? on trouvera quatre-vingt-dix, y compris les demies. Si on donne dix chevilles à la roue O, il faudra qu'elle fasse neuf tours en douze heures, parce que 9 fois 10 font 90; il est facile ensuite de donner un nombre à la roue P, & un pignon à la roue O, tel que la roue P fasse un tour pendant que la roue O en fera neuf. Si on donne à la roue 72, il faudra un pignon de huit, parce que huit fois neuf font 72; ensuite on donne, par exemple, à la roue de cheville, 60, & on la fait engrener dans un pignon de 6, qui porte une roue qui fait son tour par coups de marteau: c'est la roue appellée d'étoquiau, qui porte une cheville pour l'arrét de la sonnerie.
Le nombre de la roue K est indéterminé, on lui donne celui qui est convenable pour la proportion de la denture & la durée de la distance des coups que la sonnerie frappe; elle porte aussi une cheville. Cette roue engrene dans un pignon de 6, sur la tige duquel est le volant L à frottement, par un petit ressort qui appuie dessus. Quand la sonnerie est montée, le rouage est retenu par une cheville M, qui appuie sur le crochet F de la détente, fig. 15. parce que le bras G est entré dans une des entailles faite à la roue de compte, figure 13.
Quand on leve la détente, fig. 15. le rouage se trouvant dégagé, ne tend qu'à tourner; les chevilles de la roue O rencontrent une palette que la verge de marteau A Y, fig. 7. porte; ce qui lui fait frapper autant de coups qu'il passe de cheville. Cette verge est chassée par le ressort 6.
Si le bras G de la détente, figure 16. est entré, par exemple, dans l'entaille 12 de la roue de compte I, & qu'on la leve, elle retombera dans la même entaille, & la sonnerie ne frappera qu'un coup, parce qu'il n'y aura qu'une cheville de la roue O qui pourra passer; ce coup est compté pour midi & dèmi. Si on leve la détente une seconde fois, elle ne sonnera encore qu'un coup compté pour une heure, la levant une troisieme fois, elle frappera encore un coup, compté pour une heure & demie; & si on la leve une quatrieme fois, la hauteur entre 1 & 2 soutiendra la détente, la sonnerie frappera deux coups, parce qu'elle est empêchée par cette hauteur de retomber pour arrêter la cheville N M, l'entaille 2 est assez grande pour sonner la demie; la hauteur de 2 à 3 est assez distante pour laisser frapper trois heures, & enfin la distance de 11 à 12 est assez grande pour sonner douze heures; on comprendra aisément que les distances de la roue de compte sont proportionnées aux heures qui doivent sonner, & que chaque entaille a assez d'espace pour les demies.
Maintenant pour faire agir cette sonnerie d elle-même, on place deux chevilles sur la roue de minutes B, fig. 7. qui leve doucement le détentillon C D, & qui fait lever en même tems la détente E jusqu'à ce qu'elle laisse passer la cheville M que le crochet F, fig. 15. retient; pour-lors le rouage tourne, mais il est retenu dans le moment par le bras H, fig. 14. contre leque se rencontre la cheville K de la roue volante. Pendant ce délai le détentillon continue de lever jusqu'à ce que l'aiguille des minutes arrive sur 30 ou 60 du cadran; pour-lors le détentillon se dégage de la cheville & tombe: c'est pour-lors que la sonnerie se trouve dégagée, & qu'elle frappe jusqu'à ce que la détente rencontre une entaille de la roue de compte, qui permet au crochet F, fig. 15. de retenir la roue d'étoquiau par la cheville M.
Les rochets 7 & 8, fig. 7. sont placés quarrément sur les arbres des barillets. Leur usage est de retenir les ressorts quand on les remonte par le moyen des cliquets. Quoique cette sonnerie soit très-solide, quand elle est bien exécutée, on la peut encore rendre plus sure, en mettant un cercle sur la roue d'étoquiau en place de cheville. S'il arrivoit quelque inégalité à la roue de compte, qui donnât occasion de laisser rentrer la détente trop tôt, le cercle la retiendroit; ce qui empêcheroit la sonnerie de mécompter. Toutes les sonneries à roues de compte sont faites sur ce principe.
Il y en a d'autres où la roue de compte est menée par un pignon de rapport placé sur le bout du pivot de la roue de cheville; cette méthode est la moins bonne d'autres different dans le nombre des chevilles, dans la forme des détentes & de leurs positions, & enfin dans la levée des marteaux; mais toutes ces variétés reviennent au même, excepté qu'elles ne sont pas aussi simples que celle-ci.
La sonnerie des quarts differe par sa roue de compte, qui fait ordinairement son tour par heure, & n'a que trois ou quatre entailles. Les sonneries des quarts different aussi par les marteaux; ordinairement il n'y en a que deux, d'autres en ont jusqu'à une douzaine.
PLANCHE IV. cotée I.
Fig. 17. Représentation perspective d'une pendule à secondes, propre pour les observations astronomiques, du chassis qui lui sert de support, & du thermometre de compensation, qui corrige l'effet du chaud & du froid sur le pendule.
18. Le rouage de la pendule dont voici les nombres, en commençant par la roue d'échappement qui a trente dents, & finissant par celle du barillet.
[omission: formula; to see, consult fac-similé version]
18. n°. 2. Cadrature de la pendule.
18. n°. 3. Profil de la cadrature.
PLANCHE V. cotée K.
Fig. 19. Démonstration.
20. Échappemens à deux leviers.
21. Échappement à repos des pendules à secondes, par M. Graham.
22. Échappement à repos des montres, par M. Graham.
23.
24. Échappement à roue de rencontre.
25. Échappement à ancre, du docteur Hook.
26. Échappement à deux verges ou leviers, par M. Julien le Roy.
27. Foliot ou ancien échappement.
PLANCHE V I. cotée L.
Cette Planche & son explication ont été tirées du livre de M. Thiout.
Pendule à quarts.
Cette pendule est faite sur le même principe que celle de la Planche III. la pendule va également dix-huit jours. Le barillet C est pour la sonnerie des heures, & celui B pour celle des quarts. Il n'y a point de différence dans les effets, excepté que celle des heures ne sonne point de demie; ce qui fait qu'il y a un petit changement au nombre des dents, comme on le verra ci-après.
La sonnerie des quarts est aussi sur le même principe. La roue de cheville I M a deux grands pivots qui passent les platines; celui de la platine de derriere porte quarrément la roue de compte, figure 30. & celui qui passe à la cadrature porte le chaperon T, fig. 29. Les deux marteaux sont placés sur deux tenons à côté, pour que la double bascule M les puisse faire lever l'un après l'autre pour sonner les quarts; ces marteaux ne sont pas représentés ici. On dispose les dix chevilles placées sur la roue 1, de maniere que le même marteau frappe toujours le premier; pour cet effet on met six chevilles d'un côté & quatre de l'autre.
Sur la roue de minute N, fig. 29. sont placées quatre chevilles pour lever à chaque quart le détentillon N O P qui leve à son tour la détente.
Quand les quatre quarts sonnent, le chaperon S T porte une cheville qui leve le détentillon S R Q pour détendre la sonnerie des heures après que les quatre quarts sont frappés: X est la verge du marteau des heures. Nombres du calibre représentés par la fig. 28. [omission: other; to see, consult fac-similé version]
Bas de la Planche.
Calibre de la répétition ordinaire, & la même répétition vue en perspective.
Fig. 31. Est le plan ou calibre des roues qui composent la répétition. A B C D E sont les roues du mouvement pareilles au calibre du mouvement à quinze jours. Pl. III. F G H I sont les roues qui servent à la répétition: les trois roues G H I ne servent qu'à regler la distance des coups qui frappent, comme il est absolument nécessaire d'en avoir dans toutes les sonneries quelles qu'elles soient: voici les nombres. [omission: other; to see, consult fac-similé version]
Le cercle F porte douze chevilles d'un côté pour faire sonner les douze heures, & trois chevilles de l'autre pour faire sonner les trois quarts par le moyen de trois bascules placées sur une même tige, comme celle K; deux de ces bascules sont montées sur des canons pour qu'elles se meuvent séparément l'une de l'autre, & la troisieme est fixée sur la tige, pour qu'elles puissent toutes les trois lever les verges de marteaux séparément l'une de l'autre, comme elles sont représentées à la fig. 32.
Le cercle F est rivé sur son arbre, de même qu'un petit rochet, à une distance d'environ six lignes. Le cercle extérieur présente la grandeur d'une roue qui est jointe contre le rochet; elle porte un cliquet & son ressort, comme il est marqué. L'arbre passe au-travers d'un petit barillet fixé à la platine, dans lequel est un ressort; l'arbre ayant un crochet, enveloppe le ressort autour de lui; de-sorte que quand on tire le cordon V, figure 32. on fait tourner l'arbre à gauche, sans que la roue dentée tourne, & quand on quitte le cordon, le petit rochet donne dans le cliquet, & oblige le rouage de tourner, & les marteaux frappent, de sorte que l'arbre de ce cercle porte le cercle des chevilles, l'heure & les quarts justes.
Toutes les machines sont placées sur la cage A B, fig. 32. où elles sont représentées en perspective. Le plan de cette cadrature avec le développement des pieces sont contenues dans la Planche suivante, & elles sont marquées des mêmes lettres.
Avant que de dire les effets de cette méchanique, il est à propos de faire voir la forme & le développement de chaque piece marquée sur la Planche VII.
PLANCHE VII. cotée M. Suite de la Planche précédente, ou developpement de la répetition ordinaire.
Fig. 33. T est la roue de chaussée, & t est son profil. Cette roue, comme on sait, fait son tour par heure, & porte l'aiguille des minutes. Sur cette roue T t est placé sixément le limaçon des quarts Q & q. Sur ce limaçon est joint la surprise R & r, qui est tenue avec une virole 4 & 4, on dira l'usage de cette surprise dans la suite. X & x est la roue de renvoi qui porte un pignon pour mener la roue du cadran Y & y, comme on l'a dit ailleurs; car toutes les pieces d'horlogerie qui marquent les minutes ont des roues de renvoi; ce qui doit suffire pour qu'il ne soit plus besoin d'en parler par la suite, que dans des cas particuliers. A est une étoile qui fait son tour en douze heures, & a son profil. Z & z est le sautoir ou valet qui fait changer promptement une dent de l'étoile à chaque heure. Sur l'étoile A est placé sixément le limaçon des heures B. D est le rateau. E est un pignon qui le fait mouvoir. G est une poulie qui porte une cheville, & g e i est le profil. M L est la main, m l est le profil: cette main étant démontée forme la piece M N. O est un ressort, le profil est m o: le bras des quarts qui fait partie de la main est L & l.
34. La platine qui porte les tiges sur quoi toutes les pieces sont montées. On voit leurs places indiquées par les lignes ponctuées qui y répondent. La fig. 34. n°. 2. est le profil des fig. 23. & 34. Sur la platine de la fig. 34. sont deux ressorts, ce qu'il est nécessaire de savoir avant que d'expliquer leurs effets.
Maintenant il faut mettre ces pieces chacune à leur place, & faire voir comme elles agissent les unes avec les autres. On a dit ci-dessus que l'arbre de la premiere roue pouvoit tourner séparément de sa roue & avec sa roue, & qu'il portoit un cercle garni de quinze chevilles pour lever les bascules des marteaux. Cet arbre porte quarrément la poulie G E & le pignon E qui engrene dans le rateau D des heures. Quand on tire le cordon on fait avancer le bras H vers le limaçon B qui est gradué spiralement en douze degrés. Le plus profond est pour douze heures, & la partie la plus élevée est pour une heure; de-sorte que quand on tire le cordon on fait passer autant de chevilles que l'enfonçure du limaçon le permet, c. à d. si le degré le plus profond se présente, la sonnerie frappera douze coups, & si c est la portée la plus élevée, la fonnerie ne frappera qu'un coup, deux coups si c'est le second degré, ainsi des autres jusqu'à douze. On a dit que l'étoile A fait son tour en douze heures, par le moyen d'une cheville que la surprise R porte à l'endroit K. Comme cette cheville fait un tour par heure, & que l'étoile a douze dents, elle en rencontre une toutes les heures, de-sorte que l'étoile avec le valet Z saute douze fois.
Cette façon de faire mouvoir l'étoile a deux avantages. Le premier est de faire changer si promptement le limaçon, qu'il n'est pas possible de le faire manquer dans l'instant de son changement. Le second est de faire à son tour sauter la surprise R pour que le bras du guide des quarts L M ne puisse retomber aux trois quarts, comme il étoit l'instant auparavant; les quarts sont reglés par le moyen du limaçon Q & de la main M qu'on appelle guide des quarts. Quand on tire, par exemple, le cordon V, on fait, comme il a été dit, tourner la poulie G; la cheville I qu'elle porte se dégage des doigts, & le guide des quarts tombe sur le limaçon Q qui est partagé en quatre parties. Si la plus haute se présente, la cheville I entre dans l'entaille la moins profonde de la main; la roue est retenue par ce moyen avant que les chevilles alent pû parvenir à lever les marteaux, ce qui fait que la sonnerie ne frappe point de quarts, parce qu'il n'y a pas encore un quart que l'heure est accomplie; & quand il y a un quart, le limaçon présente une partie assez profonde pour que l'entaille 2 de la main reçoive la cheville; ce qui fait que la roue de cheville faisant plus de chemin, un marteau frappe un quart. Si le limaçon présente sa troisieme partie, sa cheville entre dans les doigts 3, & le marteau frappe deux coups pour la demie, & quand c'est la partie la plus profonde du limaçon, les marteaux frappent trois coups pour les trois quarts. Tant que les deux limaçons ne changent pas, la sonnerie sonne toujours la même quantité. Quand le limaçon des quarts a fait son tour, il entraîne avec lui l'étoile A qui saute par le moyen du valet Z, & de la même action la surprise R avance pour remplir le vuide du limaçon, afin que le guide des quarrs ne puisse retourner dans l'entaille des trois quarts; ce qui fait que si on veut tirer le cordon dans le moment de ce changement, la répétition ne sonnera que l'heure, & point de quart.
Pour que la cheville I sorte aisément des doigts de la main, elle se meut au point N, & est remise par un ressort qui est fixé sur le bras L; un autre ressort est fixé sur la platine pour faire agir le bras L qui emporte sur lui la main M, qui a par ce moyen deux mouvemens, celui de se mouvoir sur son plan, lorsqu'il faut que la cheville sorte des doigts, & celui de suivre le bras coudé L.
PLANCHE VIII. cotée N.
Fig. 35. Thermometre de compensation.
36. Pendule composé.
37. Cadrature d'une pendule d'équation de M. Julien le Roy, décrite au mot Équation.
38.
PLANCHE IX. cotée O.
Fig. 39. Fausse plaque de la pendule d'équation, représentée dans la Planche précédente, vûe par le côté opposé au cadran.
40. La même fausse plaque vûe par le côté du cadran.
41. Roue annuelle vûe du côté de la gravure.
Ces figures sont décrites au mot Équation.
Suites de la Planche IX. cotée O.
35. A. 1 suite, cotée P. Pendule à équation, par Dauthiau.
37. A. 2. suite, cotée Q. Pendule à équation, par M. Ferdinand Berthoud.
38. A. 3. suite, cotée R. Pendule à équation, du sieur Rivaz.
39. A. 4. suite, cotée S. Cadran de la montre à équation à secondes concentriques, marquant le quantieme du mois, & le mois de l'année.
40. A. La baste vûe du côté opposé au cadran.
41. A. Cadrature de la montre à équation.
36. A. Cadrature du sieur Rivaz.
42. A. Bissextile, par M. Berthoud.
5. suite, cotée T. Pendule d'équation à secondes concentriques, marquant les mois & quantiemes des mois, les années bissextiles; cette pendule va treize mois sans être remontée.
6. suite, cotée V. Pendule à équation, par le sieur Amirauld.
Toutes les suites de la Pl. IX. sont décrites à l'article Équation.
PLANCHE IX. 7. suite, cotée X. Pendule à équation, à cadran mobile, par F. Berthoud.
Cette Planche & son explication ont été tirées du livre de M. Ferdinand Berthoud.
Si au centre du cadran A B d'une pendule ordinaire, on ajoute un cercle ou cadran E E, divisé en 60 parties, & gradué comme le cercle des minutes du grand cadran, & que ce cercle concentrique soit mobile, tandis que le grand cadran est fixe, & qu'enfin on attache sur l'aiguille du tems moyen, une autre aiguille ou index diamétralement opposé c, & de longueur propre à marquer sur le cercle mobile: on voit que selon que l'on fera tourner en avant ou en arriere le cadran mobile, la petite aiguille, dont le mouvement est uniforme, pourra y indiquer le tems vrai ou apparent, & cela par un moyen très-simple, puisqu'il suffira de regler le chemin du cercle mobile d'après les tables de l'équation du tems.
La fig. 1. Pl. XI. 7. suite, représente la face ou cadran de cette pendule. A B est le cadran des heures & minutes: il est fixé par quatre vis sur la fausse plaque C D: celle-ci porte quatre faux piliers qui servent à arrêter la plaque & le cadran, avec la cage du mouvement (cette disposition est la même que dans les pendules ordinaires.) E E est le cercle ou cadran mobile des minutes du tems vrai, il est concentrique au grand cadran: ce cadran mobile représenté de profil, fig. 3. est rivé sur un canon qui entre juste dans le trou de la fausse plaque, & qui peut y tourner librement; le bout inférieur de ce canon entre dans un pont E, fig. 2. attaché à l'autre côté de la fausse plaque: ce canon roule de cette maniere dans le trou de la fausse plaque & dans celui du pont, comme dans une cage. Sur ce canon entre à frottement le pignon F vû de profil, fig. 4. Ce pignon s'arrête avec le canon, au moyen d'une cheville qui entre à frottement dans l'épaisseur du pignon & du canon. Le pignon F ainsi fixé sur le canon du cercle mobile, empêche celui-ci de sortir, lui laissant seulement la liberté de rouler sur lui-même: le rateau G I qui engrene dans le pignon F, porte le bras H, dont le bout porte une cheville qui pose sur la courbe ou ellipse K K, attachée sous la roue L, qui fait sa révolution en 365 jours.
L'usage de cette courbe est de produire la variation du cercle mobile, ce qu'il est aisé de voir, car ce cercle va & vient sur lui-meme, selon que l'ellipse oblige le bras H de s'écarter ou de se rapprocher du centre de la roue annuelle: or le bras H entraîne le rateau G, celui-ci le pignon F & le cadran mobile.
On taille l'ellipse de maniere que le cadran puisse parcourir un peu plus de sa demi-révolution, ce qui répond à l'écart total du tems vrai & du tems moyen; cet écart est de 30 minutes 50 secondes.
Pour faire appuyer continuellement le bras H sur l'ellipse & ôter le jeu de l'engrenage, l'auteur a pratiqué sur le pignon F une rainure ou poulie, comme on le voit fig. 4. laquelle est entourée par la corde N, fig. 2. dont un bout tient à la poulie, & l'autre est attaché au ressort M N: c'est l'action de ce ressort qui fait appuyer le bras H sur l'ellipse.
Le rateau G est mobile en I sur une broche attachée à la plaque.
La fig. 10 représente le plan du mouvement. A est la grande roue qui porte le tambour ou cylindre, lequel est entouré par la corde qui porte le poids qui fait marcher la pendule: ce cylindre est vû en perspective, fig. 6.
La fig. 7. représente la roue A vûe en plan, avec le ressort de l'encliquetage que doit former le rochet G du tambour ou cylindre. Pour cet effet, l'axe du cylindre entre dans le trou qui est au centre de cette roue, & le bord du cylindre s'emboîte fort juste dans une rainure faite à la roue. Par le jeu de l'encliquetage la roue & le cylindre peuvent tourner séparément l'un de l'autre, lorsqu'on remonte le poids, comme on l'a déjà expliqué. Nous n'avons représenté ici cette partie que pour en mieux faire voir la disposition. La fig. 8. est ce qu'on appelle la clavette: elle sert à retenir & assembler la roue, fig. 7. & le cylindre, fig. 6.
La roue A (fig. 10.) reste trois jours à faire une révolution, ce qu'il est aisé de voir par le nombre de dents des roues, dont la derniere E est celle d'échappement, & fait un tour par minute. Sur la roue A est fixée une petite roue a, qui a 24 dents; celle-ci engrene dans la roue F de 96 dents, & qui reste par ce moyen douze jours à faire une révolution.
L'axe de cette roue F porte un pignon de 12, lequel engrene dans la roue annuelle L fig. 2. Cette roue porte 365 dents; & comme le pignon de 12 fait un tour en douze jours, chaque dent répond à un jour: ainsi la roue L reste un an à faire sa révolution par un mouvement continu.
La roue annuelle L, fig. 1. est graduée, comme on le voit, de maniere qu'elle marque les mois de l'année & les quantiemes du mois qui paroissent sur le cadran par une ouverture faite à la plaque, & sont montrés par un index.
La roue annuelle est percée de douze trous, dont chacun se présente chaque mois au-dessous de l'ouverture de la platine en e, pour laisser passer la clé qui sert à remonter le mouvement. L'axe de cette même roue annuelle porte deux pivots, dont l'un entre dans un trou fait à la fausse plaque, comme on le voit en H fig. 1. & l'autre entre dans un trou fait à une plaque portée par la platine de devant du mouvement, ce qui forme une cage à la roue annuelle: l'aiguille a, fig. 1. est celle des heures; elle marque à l'ordinaire sur le grand cadran.
Le bout b de l'aiguille c b, est celui qui marque le tems moyen sur le grand cadran: le bout opposé c est l'aiguille du tems vrai, laquelle marque sur le cadran mobile. On voit par cette situation du cadran & des aiguilles, qu'il est maintenant deux heures vingt-deux minutes & demie au tems moyen, tandis qu'il est deux heures trente minutes au soleil: le soleil avance donc de sept minutes & demie, ce qui forme l'équation du 22 Septembre, indiquée par la roue annuelle. L'aiguille gf est celle des secondes.
Pour avoir la facilité de remettre la pendule au jour du mois & à l'équation, lorsqu'on l'a laissée arrêter, on a fait passer le pivot du pignon a qui conduit la roue annuelle à-travers la plaque, & limé quarrément l'excédent, de maniere à le faire mouvoir avec une clé; ce quarré se voit en d, fig. 1. Il faut que ce pignon puisse tourner séparément de la roue, fig. 10. ce qui est facile, comme on le voit, fig. 9. où a b représente le profil du pignon, & F celui de la roue. La roue s'applique contre l'assiette b du pignon, près de laquelle elle est retenue par la clavette c, dont la pression produit un frottement qui assemble la roue contre le pignon, de-sorte qu'ils se meuvent ensemble, à-moins qu'on ne les fasse tourner séparément par l'action de la main, lorsqu'on veut faire tourner la roue annuellement en avant ou en-arriere.
Cette équation est, sans contredit, la meilleure que l'on ait imaginée jusqu'à ce jour: aussi l'auteur s'est-il fort attaché à la disposer de la maniere la plus avantageuse pour les pendules & pour les montres, d'autant plus qu'elle est applicable à toutes sortes de pieces.
8. suite, cotée Y. Pendule à équation, du sieur le Bon.
9. suite, cotée Z. Suite de la pendule d'équation, du sieur le Bon.
PLANCHE X. cotée AA. Montre ordinaire & ses développemens.
La montre est une petite horloge portative que les hommes mettent dans le gousset & les femmes à leur ceinture.
Montre simple, est celle qui montre l'heure & les minutes.
Montre à répétition, celle qui répete l'heure & les quarts, lorsque l'on pousse le bouton; elle est dite à timbre lorsqu'il y en a un; & lorsqu'il n'y en a point, elle est dite à sourdine.
Montre à horloge, celle qui sonne d'elle-même l'heure & les quarts.
Montre à réveil, celle qui a une sonnerie, que l'on peut mettre dans le cas de sonner à une heure déterminée pour se réveiller.
Montre à trois parties, celle qui sonne elle-même, & & qui joint encore la répétition.
Montre à quatre parties, celle qui aux trois précédentes joint encore le réveil.
Montre à équation, celle qui montre les erreurs du soleil.
Montre à quantieme, celle qui montre le quantieme du mois, de la lune, les jours de la semaine, & les mois de l'année.
Montre de carrosse, celle qui est environ trois fois plus grosse que les autres montres. Elle est pour l'ordinaire à sonnerie, & sert pour courir la poste, en la suspendant dans la chaise.
Montre à secondes, celle qui porte une aiguille de secondes, qui avance de seconde en seconde, comme les pendules dites à secondes. Cette invention fut trouvée en 1754. Voyez Frottement, Horlogerie, où cette montre est décrite & le jugement de l'académie rapporté.
Avant cette époque les montres qu'on nommoit montres à secondes, ne les battoient point. La plûpart d'entre elles faisoient un certain nombre de battemens par seconde, qui n'étoient point l'aliquote de la minute; de sorte qu'elle ne se trouvoit que rarement d'accord. L'époque de la montre qui bat les secondes a été aussi celle des montres à longs termes pour les remonter. Avant ce tems l'on avoit bien fait des montres à huit jours, mais elles ne valoient rien parce qu'elles manquoient totalement de force, mais comme par cette invention l'on réduit prodigieusement la force motrice, il suit qu'il a été possible d'en faire aller un mois, six mois, un an.
A l'égard de cette derniere espece, j'en a fait une que j'ai présentée à l'académie, & j'ai démontré par un mémoire sur les révolutions des roues, le moyen le plus simple de faire aller un an une piece sans être remontée: on va rapporter ici le jugement de l'académie.
Extrait des registres de l'académie royale des Sciences, du 10 Mai 1758.
« Nous, commissaires nommés par l'académie, avons examiné une montre du sieur Romilly, horloger, citoyen de Genève, construite pour aller 378 jours sans être remontée.
Cette montre est à secondes & à répétition. Les secondes y sont excentriques. Son mouvement est composé comme dans les montres ordinaires, d'un barillet, de cinq roues, & de quatre pignons. Son balancier bat les secondes. Sa fusée porte huit tours trois quarts de chaîne. La roue de fusée a 96 dents qui engrenent dans un pignon de 8. La seconde roue est aussi de 96 dents qui engrenent dans un pignon de 6. La troisieme porte 108 dents qui engrenent dans un pignon de 6. La quatrieme est aussi de 108 dents qui engrenent dans un pareil pignon de 6. Enfin la roue d'échappement a 30 dents, dont chacune fait faire deux vibrations au balancier, ensorte que cette roue fait son tour en une minute. Il est facile de voir que cette montre doit faire 32669200 vibrations d'une seconde, & qu'elle doit en conséquence marcher 378 jours pendant les huit tours trois quarts que la roue de fusée doit faire avant qu'il soit nécessaire de la remonter.
Le ressort de cette montre n'est pas beaucoup plus fort que ceux de quelques montres qui ne vont que 30 heures. L'horloger a été obligé de faire les roues très-légeres, & de rendre toutes les pieces & engrenages de son mouvement extrèmement réguliers, pour ménager autant qu'il est possible l'action de la force motrice, qui seroit bientôt épuisée dans une montre faite avec moins de soin. Il faut observer que celle-ci faisant dans un tems donné cinq fois moins de vibrations que la plûpart des montres ordinaires, elle n'auroit besoin, toutes choses égales d'ailleurs, que d'une force motrice cinq fois plus petite; & comme le ressort spiral de son balancier peut-être vingt-cinq fois moins roide que ceux des balanciers ordinaires de même masse, il faut pour le faire partir au doigt vingt-cinq fois moins de force que pour les montres communes.
Quoique cette montre soit plus susceptible que les montres ordinaires, des inégalités causées par le froid & le chaud, & peut être aussi plus sujette à s'arrêter, on peut cependant conclure de l'exposé ci-dessus, que le sieur Romilly n'a négligé aucun des moyens nécessaires pour faire aller une montre aussi longtems qu'on peut le desirer sans la remonter, ce qui fournit de nouvelles preuves de son adresse dans l'exécution, & de l'habileté dans la théorie de l'Horlogerie. Signé, De Montigny & Camus».
Je certifie l'extrait ci-dessus conforme à son original & au jugement de l'académie, ce 11me jour de Mai 1758. Signé, Grandjean de Fouchy, secrétaire perpétuel de l'académie royale des Sciences.
L'on voit par ce rapport que l'académie approuve la théorie & l'exécution de cette montre. En effet, pour perfectionner les montres & les machines en genéral, l'on ne suit guere d'autre théorie que celle qui tend à diminuer les resistances pour réduire les forces qui les animent, par-conséquent diminuer les frottemens, & leur donner un peu plus de dureté.
Mais cette montre qui est faite pour aller une année avec un ressort ordinaire de vingt-quatre heures, a exigé tout ce que l'art a de plus subtil pour diviser cette force pour aller 378 jours; ensorte qu'il ne reste sur le dernier mobile de cette montre qu'une force infiniment petite.
Mais ayant donc diminué les causes méchaniques, & réduit toutes les resistances autant qu'il étoit possible & nécessaire, il est arrivé que les causes physiques du chaud & du froid ont eu d'autant plus d'accès sur elle pour la déranger, ce qui fait voir qu'il y a des bornes au-delà desquelles les frottemens étant pour-ainsi-dire échappés à la méchanique, sont diminués avec d'autant plus de force par les causes physiques. Comme j'ai fait plusieurs expériences avec cette montre, je ne crois pas inutile d'en rapporter une partie.
Étant reglée à la température du quatorzieme degré du thermometre de M. de Réaumur, elle a été avec une régularité surprenante: j'ai poussé la chaleur de cinq degrés en cinq degrés jusqu'au quarante-cinquieme, la montre a continué d'aller avec une précision au-dessus des meilleures montres ordinaires. En un mot j'ai répété des expériences en différens tems pendant des cinq à six heures de suite dans toutes les positions, à plat, pendue, & en mouvement; elle a toujours soutenu sa même régularité. Mais ce qu'il y a de fort singulier, c'est que lorsque j'ai diminué la chaleur du quatorzieme au douzieme degré, la montre a commencé à retarder huit à dix secondes par heure. Au dixieme degré elle retardoit quinze à vingt-cinq secondes; au huitieme de trente-cinq à soixante secondes; au sixieme de deux à trois minutes & demie; au quatrieme elle retardoit de six & huit minutes; & a zéro elle retardoit si considérablement qu'elle arrêtoit quelquefois au bout d'une demi-heure, & quelquefois plus tard. J'ai répété toutes ces expériences du froid; elles ont beaucoup varié: c'est-à-dire qu'au même degré de froid elle varioit ses retards en plus & en moins. Étant remise à la température du quatorzieme, ou du vingtieme, trentieme, &c. elle étoit deux à trois heures pour se regler; après quoi elle restoit reglée comme dans les premieres expériences.
Si l'on fait un raisonnement sur les effets que la chaleur doit produire sur les montres, l'on trouvera:
Que la chaleur ouvrant les pores doit permettre aux parties frottantes de se pénétrer davantage, par conséquent causer du retard. La chaleur qui dilate les métaux alonge les ressorts moteurs & réglans, ils deviennent plus foibles; autre cause de retard.
La dilatation grossit les pivots, grandit les roues & le balancier; autre cause de retard.
Le froid qui fait directement tout le contraire sur chacun de ces objets, devroit faire aussi un effet tout contraire, par-conséquent faire avancer la montre: il en est cependant arrivé tout autrement.
A quoi donc en rapporterons-nous la cause?
Au frottement seul. Il est certain qu'il en est l'unique cause; car ayant fait depuis une infinité d'expériences sur les frottemens, j'ai toujours trouvé que le froid augmentoit d'autant plus les résistances que les pressions étoient plus foibles; d'où je conclus que cette résistance se trouve augmentée en plus grande raison que toutes les causes contraires dont je viens de parler, & qui tendoient à la faire avancer. Ensorte que les montres doivent d'autant plus retarder par le froid, qu'elles sont faites pour aller plus longtems; que toutes choses d'ailleurs égales, celles qui vont avec le moins de force motrice sont aussi celles où le froid fait les plus grands effets: & au-contraire les montres qui vont avec beaucoup de force, bien-loin de retarder par le froid, avancent; il est vrai qu'il s'y mêle un peu de destruction qui concourt à les faire avancer.
Les montres ne sont pas seulement des machines pour mesurer le tems, elles servent encore d'ornement & de parure, font partie des bijoux, & sont une marque d'opulence. C'est la raison pour laquelle l'on enrichit les boîtes des montres par des gravures, peintures en émail, & diamants. L'on emploie aussi toutes sortes de cailloux pour les boîtes. En un mot tout ce qu'on emploie pour orner les bijoux, est employé pour les montres; & réciproquement l'on enrichit les bijoux en y plaçant des montres. J'ai fait des montres à répétition dans des bagues, bracelets, tabatieres, au bout d'un étui, d'une pomme de canne, sur une navette, dans une pelote. L'on fait aussi des montres de fantaisie, très-petites, très-plates. J'ai fait une répétition qui n'avoit de hauteur que trois lignes; elle étoit des plus plates qui se soient faites: & pour donner une idée de la délicatesse & de la précision qu'une telle montre exige, il suffira de dire que l'on y distingue trente-sept épaisseurs les unes sur les autres perpendiculairement, dont la plûpart ont leur jeu pour se mouvoir sans se frotter.
Si ces montres n'ont pas un avantage sur les montres d'un volume ordinaire, l'on peut dire que les horlogers qui les font & qui les font bien, acquierent une telle connoissance de précision & une délicatesse d'exécution, dont il n'appartient qu'à eux seuls de se former l'idée; car dans les ouvrages ordinaires il ne suffit pas de savoir qu'il faut une grande exactitude, il s'agit encore de la sentir.
Tout ce que l'horloger doit se proposer dans ces petits ouvrages, c'est de les faire incessables, de montrer l'heure à peu de choses près, de réduire leur composition autant qu'il est possible, en sacrifiant même quelque avantage utile aux grosses montres: & pour satisfaire à cet objet il faut encore du génie & de l'adresse.
Mais, dira-t-on, pourquoi donc faire des montres un sujet de fantaisie, de mode, ou de caprice? n'ont-elles pas assez de mérite par la nature de leur objet, celui de mesurer le tems? doit-on rien faire qui tende à altérer leur justesse?
Eh! pourquoi la nature ne souffre-t-elle pas deux choses égales, pourquoi faut-il de la variété dans tout? Au-moins il est très-certain que ceux qui sont en état de bien faire les petits ouvrages, le sont encore plus de faire les moyens.
Fig. 42. La platine des piliers vûe intérieurement ou du côté opposé au cadran.
43. La même platine vûe du côté sur lequel on place le cadran.
44. La petite platine vûe intérieurement; au-dessous sont les développemens de la potence.
45. La même petite platine vûe extérieurement ou du côté du coq qui recouvre le balancier; au-dessous sont les développemens de la coulisse & de la rosette.
46. La platine des piliers vûe intérieurement & garnie du barillet, de la fusée, des grandes & petites roues, moyennes, & de la roue de champ; au-dessous sont les développemens du ressort de cadran.
47. La même chose en perspective.
48. Le grand ressort
49. Le rouage en profil, au-dessous de chacune des roues sont les plans & développemens nécessaires.
50. Calibre de montre ordinaire.
51. Drageoir.
51. n°. 2. fil de pignon.
52. Ressort spiral & balancier.
53. Calotte de répétition.
54. Chaîne de montre.
55. Pas d'âne.
56. Embistage.
1. suite de la Planche X. cotée B B & la 2. suite, cotée C C. Montre à roue de rencontre.
Cette Planche & la suivante qui contient les développemens de la montre, ont été tirées du livre de M. Ferdinand Berthoud.
La figure 1. représente le cadran posé sur la platine de la fig. 3. Pl. B B, avec les aiguilles ajustées sur leurs canons.
La fig. 2. représente l'intérieur de la montre, c'est-à-dire, toutes les pieces qui se posent sur la platine des piliers, lorsqu'on veut les remettre en place après avoir démonté la montre.
La fig. 3. fait voir l'autre côté de la même platine, avec les pieces qui sont sous le cadran, & qui servent à faire marcher les aiguilles.
Les fig. 4. & 8. dans les deux Pl. B B, C C, représentent les côtés intérieurs des platines qui forment la cage dans laquelle on place le rouage de la montre.
Les fig. 5. 6. Pl. B B, & les fig. 9, 10, 11, 12, 13, 14, 15, 16, 17, de la Pl. C C sont des développemens des parties de la montre. Voyez à la description de chaque partie.
La fig. 7. fait voir la montre toute montée, vûe en perspective.
La fig. 2. Pl. B B, représente l'intérieur de la montre. A est le tambour ou barillet dans lequel est contenu le ressort ou moteur, fig. 10. B est la roue de fusée qui communique au barillet par le moyen de la chaîne H r.
La grande roue B, ou roue de fusée, engrene dans le pignon a, qui porte la roue à longue tige C: le pivot prolongé de ce pignon passe à-travers la platine, & porte la chaussée C, fig. 5. Le pignon K de cette chaussée, fig. 3. qui est le même vû, fig. 5. engrene dans la roue de renvoi E; celle-ci porte un pignon D, qui fait mouvoir la roue de cadran F, fig. 6. Le bout de la chaussée porte l'aiguille des minutes; le bout du canon de la roue F de cadran porte l'aiguille des heures. La roue de longue tige C, fig. 2. engrene dans le pignon b que porte la petite roue moyenne D; celle-ci engrene dans le pignon c que porte la roue de champ E, vû en perspective, fig. 7. Pl. C C. cette roue engrene dans le pignon e de la roue de rencontre ou d'échappement, figure 17. laquelle roule dans les trous des pieces portées par le dessous de la platine M M, fig. 7. le dessous de cette platine est représenté, fig. 8. portant la roue de rencontre R, dont les pivots roulent dans les trous de la potence P & de la contre-potence A: l'axe de cette roue est parallele à la platine.
Le balancier B se meut dans une espece de cage formée par le coq, CC, fig. 7. & par la potence P portée par le dessous de la platine M M, comme on voit, fig. 8.
Le pivot supérieur a du balancier, figure 7. tourne dans le trou o du coqueret p o qui tient au coq C C, sous lequel tourne le balancier; & le pivot inférieur tourne dans un trou fait en o à la potence P, fig. 8. qui est développée dans la fig. 13. La partie q de la potence P forme un petit hémisphere dont le trou du pivot est le centre; le sommet de cet hémisphere n'est séparé de la plaque o p que par un petit intervalle, par lequel s introduit l'huile que l'on met aux pivots, & qui ne s'extravase jamais du trou, étant attirée par la surface de la plaque, & le sommet de l'hémisphere: cette disposition est très-essentielle pour conserver l'huile. Le coqueret o p du coq du balancier, fig. 7. est arrangé de la même maniere.
La vis V sert à faire mouvoir le lardon L de la potence qui porte le trou où entre le pivot de la roue de rencontre; ce mouvement du lardon L est pour servir à former l'échappement, & à rendre égales les chûtes de la roue de rencontre.
La piece o p est une plaque d'acier qui s'attache à la potence pour recevoir le bout du pivot de la verge, fig. 14.
La piece A, fig. 7. & 8. est la contre-potence qui sert à porter le pivot inférieur r de la roue de rencontre R; le bout du pivot roule sur une plaque d'acier que porte cette contre-potence, à laquelle elle tient par le moyen d'une vis.
Les fig. 14. & 15. Pl. C C, représentent le balancier avec son spiral a s. p est le piton qui fixe le bout extérieur du spiral avec la platine. R r, fig. 15. est le rateau dont le bras a est fendu pour contenir le ressort spiral: ce rateau R r sert à déterminer la longueur du spiral, & par conséquent à regler la montre, selon qu'on approche la fente a, ou qu'on l'éloigne du piton P. Si on l'approche de p, pour-lors le ressort spiral agira par une plus grande longueur; car la longueur active du spiral ne se mesure que depuis b, au point où est fixé l'autre bout du spiral, puisque la fente du bras b empêche qu'il n'agisse de plus loin: il sera par conséquent plus lent dans ses vibrations, & la montre retardera: si au-contraire on éloigne la fente a du piton p, le ressort sera plus court, il aura par conséquent plus de vîtesse, & fera avancer la montre.
Le rateau R r s'ajuste sous la piece c c, fig. 11. qu'on appelle la coulisse. La coulisse se fixe sur la platine au moyen de deux vis. Elle sert à contenir le rateau & à diriger son chemin autour du centre du balancier: le rateau est retenu sous la coulisse par une rainure faite, comme on le voit dans cette figure. On appelle coulisserie, l'assemblage formé par le rateau & la coulisse.
L'anneau ou cercle B B du balancier porte en-dessous une cheville qui détermine l'étendue de ses vibrations. Pour cet effet cette cheville est arrêtée par les bouts c c de la coulisse.
Pour faire mouvoir ce rateau R r, fig. 15. le quarré qui porte l'aiguille t qu'on appelle l'aiguille de rosette, porte aussi la roue S, laquelle engrene dans le rateau; & selon qu'on tourne cette aiguille, on fait avancer ou reculer le rateau, & par-conséquent on fait avancer ou retarder la montre, comme je viens de le dire. Le chemin de cette aiguille t est marqué par le cadran R, Pl. C C, fig. 7. ce cadran qu'on appelle aussi la rosette porte des divisions qui indiquent la quantité dont on fait marcher l'aiguille.
La fig. 12. Pl. C C, représente la fusée F & la roue B: voici la maniere dont elles s'ajustent ensemble. La roue f f qui est au-dessous de la fusée, est taillée en rochet, c'est-à-dire que les dents sont droites d'un côté, & inclinées de l'autre; son usage est le même que celui des remontoirs des pendules.
La roue B est appliquée contre le rochet ff de la fusée par le moyen de la virole C, laquelle entre à frottement sur l'axe de la fusée, ce qui l'empêche de s'en écarter, lui permettant seulement de tourner.
Lorsque l'on remonte les montres, on sent un arrêt qui empêche de monter le ressort plus haut, & par conséquent de rien forcer: voici comment cet effet se produit. La platine N N, fig. 8. porte la piece ou bras b mobile sur le piton B. Ce bras peut seulement s'approcher ou s'éloigner de la platine: le ressort r tend continuellement à l'en éloigner. Lorsqu'on remonte la montre, la chaîne H, fig. 9. qui actuellement entoure le tambour A, s'applique dans la rainure de la fusée F, en commençant par la base & finissant au sommet; pour-lors la chaîne agit sur le bras b, & l'oblige de s'approcher de la platine; continuant à tourner la fusée, le crochet G qu'elle porte vient arcbouter contre le bout b du bras, ce qui arrête l'effort de la main, & avertit que la montre est remontée au haut. Lorsque la fusée est entraînée par le ressort ou moteur, la chaîne s'applique de nouveau sur le barillet A, & le ressort r éloigne le bras b, qui permet au crochet G de la fusée de passer entre lui & la platine. On appelle garde-chaîne les pieces b, B r, qui empêchent de trop remonter la montre.
Le ressort, fig. 10. fait voir le moteur d'une montre dans son état naturel & développé: il se met dans le barillet ou tambour A Pour le faire entrer dans le barillet on se sert d'un arbre portant un crochet qui agit sur le bout intérieur du ressort, lequel porte une ouverture pareille à celle o du bout extérieur. Ainsi, tournant cet arbre, les spires du ressort se resserrent & s'approchent, & on leur fait occuper un petit volume capable d'entrer dans le barillet A. Un bout de l'arbre a porte quarrément une roue R, fig. 9. qu'on appelle roue de vis sans fin; elle doit être de l'autre côté du barillet; mais comme elle n'auroit pû être vûe, on l'a représentée dessus, comme on voit, pour en mieux faire sentir l'usage; les dents de cette roue entrent dans le pas de la vis sans fin V, fig. 4. Pl. B B: c'est au moyen de cette roue R, & de la vis V, que l'axe du barillet reste immobile, tandis que le barillet tourne & que le ressort se monte, selon que l'y oblige la fusée, & qu'il se développe ensuite par sa force naturelle, qui tend à reprendre la premiere situation. Pour cet effet un des bours r du ressort s'accroche à l'arbre immobile a, & l'autre tient au barillet A, & par conséquent celui-ci tourne, selon qu'il est entraîné par le ressort; ainsi les spires du ressort s'enveloppent l'une sur l'autre, lorsqu'avec la fusée on fait tourner le barillet, & avec lui le bout o, & ainsi de suite, &c.
Le bout extérieur du ressort est détrempé pour faire l'ouverture o, ce qui le rend sujet à fléchir près de l'endroit où il est accroché, & à frotter contre les spires de ce ressort. Pour y obvier on se sert d'une piece qu'on appelle barrette. Cette piece traverse le barillet dans son épaisseur à 60 degrés environ du point de la circonférence intérieure du barillet où est placé le crochet. Elle s'applique sur la lame du ressort à l'endroit où elle est trempée; & c'est de ce point que l'on compte l'action du ressort: de même que celle du ressort spiral du balancier des montres se compte de la fente du rateau.
La vis sans fin V porte un bout quarré, au moyen duquel on peut faire tourner l'arbre du barillet, & donner plus ou moins de tension au ressort.
PLANCHE X. 3. suite, cotée DD. Montre à réveil.
Cette Planche & son explication ont été tirées du livre de M. Ferdinand Berthoud.
Les montres à réveil sont disposées de maniere qu'une heure étant donnée, un marteau frappe sur un timbre, & fait un bruit capable d'éveiller. Le marteau est mis en mouvement par un petit rouage particulier, sur lequel agit un ressort semblable à celui, Pl. VI. fig. 5. mais qui est plus petit. Lorsqu'on veut que le réveil frappe, on fait tourner le cadran A, fig. 1. jusqu'à ce que l'heure à laquelle on veut s'éveiller se trouve sous la pointe E de l'aiguille des heures; on remonte le ressort du réveil & on laisse marcher la montre. Lorsque l'aiguille des heures est parvenue sur le grand cadran à l'heure marquée par l'aiguille sur le cadran A, une détente qui communique au cadran donne la liberté au petit rouage de tourner & de faire frapper le marteau sur le timbre. Il y a différens moyens mis en usage pour faire des réveils; mais celui de tous qui est le plus simple, le plus facile à exécuter, & qui médiocrement fait est le plus solide, est celui dont on va voir la description, & que représentent les figures 1, 2, 3, 4.
B est le barillet ou tambour du mouvement. A la roue de fusée. F la fusée. S la chaîne. G le crochet qui arrête contre le garde-chaîne. C la grande roue moyenne. D la petite roue moyenne. E la roue de champ; & R, fig. 4. la roue de rencontre ou d'échappement.
Les roues C & R, fig. 3. sont les roues de cadran.
Voilà toutes les parties d'une montre ordinaire, semblable à celle décrite ci-devant, il n'est donc pas besoin de répéter ici cette description; nous nous arrêterons simplement à ce qui regarde le réveil.
La roue G, fig. 2. est la premiere roue de réveil; elle est portée par l'axe m, sur lequel est fixé le rochet N, qui agit sur l'encliquetage porté par la roue G.
La platine, fig. 4. s'applique sur celle, fig. 2. qui porte les piliers, ce qui forme la cage dans laquelle se meuvent les roues de la seconde figure: cette platine, fig. 4. ainsi mise, l'axe m passe dans le trou du barillet B, en-sorte que son crochet N entre dans l'œil intérieur du ressort ou moteur du réveil contenu dans le barillet. Ainsi lorsqu'on remonte cet axe, le crochet qu'il porte tend le ressort, dont le bout extérieur est attaché au bord extérieur du barillet; & lorsque le ressort ramene le crochet ou axe N & le rochet m, celui-ci agit sur le cliquet porté par la roue G, & l'oblige de tourner, ainsi que la roue n portée par le pignon g, & dans lequel elle engrene, & fait par-conséquent aussi tourner le pignon f: sur celui-ci est fixée la roue ou rochet R qui est posé sur l'autre côté de la platine, fig. 3. de même que la roue n: les pivots de ces roues tournent dans les trous du pont H.
Les dents du rochet R d'échappement, fig. 3. agissent alternativement sur les leviers a, b, qui se communiquent le mouvement réciproquement, au moyen des dents que ces leviers a, b, portent. Le levier a est fixé & mis quarrément sur le pivot prolongé p du marteau du réveil m, fig. 5. Ce marteau est mobile, & se pose en I, fig. 2. & passe sous le barillet B du mouvement; l'autre levier b se meut sur une broche que porte la platine, fig. 3. Ces deux leviers a & b étant mis en mouvement par le rochet R, on voit que le marteau M, fig. 2. tournera, allant & venant alternativement de côté & d'autre, & que si l'on place en M & M un corps sonore, comme par exemple un timbre, ce marteau le fera sonner avec une force relative à l'espace que le marteau parcourra, à la masse du marteau, à la force du moteur ou ressort, & enfin à la grandeur du timbre. Le bruit que doit faire un réveil dépend donc de ces différentes choses, & de la maniere dont la force du ressort se communique au moteur, &c.
La piece A, fig. 3. est portée quarrément par le pivot prolongé de l'axe ou arbre m, fig. 2. Ce quarré ou pivot passe au cadran & sert à remonter le réveil: cette piece porte une dent dont l'usage est de regler le nombre de tours dont on doit remonter le ressort du réveil. La petite roue F porte trois dents, qui n'occupent qu'une moitié ou partie de la circonférence; ensorte que si l'on fait tourner la dent de la piece A, elle entrera alternativement dans les vuides des dents de la roue F, & cela jusqu'à ce que cette roue F présente la partie où il n'y a pas de dents: pour lors la dent de la piece A ne pourra plus tourner, & ce ressort sera remonté: enfin lorsque le ressort se développera, il ne tournera qu'au point où la dent de la piece A viendra poser sur le bord de la roue.
La roue F tourne sur une broche ou vis portée par la platine: le ressort ou piece G presse cette roue F, de maniere qu'elle ne tourne qu'à frottement, lorsqu'elle y est obligée par la dent de la piece A. Voyons maintenant comment le rouage & le moteur sont retenus lorsque le ressort est monté, & par quel moyen le réveil part à une heure précise à volonté.
Le levier b, fig. 3. porte la partie angulaire 1, 2, dans laquelle entre l'angle d formé sur le bras de la détente d f 4, mobile en f; le bras f 4 vient poser sur une plaque p fixée sur un canon qui entre à frottement sur celui de la roue C de cadran: cette plaque p fait donc un tour en douze heures.
Pendant tout le tems que le bras f 4 appuye sur le bord de la plaque p, les leviers a & b étant retenus par l'angle d de cette détente, ne peuvent tourner, ni le marteau frapper. La plaque p a une entaille o, laquelle étant parvenue à l'extrémité 4 de la détente d f 4, sert à y laisser descendre le bras f 4, lequel pressé par le ressort q, ainsi que par le plan incliné de l'angle 1, 2, ne tend qu'à entrer dans l'entaille o, dès qu'elle se présente: pour lors le bras d s'éloigne de l'angle 1, 2 du levier, celui-ci tourne par ce moyen de côté & d'autre, selon que l'y oblige le rochet R; ainsi le marteau frappe sur le timbre. Le cadran A, fig. 2. est divisé en douze parties; il se fixe quarrément sur le canon de la plaque p, fig. 3. laquelle tourne, comme je l'ai dit, avec la roue du cadran.
L'entaille o de la plaque p se présente au bras 4 f, à l'instant que les douze heures du petit cadran se trouvent dans la ligne de six heures du grand: ainsi chaque fois que le cadran A fait un tour, si le réveil est monté, il marchera au moment que le chiffre 12 se trouvera à la ligne de six heures. Or si dans cette position on met la petite pointe de l'aiguille des heures (l'aiguille est diamétralement opposée à la grande aiguille) sur le chiffre 12 du cadran A, l'aiguille des heures marquera midi sur le grand cadran, tandis que les douze heures du petit cadran seront diamétralement opposées à celles du grand; ainsi le réveil partira à midi, puisqu'à cet instant l'entaille o se présente au bras 4 f.
Le réveil part, comme ou vient de le voir, chaque fois que le chiffre 12 se trouve avec la ligne de six heures du grand cadran; ainsi l'heure à laquelle doit frapper le marteau dépend de l'intervalle qu'il y aura du chiffre 12 du cadran A à la pointe E de l'aiguille; car on a vû qu'en mettant la pointe E de l'aiguille sur le chiffre 12, le réveil part, lorsque l'aiguille des heures arrive sur le midi. Si donc on met la pointe E de l'aiguille sur le chiffre 1 du cadran A, cela rétrogradera d'une heure le cadran: ainsi lorsque l'aiguille des heures sera sur midi, la pointe de l'aiguille étant sur le chiffre 1 du cadran, il faudra que l'aiguille des heures parcoure une heure du grand cadran; pour-lors le chiffre 12 du cadran A sera dans la ligne de six heures, & le réveil partira.
C'est par un semblable raisonnement qu'on verra que mettant la pointe E de l'aiguille sur le chiffre 3, lorsque l'aiguille des heures sera arrivée sur le midi, le cadran de réveil présentera le chiffre 3 à la ligne de six heures: il faudra donc que l'aiguille des heures & le cadran A parcourent encore trois heures avant que le chiffre 12 soit parvenu à la ligne de six heures, & que le réveil frappe: celui-ci partira donc lorsque l'aiguille des heures arrivera sur trois heures, & ainsi de suite pour toutes les autres heures, &c.
Dans les réveils à cadran il suffit donc de mettre le chiffre qui représente l'heure à laquelle on veut être éveillé, sous la poinie E de l'aiguille: pour-lors la grande aiguille arrivée à l'heure en question, le réveil sonne.
Le bras x du levier b, fig. 3. sert à empêcher le marteau M d'approcher trop près du timbre; la fourchette P qui fait ressort, ramene le marteau dès qu'il a frappé sur le timbre; le ressort h est celui du cadran. 5 est un cliquet qui, avec le rochet D, tient lieu de la vis sans fin, qui s'emploie communément pour fixer par l'arbre le bout intérieur du ressort de mouvement, & pour lui donner le degré de tension dont il est besoin: le ressort 3 presse le cliquet contre le rochet D.
Bas de la Planche. Montre à équation, à secondes concentriques, marquant les mois & leurs quantiemes.
La fig. 7. Pl. D D, représente le cadran de cette montre; l'aiguille des secondes passe, comme dans les pendules, au-dessus des autres aiguilles: c'est une suite de la disposition de cette piece.
L'aiguille des minutes est en deux parties diamétralement opposées, dont la plus grande marque les minutes du tems moyen sur le grand cadran; & l'autre, où est gravé un soleil, marque les minutes du tems vrai sur le cadran A qui est au centre du premier. L'ouverture C faite dans le grand cadran est pour laisser paroître les mois de l'année gravés sur la roue annuelle, ainsi que les quantiemes qui le sont de cinq en cinq: l'usage de ces quantiemes est principalement pour remettre la montre lorsqu'elle a été arrêtée, ensorte que l'équation réponde exactement à celle du jour où l'on est. Pour cet effet l'étoile E, fig. 8. a un de ses rayons qui est toujours saillant en-dehors de la fausse plaque, ce qui donne la liberté de la faire tourner, & par son moyen la roue annuelle.
La montre se remonte par-dessous, ce qui a permis d'appliquer au fond de la boîte un cercle de quantieme, construit comme ceux dont parle M. Thiout, traité d'Horlogerie, tom. II. pag. 387.
La figure 9. représente l'intérieur de la fausse plaque, dont le dehors porte les cadrans, fig. 7. C'est dans cette plaque que sont ajustées les pieces qui forment l'équation, ou qui donnent les variations du soleil. A est la roue annuelle de 146 dents, fendue à rochet, mise immédiatement sur le cadran: elle tourne sur un canon que porte la fausse plaque; la roue annuelle s'appuie sur le fond de la plaque; l'ellipse B est attachée sur la roue annuelle; elle fait mouvoir le rateau H F, qui engrene dans le pignon C; celui-ci est porté par un canon qui passe dans l'intérieur de celui de la fausse plaque: sur le canon où est fixé le pignon C, est attaché en-dehors le cadran A du tems vrai. Ainsi on voit qu'en faisant mouvoir la roue annuelle, ce cadran doit nécessairement se mouvoir, tantôt en avançant, & ensuite en se rétrogradant, suivant qu'il y est obligé par les différens rayons de l'ellipse, ce qui produit naturellement les variations du soleil: voici le moyen pour faire mouvoir la roue annuelle.
Le garde-chaîne de la montre est fixé sur une tige, dont les pivots se meuvent dans les deux platines, & peut y décrire un petit arc de cercle; un de ces pivots porte un quarré sur lequel est ajusté dans la cadrature le levier A C, fig. 8. à pié de biche. On voit dans la fig. 6. ce garde-chaîne, qui est représenté en perspective avec l'étoile & le crochet de la fusée.
Lorsqu'on remonte la montre, le garde-chaîne ABC, fig. 6. fixé sur la tige & mis entre les deux platines, est soulevé par la chaîne, jusqu'à ce qu'il soit a la hauteur du crochet D de la fusee; le crochet lui donne un petit mouvement circulaire qu'il communique au pié de biche C, fig. 8. dont l'extrémité s'engage dans l'étoile E, qui est à cinq rayons, & fait ainsi passer un de ces rayons toutes les fois que le crochet de la fusée pousse le garde-chaîne.
L'étoile E est assujettie par un valet ou sautoir D qui lui fait faire la cinquieme partie d'un tour, & l'empêche de revenir en sens contraire lorsque le pié de biche se dégage; l'axe de cette étoile porte deux palettes opposées, comme on le voit, fig. 6: ces palettes servent à conduire la roue annuelle, ensorte que deux dents de cette roue passent nécessairement en cinq jours; ce qui lui fait faire sa revolution en 365 jours.
Sur la fausse plaque, fig. 9. est attaché un ressort K L, qui sert de sautoir pour maintenir la roue annuelle, en-sorte que les palettes que porte l'étoile ne puissent lui faire passer ni plus ni moins de deux dents pendant une des révolutions de cette étoile.
On peut faire mouvoir la roue annuelle d'un mouvement continu, en supprimant ce garde-chaîne mobile, & en faisant de l'étoile une roue qui engrene avec une roue du mouvement, qui lui fasse faire un tour en cinq jours.
Le ressort G, fig. 9. sert à presser continuellement le rateau H contre l'ellipse. Pour cet effet le bout F de ce rateau porte une cheville qui appuie sur le bord de l'ellipse; ainsi le rateau avance & rétrograde selon que l'ellipse l'y oblige; & celui-ci fait avancer ou rétrograder le pignon C & le cadran A, fig. 7. Or comme l'aiguille S du tems vrai se meut d'un mouvement uniforme, les variations du cadran exprimeront celles du soleil. L'aiguille S marquera donc les variations du soleil, tandis que le bout opposé indiquera les minutes du tems moyen: le ressort B, fig. 8. sert à ramener le pié de biche A C, à mesure que le crochet de la fusée rétrograde.
PLANCHE X. 4. suite, cotée E E,
Montre à répétition avec un échappement à cylindre, selon la construction de Graham.
Cette Planche & son explication sont tirées du livre de M. Berthoud.
La fig. 1. de la Pl. E E représente le rouage du mouvement composé des roues B, C, D, E, F, & celle du rouage de la répétition a, b, c, d, e, f, qui composent le petit rouage; toutes ces pieces sont renfermées entre les deux platines. Le ressort du mouvement est contenu dans le barillet A. B est la grande roue ou la roue de fusée. C la grande roue moyenne, dont le pivot prolongé porte la chaussée sur laquelle s'ajuste l'aiguille des minutes. D est la petite roue moyenne. E la roue de champ, & F la roue de cylindre ou d'échappement. La fusée I est ajustée sur la grande roue B, de la même maniere que nous l'avons vû: pour celle de la montre, la chaîne l'entoure de même, & tient de même au barillet. Le crochet O sert à arrêter la main, lorsque l'on a remonté la montre au haut; il arrête sur le bout du garde-chaîne C, qui tient à l'autre platine: son effet se fait de même que celui de la montre simple. La fig. 8. représente le développement de l'échappement à cylindre. B est le balancier fixé sur le cylindre. F est la roue de cylindre, laquelle est représentée comme tendant à agir sur le cylindre & à faire faire des vibrations au balancier. On n'a pas fait mettre le spiral ni ce qu'on appelle la coulisserie, & le dessus de la platine. On appelle dessus de platine les pieces qui se mettent sur la platine du balancier, comme la rosette, le coq, & la coulisserie; toutes ces parties étant les mêmes que celles de la montre à roues de rencontre vûe dans les Planches précédentes.
Le rouage de la répétition est composé de cinq roues a, b, c, d, e, du pignon f, & de quatre autres pignons. L'effet de ce rouage est de regler l'intervalle entre chaque coup de marteau.
La premiere roue a, ou grande roue de sonnerie, porte un cliquet & un ressort sur lequel agit un petit rochet mis sous le rochet R, ce qui forme un encliquetage comme celui que l'on a vû à la premiere roue de la répétition, & dont l'usage est le même, c'est-à-dire que quand on pousse le poussoir, le rochet R rétrograde, sans que la roue a tourne; & le ressort qui est dans le barillet B ramenant le crochet R, dont l'axe g est accrochée au ressort, le petit crochet arcboute contre le cliquet, fait tourner la roue a, & le rochet R fait frapper le marteau M, dont le bras M est engagé dans les dents de ce rochet.
Le ressort r attaché à la platine, fig. 2. agit sur la petite partie n du bras m, fig. 1. L'effet de ce ressort est de presser le bras m contre les dents du rochet, de-sorte que lorsque l'on fait répéter la montre, le rochet R rétrograde, & le ressort r ramene toujours le bras m, afin que les dents du rochet fassent frapper le marteau Passons maintenant à la description de la cadrature.
La fig. 6. dans la Pl. F F, représente cette partie d'une répétition qu'on appelle cadrature. Elle est vue dans l'instant où l'on vient de pousser le bouton pour la faire répéter. P est l'anneau auquel tient le poussoir; il entre dans le canon O de la boîte, & s'y meut sur sa longueur, en tendant au centre; il porte la piece p qui est d'acier, & fixée au poussoir; elle est limée, plate par-dessous: une plaque qui tient à la boîte sert à l'empêcher de tourner, & lui permet seulement de se mouvoir sur sa longueur: l'excédant de cette piece est pour retenir le poussoir de maniere qu'il ne puisse sortir du canon de la boîte.
Le bout de la piece p agit sur le talon t de la crémaillere C C, laquelle a son centre de mouvement en y, & dont l'extrémité c fixe un bout de la chaîne s s. L'autre bout tient à la circonférence d'une poulie A, mise quarrément sur l'axe prolongé de la premiere roue du petit rouage: cette chaîne passe sur une seconde poulie B.
Si donc on pousse le poussoir P, le bout c de la crémaillere parcourra un certain espace, & par le moyen de la chaîne s s, il fera tourner les poulies A, B: ainsi le rochet R, fig. 7. rétrogradera jusqu'à ce que le bras b de la crémaillere appuie sur le limaçon L: pour lors le ressort moteur de la répétition ramenant le rochet & les pieces qu'il porte, le bras m se présentera aux dents de ce rochet, & le marteau M frappera les heures, dont la quantité dépend du pas du limaçon L, qui se présente au bras b. Le limaçon L est fixé à l'étoile E, par le moyen de deux vis: ils tournent l un & l'autre sur la tige de la vis V, portée par le tout-ou-rien T R, qui se meut sur son centre T; le tout-ou-rien forme avec la platine une cage où tournent l'étoile & le limaçon des heures. Voyons maintenant comment les quarts sont répétés.
Outre le marteau M des heures, il y en a un autre N, Pl. précédente, fig. 1. dont l'axe ou pivot passe dans la cadrature, & porte la piece 5, 6, fig. 6. Le pivot prolongé du grand marteau passe aussi dans la cadrature, & porte le petit bras q: ces pieces 5, 6 & q servent à faire frapper les quarts à doubles coups. C'est-là l'effet de la piece des quarts Q, laquelle porte en F & en G des dents qui agissent sur les pieces q, 6, & font frapper le marteau: cette piece Q est entraînée par le bras K que porte l'axe du rochet R au-dessus de la poulie A, de maniere que, lorsque les heures sont répétées, le bras K agit sur la cheville G fixée sur la piece des quarts, & l'oblige de tourner & de lever les bras q & 6, & par-conséquent les marteaux.
Le nombre des quarts que doivent frapper les marteaux est déterminé par le limaçon des quarts N, selon les enfoncemens 5, 1, 2 ou 3 qu'il présente; la piece des quarts Q pressée par le ressort D, rétrograde; & les dents s'engagent plus ou moins avec les bras q, 6, qui ont aussi un mouvement rétrograde, & sont ramenés par les ressorts 10 & 9: le bras K ramenant la piece des quarts, le bras m que porte cette piece, agit sur l'extrémité R du tout-ou-rien T R, dont l'ouverture x, à-travers de laquelle passe une branche fixée à la platine, permet que R parcoure un petit espace: le bras m étant parvenu à l'extrémité R; celle-ci pressée par le ressort i x, revient à son premier état, de maniere que le bras m pose sur le bout R, & que la piece des quarts ne peut rétrograder sans qu'on ésoigne le tout-ou-rien. Le bras u que porte la piece des quarts sert à renverser la levée m, fig. 7. dont la partie I passe dans la cadrature; ensorte que lorsque les heures & les quarts sont répétés, la piece des quarts continue encore à se mouvoir, & le bras u renverse la levée m de la fig. 1. Pl. E E au moyen de la cheville 1 qui passe à la cadrature, & la met par ce moyen hors de prsse du rochet R, pendant tout le tems que le tout-ou-rien T R ne laissera pas rétrograder la piece des quarts; ce qui n'arrivera que dans le cas où ayant pousse le poussoir, le bras b de la crémaillere presse le limaçon, & fasse parcourir un petit espace à l'extrémité R du tout-ou-rien; alors la piece des quarts descendra & dégagera les levées, & les marteaux frapperont le nombre d'heures & de quarts que donnent les limaçons L & N.
Le grand marteau porte une cheville 3 qui passe dans la cadrature au-travers de l'ouverture 3: le ressort agit sur cette cheville, & fait frapper le grand marteau: ce marteau porte une autre cheville 2 qui passe aussi dans la cadrature par l'ouverture 2; c'est sur celle ci qu'agit le petit talon de la levée q pour lui faire trapper les coups pour les quarts: le petit marteau porte aussi une cheville qui passe dans la cadrature par l'ouverture 4; c'est sur cette cheville que presse le ressort 7, pour faire frapper le marteau des quarts; le ressort S est le sautoir qui agit sur l'étoile E.
La fig. 9. Pl. F F, représente la chaussée & le limaçon N, fig. 6. vû en perspective. Le limaçon N des quarts est rivé sur le canon c de la chaussée, dont l'extrémité D porte l'aiguille des minutes: ce limaçon N porte la surprise S, dont l'effet est le même qu'à celle de la répétition en pendule; c'est-à-dire que lorsque la cheville O de la surprise fait avancer l'étoile, & que le sautoir acheve de la faire tourner, une des dents de l'étoile vient toucher la cheville O qui porte la surprise, & fait avancer la partie Z, fig. 6. de cette surprise, ensorte que le bras Q de la piece des quarts porte dessus cette partie Z, & empêche la piece des quarts de descendre dans le pas 3 du limaçon; ainsi la piece répete seulement l'heure. Ce changement d'une heure à l'autre se fait par ce moyen en un instant, & la piece frappe exactement les heures marquées par les aiguilles.
Le canon de la chaussée c D, fig. 9. est fendu, afin qu'il puisse faire ressort sur la tige de la grande roue moyenne, sur laquelle il entre à frottement, assez doux pour pouvoir tourner aisément l'aiguille des minutes de côté & d'autre, & en avançant & reculant cette aiguille, selon qu'il en est besoin; on met aussi à l'heure l'aiguille des heures.
Il est bon de détromper ici les personnes qui croyent qu'on fait tort aux montres en faisant tourner l'aiguille des minutes en arriere: pour se convaincre que cela n'y fait rien, il suffit de remarquer la position que doivent avoir les pieces d'une cadrature de répétition, lorsqu'elle a répété l'heure, & que le moteur a ramené & écarté toutes les pieces qui communiquent aux limaçons L, N, car pour-lors il ne reste de communication entre les pieces du mouvement & celles de la cadrature, que celle de la cheville O du limaçon ou surprise, avec les dents de l'étoile E, que rien n'empêche de rétrograder. Si donc on fait tourner l'aiguille des minutes d'un tour en arriere, la cheville O fera aussi rétrograder une dent de l'étoile; & si l'on fait répéter ensuite la montre, elle frappera toujours juste les heures & quarts marqués par les aiguilles. Mais il est à observer que si l'on tournoit les aiguilles dans le tems même qu'on fait répéter la montre, alors elles seroient empêchées: il faut donc pour toucher aux aiguilles d'une montre ou pendule à répétition, attendre qu'elle ait répété l'heure & que toutes les pieces aient repris leur situation naturelle.
Il est aisé de conclure de-là que, puisqu'à une montre à répétition on peut avancer & rétrograder, selon qu'il est besoin, l'aiguille de minutes, à plus forte raison cela est-il possible dans une montre simple, où aucun obstacle ne s'y oppose.
Quant à l'aiguille des heures d'une montre à répétition, on ne doit la faire tourner sans celle des minutes, que dans le cas seulement où la répétition ne frapperoit pas l'heure marquée par l'aiguille des heures; pour-lors il faudroit remettre cette aiguille à l'heure que frappe la répétition.
Lorsque le répétition se dérange d'elle-même d'avec l'aiguille des heures, c'est une preuve que le sautoir S ou la cheville O du limaçon, ne produit pas bien son effet.
La roue de renvoi, fig. 12. se pose & tourne sur la broche 12, fig. 6. Cette roue engrene dans le pignon de la chaussée N; celui-ci a douze dents; la roue, fig. 12. en a trente-six: la chaussée fait donc trois tours pendant qu'elle en fait un; celle-ci porte un pignon qui a dix dents, qui engrene dans la roue de cadran, fig. 10. qui en a quarante: la roue, fig. 12. fait donc quatre tours pour un de la roue de cadran; la chaussée fait par conféquent douze tours pour un de la roue de cadran: or la chaussée fait un tour par heure; la roue de cadran reste donc douze heures à faire une révolution: c'est le canon de cette roue qui porte l'aiguille des heures. La levée m n, fig. 7. peut décrire un petit arc qui permet au rochet R de rétrograder; & dès que le moteur le ramene, le bras 1 de la levée entraîne le marteau M.
La fig. 8. représente le dessous du tout-ou-rien avec deux broches, l'une u, sur laquelle il se meut, & l'autre x, sur laquelle tourne l'étoile & le limaçon, fig. 11. le trou c de cette piece sert à laisser passer le quarré de la fusée du mouvement, lequel passe au cadran pour remonter la montre.
W, fig. 6. est le ressort de cadran, c'est lui qui empêche que le mouvement ne s'ouvre.
Y est un petit pont qui retient la crémaillere, & l'empêche de s'éloigner de la platine, lui permettant seulement de tourner sur elle même.
Toutes les parties de la répétition se logent sur la platine, & sont recouvertes par le cadran: ainsi il faut qu'entre la platine, fig. 6. & le cadran, il y ait un intervalle qui permette le jeu de la cadrature: c'est à cet usage qu'est destinée une piece qui n'est pas ici représentée, & qu'on appelle la batte. Cette batte est une espece de cercle ou virole qui s'emboîte sur la circonférence de la platine avec laquelle elle est retenue au moyen des clés 13 & 14: la batte est recouverte par le cadran; celui ci se fixe après la batte au moyen d'une vis.
PLANCHE X. 6. suite cotée GG. Montre à équation, à répetition & secondes concentriques, d'un seul battement.
Cette Planche & sa description ont été tirées du livre de M. Ferdinand Berthoud.
La fig. 1. représente le plan ou calibre du rouage. A est le barillet. B la fusée, dont la roue de cinquante-quatre dents engrenedans un pignon de douze qui porte la grande roue moyenne C de soixante-quatre dents, laquelle engrene dans un pignon de huit, qui porte la petite roue moyenne D de soixante-quatre dents, laquelle engrene dans un pignon de huit qui porte la roue de champ E de soixante dents, engrenée dans un pignon de huit que porte la roue d échappement F de trente dents: or le balancier faisant un battement par secondes, la roue d'échappement reste une minute à faire un tour; & comme elle fait sept tours & demi pour un de la roue de champ, celle-ci reste sept minutes & demie à faire une révolution. Le pignon qui porte cette roue est prolongé & passe à la cadrature; il engrene & mene la roue I, fig. 2. qui a 64 dents: le pignon de la roue de champ fait donc huit tours pour un de la roue I: or il emploie sept minutes & demie à faire un tour, donc la roue I emploie 8 fois 7 minutes & demie à faire sa révolution, c'est-à-dire soixante minutes ou une heure: c'est donc le canon de cette roue I qui porte l'aiguille des minutes.
Les petites roues a, b, c, d, e, représentent celles du rouage de répétition.
En calculant les révolutions du rouage de la montre on trouve que la roue d'échappement fait 2160 tours pour un de la fusée, lequel dure par conséquent 2160 minutes, ou trente-six heures. C'est cette même roue qui fait mouvoir la roue annuelle, & qui lui fait faire une révolution en 365 jours, ainsi que nous allons le faire voir.
La figure 2. représente la disposition des parties de la répétition: elle est dessinée fort exactement d'après une piece totalement exécutée selon les mêmes dimensions.
Les pieces qui concernent la répétition produisent les mêmes effets que dans les répétitions ordinaires décrites ci-devant: nous nous dispenserons donc d'entrer là-dessus dans un nouveau détail, la figure servira à en montrer la distribution.
La fusée représentée, fig. 9. porte le pivot I, lequel entre dans un canon d'acier fixé sur la roue de fusée B, vûe de profil; c'est ce canon qui forme le pivot inférieur de la fusée, & qui roule dans le trou de la platine: sur le bout prolongé 2 de ce canon, entre à frottement la petite roue ou pignon a; ce pignon est vû en plan, fig. 2. il a douze dents & engrene dans la roue b qui en a seize; celle-ci porte un pignon de six, qui engrene dans la roue C, qui en a trente; celle-ci tient à frottement avec le rochet sixé sur l'axe d'un pignon de quatre dents, lequel engrene dans la roue annuelle C, fig. 3. celle-ci a 146 dents.
Nous avons dit plus haut que la roue de fusée fait une révolution en trente six heures; le pignon a qu'elle porte fait donc aussi un tour en même tems. La roue b qui le mene ayant seize dents, reste quarante-huit heures à faire une révolution; & comme elle porte un pignon de six, qui engrene dans la roue C de trente, elle fait cinq tours pour un de la roue C; celle-ci reste donc dix jours à faire une révolution: enfin tandis que la roue annuelle A fait une révolution, le pignon 4 en fait trente-six & demi, puisque quatre dents du pignon sont contenues trente-six fois & demie dans 146 dents de la roue: or multipliant 36 & demi par 10 jours, on 2 365 jours, qui est le tems de la révolution de la roue A.
La petite roue b se meut entre la platine & un petit pont.
Le pivot inférieur de la roue C roule dans un trou de la platine, & le pivot superieur entre dans un trou de la batte ou fausse plaque, fig. 7. laquelle étant appliquée sur la premiere figure, recouvre toute la cadrature, & se fixe avec la platine par un petit drageoir qui la centre, & par deux vis qui entrent dans les tenons e, f; de cette maniere la roue C se meut entre la platine & la batte, comme dans une cage; & pourslors le pignon 4 engrene dans la roue annuelle, & lui fait faire une révolution en 365 jours d'un mouvement uniforme.
La roue annuelle vûe, fig. 11. se meut sur le centre ou canon porté par la batte vûe en perspective, fig. 7. Elle y porte à plat, de sorte qu'elle ne peut s'en écarter; elle est retenue après la batte par le canon d'acier, fig. 15. c. L'intérieur de ce canon entre à frottement sur le côté extérieur du canon formé par la batte; le côté extérieur du canon d'acier entre juste dans le trou de la roue annuelle; le canon d'acier appuie par ce moyen sur la roue, ensorte que celle-ci ne peut s'écarter en aucune maniere du fond de la batte, ne pouvant que tourner autour de son centre.
Sur la roue annuelle est fixée, par deux petites chevilles, l'ellipse, fig. 13. vûe par le dessous, & appliquée, à la roue annuelle.
Le pignon ou chaussée A, figure 14. est d'acier, & percé dans son centre: le côté extérieur roule juste dans le trou du canon de la batte, figure 7. Le trou intérieur de ce pignon est de grandeur pour y laisser passer librement le canon de la roue de cadran & de l'aiguille des heures; ce pignon ou chaussée a une petite portée qui forme un second canon, sur lequel entre à frottement la plaque F, & tellement qu'elle entre au fond de la portée, dont la hauteur est déterminée par la longueur du canon de la batte: le pignon roule de cette maniere librement & juste dans ce canon, duquel il ne peut s'écarter, étant retenu par la plaque F, qui l'arrête par le dessus de la batte. Cette plaque sert en même tems à porter le petit cadran, figure 10. qui est celui du tems vrai: il est fixé après la plaque par le canon de la plaque F, vû en perspective; il entre dans le trou du petit cadran, ce qui le centre; une vis sert à le fixer après la plaque: la révolution du pignon sur son canon entraine donc le petit cadran.
Le petit cadran tourne fort juste dans le vuide du grand cadran, fig. 6. & passe même un peu dessous pour ne pas laisser de jour, & qu'on ne voie que l'émail. Le grand cadran porte trois piés qui entrent dans les trous de la batte, vûe par-dessus, figure 4. il se fixe avec elle par une petite vis.
Nous avons déjà expliqué, en parlant de la pendule à équation, comment l'aiguille des minutes portant une aiguille opposée qui marque sur le petit cadran du tems vrai, sert à indiquer une heure différente, selon que l'on fait avancer ou rétrograder ce petit cadran, & que par ce moyen l'aiguille tournant d'un mouvement uniforme, indique un tems variable comme celui du soleil. C'est à cet usage qu'est destinée l'ellipse D E, figure 3. ce qui se fait au moyen du rateau B, qui engrene dans le pignon ou chaussée A qui porte le petit cadran. Ce rateau porte en B une piece d'acier qui forme une petite poulie, dont le fond appuie sur le bord de l'ellipse: la fig. 15. a, représente le profil du rateau, dont a est la petite poulie.
L'ellipse est limée par-dessous en biseau, comme on le voit dans la fig. 13. ensorte que la petite épaisseur de la poulie s'y loge, & que le rateau se meut comme sur une rainure avec l'ellipse, dont il ne peut pas s'écarter: or la roue annuelle emportant par son mouvement l'ellipse, celle-ci oblige le rateau, pressé par le ressort F de s'approcher ou de s'écarter, selon que sa courbure l'y oblige; ensorte qu'il arrive que tandis que la roue annuelle marche constamment du même côté, le rateau va & vient sur lui-même, & fait alternativement avancer & rétrograder le pignon, & par conséquent le petit cadran. Nous expliquerons ci-après comment on taille l'ellipse, pour que la variation du petit cadran réponde parfaitement à celle du soleil, & que l aiguille du tems vrai l'indique.
Sur la roue annuelle, fig. 11. sont gravés les mois de l'année, & les quantiemes du mois, de cinq jours en cinq jours.
Les mois paroissent à-travers l'ouverture faite à la batte, comme on le voit, fig. 4. ainsi qu'au grand cadran: la batte porte une petite pointe ou index, qui marque les mois qui passent par cette ouverture, & les jours de cinq en cinq. Cette gravure & l'ouverture qui la laisse voir, est surtout utile pour tailler l'ellipse; mais elle est encore très-nécessaire pour remettre la montre à l'équation dans le cas où elle auroit resté quelque tems sans être remontée. Sans cette précaution il arriveroit que l'ellipse resteroit en arriere, & marqueroit l'équation du jour où la montre auroit été arrêtée; & que pour la remettre au point qui doit correspondre au jour actuel, on ne pourroit le faire qu'en tatonnant; c'est donc autant pour cette raison que pour faire marquer à la montre les mois de l'année, qu'est faite cette ouverture du cadran; cependant elle a encore son mérite, dans les montres de trente heures sur tout, où on fait marquer les jours du mois dessous la boîte.
Pour remettre la montre à l'équation lorsqu'on l'a laissée arrêter, on fera tourner le petit rochet C, fig. 2. Ce rochet, fixé sur l'axe du pignon, se ment à frottement, & peut tourner séparément de la roue; comme la roue fait un tour en dix jours, l'auteur a donné dix dents au rochet; ensorte que chaque dent, dont on l'avance ou la rétrograde, répond à un jour. Ainsi je suppose qu'on voulût amener la roue annuelle au 3 Janvier, on la feroit d'abord tourner jusqu'à ce que le 31 Décembre fût sous l'index; & avançant ensuite le rochet de trois dents, on seroit assuré que la roue est parvenue au 3 Janvier, & que l'ellipse marqueroit exactement l'équation de ce jour.
La fig. 8. représente la roue C, le rochet & le pignon 4 vû en profil. d fait voir le rochet & son pignon séparés de la roue e vûe en plan; cette roue s ajuste contre le rochet après lequel elle est retenue par la petite clavette f qui la presse & forme un frottement, tel que cette roue ne peut tourner séparément du rochet que lorsqu'on fait tourner celui-ci à la main, il faut avoir attention de placer derriere la clavette une petite vis attachée à la roue afin de l'empêcher de sortir de sa place.
La fig. 15. d représente la piece qui sert à porter le rateau: cette piece s'attache par une vis avec la batte; elle porte une broche qui entre dans le canon du rateau.
La figure 15. b représente le ressort en F, fig. 3. qui, placé après la batte, par une vis, presse le rateau, de maniere qu'il appuie continuellement contre l'ellipse.
La fig. 17. représente le côté intérieur de la platine des piliers, sur laquelle est tracé le calibre d'une répétition à équation, à secondes de deux battemens, allant trente heures sans remonter. A est le barillet. B la roue de fusée qui porte soixante dents; elle engrene dans le pignon de la grande roue moyenne C; ce pignon a dix dents. La roue C porte soixante quatre dents; elle engrene dans le pignon de huit dents, qui porte la petite roue moyenne D de soixante dents, elle engrene dans le pignon de la roue de champ E, dont la tige prolongée porte l'aiguille des secondes; ce pignon est de huit, la roue E a quarante-huit dents; elle engrene dans le pignon de la roue d'échappement F qui a douze dents: & la roue quinze: cette roue fait donc faire trente vibrations au balancier à chaque révolution qu'elle fait, & comme elle fait quatre tours pour un de la roue E, elle fait 4 fois 30 vibrations ou 120 battemens, qui étant chacun de demi-seconde, la roue E reste une minute à faire son tour. Le pignon de la roue D passe à la cadrature, & conduit la roue G des minutes, fig. 12. a, b, c, d, e, sont les roues de sonnerie du petit rouage. a porte 40 dents, b 32, c 32, d 28, & e 26: celle-ci engrene dans le pignon de volant, qui est de six dents, ainsi que les autres pignons du petit rouage de sonnerie. Pendant qu'on remonte la montre, l'action du pignon sur la roue b oblige la cheville qu'elle porte, de faire avancer une dent de l'étoile C. Or comme on remonte la montre une fois par jour, & que cette roue b ne peut agir qu'une fois sur l'étoile; celle-ci qui a dix dents, fait un tour en dix jours; cette étoile est fixée sur l'axe d'un pignon de quatre dents, lequel engrene dans la roue annuelle de 146 dents: celle-ci fait donc un tour en 365 jours; l'étoile C est retenue par le sautoir d.
Il faut observer par rapport à cette maniere de faire mouvoir l'étoile & la roue annuelle, qu'il faut que les dents de l'étoile ne soient pas dirigées au centre de la roue qui la mene, mais plus avant du côté où se meut la cheville lorsqu'on remonte la montre; car cette roue étant menée par l'axe de la fusée, va & revient sur elle-même; ensorte que si la dont de l'étoile étoit dirigée au centre, la dent qui auroit avancé pendant que l'on remontoit la montre, rétrograderoit lorsque la montre marche & que la fusée revient en sens contraire; au-lieu qu'en dirigeant ces dents à-peu-près comme dans la figure 12. lorsque la fusée rétrograde, l'étoile rétrograde aussi un peu, mais pas assez pour parvenir à l'angle du sautoir.
Il faut avoir attention à ne pas rendre trop fort le frottement de la roue annuelle contre la batte, il faut au contraire qu'elle tourne librement, de crainte que l'effet du sautoir ne se fasse pas, c'est-à-dire qu'il ne ramene pas l'étoile à son repos. Alors il arriveroit nécessairement que la cheville passeroit sans faire tourner l'étoile, & que la roue annuelle resteroit en arriere: il faut d'ailleurs donner une certaine force au sautoir pour assurer cet effet.
On voit que le mouvement de la roue annuelle n'est point continu; car elle n'avance de la trois cent soixante-cinquieme partie de la révolution qu'à chaque fois qu'on remonte la montre, ce qui est fait pour simplifier la conduite de la roue annuelle: il est d'ailleurs assez indifférent qu'elle marche par saut à chaque jour, ou qu'elle aille d'un mouvement continu, puisque l'équation d'un jour à l'autre ne differe que de trente secondes au plus; mais pour contenter ceux qui pourroient souhaiter que la roue annuelle marchât d'un mouvement continu: voici le moyen dont il faut faire usage. On disposera la roue de fusée de la même maniere que celle à huit jours; on ajustera à frottement sur le canon de cette roue un pignon de huit dents qu'on tiendra le plus petit possible; on fera engrener ce pignon a, fig. 2. dans une roue b qui portera trente-deux dents. Or comme la fusée de la montre qui va trente heures fait un tour en six heures, cette roue b fera une révolution en vingt-quatre heures: on fixera cette roue b sur un pignon de quatre dents, lequel engrenera dans la roue C qui en aura quarante; celle-ci restera donc dix jours à faire une révolution. Cette roue C portera un pignon de quatre dents, lequel engrenera dans la roue annuelle de cent quarante-six dents; ce pignon devra s'ajuster à frottement & porter un rochet comme le fait celui de la montre à huit jours, afin de remettre l'équation au quantieme lorsqu'on aura laissé arrêter la montre. Le pignon de la roue b sera mobile entre la platine & le petit pont, figure 2.
Calibre ou plan d'une montre à équation allant un mois, fig. 4. & 5.
Dans les montres à équation qui vont un mois, il faut faire conduire la roue annuelle de la même maniere que pour celles à huit jours, à cela près que comme la roue de fusée reste cinq jours à faire son tour; on fait engrener la petite roue que son canon porte immédiatement dans la roue qui porte le rochet fixé sur le pignon de quatre, & on supprime par-là la roue de pignon, & le pont de la roue b. On joint ici le calibre de la montre à équation d'un mois.
La fig. représente l'intérieur de la platine des piliers d'une montre à un mois sans remonter, à équation, à répétition, à secondes d'un seul battement, sur lequel est tracé le calibre du rouage.
A est le barillet. B la roue de fusée qui a soixante & douze dents: elle engrene dans le pignon 10 qui porte la grande roue moyenne C; celle-ci porte soixante dents, qui engrenent duns le pignon de six dents, qui porte la petite roue moyenne D: cette roue a soixante dents, & engrene dans le pignon de six dents, qui porte la roue de champ E, celle-ci porte soixante dents, elle engrene dans un pignon de six dents qui est au centre; celui-ci porte la roue d'échappement F qui a trente dents. Or le balancier fait une vibration en une seconde; ainsi la roue F reste une minute à faire une révolution; c'est son axe prolongé qui porte l'aiguille des secondes; sur la tige de la roue de champ E est chassé à force un pignon de dix dents qui passe à la cadrature, il engrene dans la roue de minute G qui a 60 dents, dont l'ajustement est pareil à celui de la pendule & de la montre à seconde.
Si l'on calcule les révolutions de ce rouage, on trouve que pendant que la roue de fusée fait un tour, la roue d'échappement en fait 7200; & comme celle-ci fait un tour par minute, la roue de fusée reste 7200 minutes, qui font cinq jours, à faire une révolution: c'est le canon de cette roue qui passe à la cadrature (de la même maniere que celui de la répétition à huit jours), il porte à frottement la roue a, cette roue a porte vingt dents qui engrenent dans la roue b, qui en a quarante: celle-ci reste donc dix jours à faire une révolution; elle s'ajuste sur l'axe d'un pignon de quatre dents, de la même maniere que celle à huit jours; ce pignon engrenne & conduit la roue annuelle de 146 dents. La cadrature de la répétition à un mois ne differe pas de celle à huit jours. a, b, c, d, e, sont les roues du petit rouage de sonnerie; elles ont les mêmes nombres que celles de la répétition de trente heures.
PLANCHE XI. cottée HH.
Fig. 57. Répétition de Julien le Roy.
58. Répétition à la Stacden.
59. Poussoir & plaque de répétition.
60. Répétition de Sulli.
61. Baste levée.
62. Répétition à baste levée.
PLANCHE XII. cottée II.
Fig. 63. Suspension par des ressorts.
64. Suspension de Graham.
65. Suspension de Renault.
Bas de la Planche contenant des outils.
Fig. 1. Bigorne.
3. Différentes sortes de tas.
5. Grattoir.
Resingles pour redresser les boîtes de montre.
8. Scie.
9. Charnons.
10. Lunette de boîte de montre.
11. Cuvette de boîte de montre.
12. Boîte de montre.
PLANCHE XIII. cottée KK.
Fig. 13. Tour d'horloger.
14. Une des poupées séparée du tour & garnie d'une lunette.
15. La fourchette du support séparée.
16. Le coulant qui reçoit la fourchette.
17. Petit tour pour rouler les pivots.
18. Arbre à cire.
19. Fraize.
20. Arbre à vis.
21. Écrou de l'arbre à vis.
22. Échopes.
23. Arbre avec un coulant & trois cuivrots de différens diametres.
24. Cuivrots.
25. Cuivrots ordinaires.
26. Arbre lisse.
PLANCHE XIV. cotée LL.
Fig. 27. Lime à dossier.
27. n°. 2. Brunissoir.
28. 29. Différentes limes à timbre. 30.
31. Lime à lardon.
32. Lime à couteau.
33. Lime à feuille de sauge.
34. Lime à charniere.
35. Lime à arrondir.
36. Lime à efflanquer.
37. Lime à pivots.
38. Équarrissoir.
39. Alézoir.
40. Fraize.
41. Autre sorte de fraize.
42. Outil servant pour river. 43. Poinçon pour river.
44. Autre lime à timbre.
45. Petit équarrissoir.
46. Autre petit équarrissoir.
47. Foret à noyon.
48. Foret.
49. Fraize.
50. Autre sorte de Fraize.
51. Autre sorte de foret.
PLANCHE XV. cotée MM.
Fig. 52. Compas à quart de cercle; une des pointes est à champignon.
53. Compas élastique ou à ressort.
54. Outil pour polir les faces des pignons.
55. Huit de chiffre.
56. Compas au tiers.
57. Calibre à pignons.
58. Maître-à-danser.
59. Compas à verge.
60. Levier pour égaler la fusée au ressort.
PLANCHE XVI. cotée NN.
Fig. 61. Clé pour remonter les montres.
62. Outil pour polir le bout des vis.
63. Échantillon.
64. Arbre excentrique avec son cuivrot.
65. Arbre excentrique séparé de son cuivrot.
66. Bruxelles à deux pinces.
67. Bruxelles d'une autre espece.
68. Porte-aiguille pour goupille.
69. Arbre pour mettre les ressorts dans les barillets.
70. Estampe quarrée.
71. Pointeau.
72. Outil pour porter l'huile ou porte-huile.
73. Crochet pour mettre les pivots dans leurs trous, lorsque l'on remonte une piece.
74. Profil de l'outil pour les engrenages.
75. L'outil à engrenages vû en perspective.
76. Presse pour river.
77. Outil pour mettre de niveau les pivots de la roue de rencontre.
78. Outil pour retrouver la place d'un trou que l'on rebouche.
79. Plan de la main.
80. La main en perspective.
PLANCHE XVII. cotée OO.
Fig. 82. Tenailles à vis.
83. Tenailles ou pincettes tranchantes.
84. Tenailles à boucles.
85. Autres tenailles à boucles.
86. Pincettes tranchantes ou à onglet.
87. Petit étau à main.
88. Pincettes.
89. Sorte de petit étau.
90. Pincettes rondes.
91. Pincettes à pointes rondes.
92. Filiere.
PLANCHE XVIII. cotee PP.
Fig. 93. Élévation de l'outil pour placer les ressorts de pendules dans leurs barillets, vûe du côté de la manivelle & de l'encliquetage: la partie inférieure se place entre les machoires de l'étau.
94. Le même outil vû du côté opposé, c'est-à-dire du côté du tourillon sur lequel s'enroule le ressort.
95. Profil du même outil vû du côté qui est tourné vers l'ouvrier qui en fait usage.
96. Représentation perspective de l'outil servant pour placer les ressorts de montres dans leurs barillets: Il y a de même un encliquetage du côté de la manivelle, & de l'autre bout une boîte qui reçoit le quarre de l'arbre du barillet, & sur cet arbre un ressort ployé prêt à être mis dans un barillet.
Bas de la Planche.
Machine de l'invention de M. Goussier pour mettre les roues de montres droites en cage, c'est-à-dire pour faire que leurs arbres ou axes soient perpendiculaires aux platines.
Fig. A. La machine vûe en perspective, & garnie de la main qui tient la montre.
B. Profil de la même machine: la partie inférieure qui est épaulée dans tout son pourtour, est reçue entre les machoires de l'étau, lorsque l'on se sert de cette machine.
a a. Le porte-poinçon de forme trapezoïdale vû par le devant ou côté de la petite base du trapeze: on voit à la partie inférieure la vis qui assujettit le poinçon qui est représenté à côté; cette piece doit être parfaitement dressée sur toutes ses faces, & couler à frottement dans les mortaises en trapeze qu'elle traverse; sa direction doit être perpendiculaire au plan de la base sur lequel la main est posée.
b b. La même piece ou porte-poinçon vû du côté de la large face à laquelle s'applique le ressort de compression qui fait appliquer les faces obliques du trapeze sur celles des mortaises.
c c. Le ressort vû en perspective; ses deux extrémités terminées en fourchettes, embrassent les bras dans lesquels les mortaises sont pratiquées; l'ouverture du ressort reçoit le porte-poinçon.
CD. Plan de la base de la machine vûe par-dessus. L'ouverture C communique avec cinq autres ouvertures pour pouvoir excentrer à volonté la main qui porte la montre & amener tel point que l'on voudra de la surface des platines directement au-dessous du poinçon. D est la section du montant qui porte les bras.
E. Écrou à oreilles servant à assujettir la main sur la base comme on voit au profil, fig. B.
F. Platine de dessous de la main; son ouverture reçoit la vis qui est placée au-dessus: cette vis après avoir traversé cette platine est reçue par l'écrou E; cette piece doit être un peu emboutie en creux afin de ne porter que par les bords: il en est de même de la face inférieure de la platine qui porte la main.
G. La vis qui traverse la main placée au-dessus, & la platine F qui est au-dessous la partie non taraudée de cette vis, occupe l'épaisseur de la base C, dans les ouvertures de laquelle elle peut se promener & être fixée où l'on veut, pour excentrer la main & la montre qu'elle porte.
H. La main en perspective & non garnie d'une cage de montre, comme dans la fig. A. La vis G traverse en-dessus la platine sur laquelle la main est montée & soutenue parallelement par trois piliers. Entre ces piliers sont les trois écrous à gaudrons, au moyen desquels on serre les griffes qui saisissent la platine de la montre; les entailles des griffes doivent être dans un plan parallele à la base de la machine, afin que le porte-poinçon soit perpendiculaire aux platines des cages de montre que ces griffes reçoivent.
Usage de cette machine.
Supposons qu'un trou de pivot dans la petite platine d'une montre, figure A, ait été rebouché & qu'il soit question de retrouver le point où il convient de percer un nouveau trou pour le pivot, de maniere que la tige de la roue qui y sera placée, & dans le trou de l'autre platine dont on cherche le correspondant, soit perpendiculaire aux mêmes platines. On commencera par placer la grande platine dans les griffes de la main où elle sera affermie par les vis qui servent à serrer les griffes; ensuite ayant desserré la vis E au-dessous de la base, on promenera la main sur cette base & on la fera tourner sur elle-même jusqu'à ce que le point dont on cherche le correspondant soit amené au-dessous du poinçon que l'on y fera entrer légerement. On fixera la main dans cette position en serrant l'écrou qui est au-dessous: en cet état, & ayant relevé le porte-poinçon on replacera la petite platine de la cage de la montre, sur laquelle on fera descendre le poinçon, son extrémité marquera sur cette platine le point où il convient de percer un nouveau trou de pivot, correspondant à celui de l'autre platine. La roue replacée dans la cage sera parallele & sa tige perpendiculaire aux platines.
Si le trou dont on cherche le eorrespondant étoit dans la petite platine, on commenceroit par présenter la cage toute montée au poinçon, auquel on feroit convenir ce trou; ayant ensuite fixé la main dans cette position, & relevé le poinçon, on ôtera la petite platine; la grande se trouvant alors à découvert, on abaissera sur elle le poinçon, son extrémité qui s'y imprimera indiquera le point cherché: ou bien on retournera la cage, ensorte que sa petite platine soit tenue par les griffes de la main, & on procédera comme il a été dit ci-devant.
PLANCHE XVIII. 1. suite, cotée QQ, ou figure 97.
Machine pour tailler les susées, à droite & à gauche avec la même vis, par le sieur Regnault de Chaalons.
Le dessein & la description de cette machine ont été tirés du livre de M. Thiout.
Les pieces & & x marquent le chassis qui porte les pieces depuis z jusqu'en V. z V est un arbre que l'on peut tarauder à droite ou à gauche, cela ne fait rien quoique celui-ci le soit à gauche & dans le sens que sont taillées les fusées à l'ordinaire. Cet arbre est fixé sur la piece x par ses deux tenons g g qui sont la même piece que x en le faisant entrer par g; on passe ensuite une piece en forme de canon, taraudée en-dedans y sur le même pas que la vis. On place sur la même vis une autre piece taraudée X, qui sert à déterminer le nombre de tours que l'on veut mettre sur la fusée. On passe l'arbre dans le tenon g, & après avoir placé la manivelle T dessus en m, dont le bout est quarré, on le fixe par le moyen de l'écrou n: à la piece y est jointe celle f ou petit bras par la cheville Z qui fait charniere avec elle; & comme cette piece f est fixée au chassis par une autre cheville au point K, ce point lui sert de centre lorsque l'on tourne l'arbre. Par le moyen de la manivelle la vis fait avancer ou vers g ou vers X: la piece y ne peut tourner avec la vis & se promene seulement dessus. Ce mouvement d'aller & de venir est répété sur le grand arbre e par le moyen de la traverse a a que l'on fixe sur l'un & sur l'autre bras par les chevilles b que l'on met dans les trous dont on a besoin à proportion des hauteurs de fusée. Ce grand bras e a vers son milieu un emboîtement L, percé quarrément, dans lequel passe la piece L, dont une partie de la longueur est limée quarré; elle remplit l'emboîtement L; l'autre partie est taraudée & passée dans un écrou N; elle sert à faire avancer ou reculer la piece L qui, à l'autre extrémité, porte une tête fendue, dans laquelle on fixe à charniere la piece H par la cheville I, laquelle piece H porte à l'autre bout l'échoppe G, qui passe au-travers de la tête de cette piece où elle est fixée par la vis 7: l'arbre y V porte une alonge ou assiette C, percée en canon, laquelle entre dans l'arbre, & y est fixée par une cheville à l'endroit z; c'est dessus cette assiette que l'on fait porter la base de la fusée A, dont la tige entre dans le canon B du tasseau ou assiette: cette fusée est fixée à cet endroit par l'autre vis D, pour y être taillée.
Tout étant ainsi disposé, il faut considérer deux mouvemens différens au grand bras e; par exemple, si on le fixe au chassis par une de ses extrémités & par la cheville R, & que l'on tourne la manivelle T tellement que la piece y avance vers g, & qu'alors on baisse la barre H qui porte l'échoppe G jusqu'à ce qu'elle touche la superficie de la fusée A, cette fusée se taillera dans le sens que la vis de l'arbre z V est taraudée, qui est à gauche. Si au contraire on ôte la cheville R qui servoit à fixer le grand bras e, & que l'on donne à ce grand bras pour centre de mouvement le point P en y plaçant la vis p, dont l'assiette O arrête le grand bras, alors si vous tournez la manivelle dans le même sens que vous avez fait ci-devant, le haut du bras e ira vers W, au-lieu qu'auparavant il alloit vers d; la piece H par conséquent ira aussi dans un sens contraire à celui qu'elle alloit auparavant. Ainsi on ne taillera la fusée que lorsque l'on tournera la manivelle de l'autre côté. Il faut observer de retourner le bec de l'échoppe G de l'autre côté quand on veut tailler à droite. La portion de cercle Q Q est pour contenir le grand bras par le bout, & passe dans un empatement fait à la piece S qui tient au chassis. On voit que le bout supérieur du bras e est fendu en fourche, dans laquelle passe la barre d pour servir de guide, lorsque l'on a ôté la vis p & remis la cheville R pour tailler à gauche.
Il faut aussi que la piece F soit fendue afin de servir d'appui à la piece H lorsqu'on le fait descendre, pour que l'échoppe touche à la fusée.
PLANCHE XVIII. 2. suite, cotée RR.
Cette Planche représente la machine à tailler les fusées, inventée par le sieur le Lievre, & décrite au mot Fusée, tom. VII. pag. 393.
Fig. 97. n°. 2. Plan général de la machine.
97. n°. 3. Élévation de la machine vûe du côté du quarré où on met la manivelle.
97. n°. 4. Profil de la machine vûe du côté opposé.
PLANCHE XIX. cotée SS.
Fig. 94. n°. 2. 95. n°. 2. 96. n°. 2. 97. n°. 2. Démonstrations relatives à la forme des 98. dentures des roues & des pignons, expliquée 99. 100. à l'article Dent, tom. IV. p. 840, 101. 841, & suivantes. 102. 103. 104. 105. 106. Figures de différentes sortes de conduites
expliquées à l'article Conduite,
107. tom. III. pag. 844. 108.
Explication des quatre Planches qui représentent la machine à fendre de M. Sulli, décrite au mot Fendre (machine à), tom. VI. pag. 486. & suivantes.
PLANCHE XX. cotée TT.
Vûe perspective de la machine.
PLANCHE XXI. cotée VV.
Plan général de la machine.
PLANCHE XXII. cotée XX.
Profil général de la machine.
PLANCHE XXIII. cotée YY.
Profil de la largeur de la machine & divers développemens.
PLANCHE XXIV. cotée ZZ.
Représentation perspective de la machine à fendre les roues de pendules & de montres, composée par M. Hulot, tourneur & méchanicien du roi, & décrite au mot Fendre (machine à), tom. VI. pag. 483.
PLANCHE XXV. cotée AAA.
Profil de la machine à fendre. PLANCHE XXVI. cotee BBB.
Autre vûe perspective de la même machine à fendre, & développemens de plusieurs de ses parties.
PLANCHE XXVII. cotée CCC.
Carillon à quinze timbres vû en perspective avec le rouage qui le fait mouvoir.
PLANCHE XXVIII. cotée DDD.
Fig. 1. Plan du rouage qui fait tourner le cylindre du carillon, sur lequel il y a douze airs notés.
2. La fausse plaque derriere laquelle est le cadran de la pendule; on y voit les détentes qui communiquent au carillon.
3. Vûe du carillon du côté opposé au rouage qui le fait mouvoir.
Ce carillon a été exécuté par le sieur Stolverk.
PLANCHE XXIX. cotée EEE. Description du pyrometre composé pour faire les expériences de la dilatabilité des métaux.
Cette Planche & son explication ont été tirées du livre de M. Ferdinand Berthoud.
La fig. 1. représente le pyrometre renfermé dans son étuve. La fig. 2. le pyrometre séparé de son étuve. F, G, H, I, est une piece de marbre qui a cinq piés de haut, douze pouces de large, & cinq pouces d épaisseur: cette piece est percée au haut d'un trou, au-travers lequel passe le pilier A, dont la base a trois pouces de diametre, & le corps deux pouces & demi; ce pilier est fixé avec le marbre au moyen d'un fort écrou: le corps du pilier est fendu comme un coq de pendule à secondes; il porte deux vis qui tendent & passent au centre du pilier: ces vis servent à fixer le corps que l'on veut observer; & si c'est un pendule, elles portent la suspension comme feroit un coq de pendule. On a formé au bout de ces vis des especes de pivots trempés & tournés avec soin; ils passent d'abord dans le corps à observer & entrent juste dans la partie opposée du pilier, laquelle n'est point taraudée; ce pilier sert ainsi à fixer les pendules d'une maniere solide & invariable.
Après avoir suspendu un pendule à secondes au pilier A, on perce au-dessous de la lentille D un second trou dans le marbre; au-travers ce trou passe comme dans le premier, un pilier de trois pouces de base; il est fixé à la piece de marbre de la même maniere que le pilier A; la base de ce second pilier s'éleve à trois pouces & demi du marbre, & sert à porter, au moyen de deux vis a & b, représentés en grand, fig. 5. le limbe de l'instrument représenté en grand, fig. 3.
Au centre du limbe, fig. 3. se meut un pignon c de seize dents; il doit être exécuté avec beaucoup de pré-cision, & fendu sur la machine à fendre; il se meut entre le pont g & le limbe A C; sa tige porte une aiguille m n mise d'équilibre par le contre poids n. Au haut du limbe se meut aussi, entre le limbe & le pont f, un rateau b a de quatre pouces de rayon; il porte douze dents; ce rateau engrene dans le pignon c de seize dents; ce rateau est fendu sur le nombre 396: ainsi pour faire faire un tour à l'aiguille, il fait une vingt quatrieme trois quarts partie de sa révolution, ce qui répond à un angle de quatorze degrés cinquante minutes soixante & dix quatre-vingt-dix-septiemes. On trouve par ce moyen le point du rateau où la verge doit appuyer, pour qu'une demi-ligne d'alongement fasse faire un demi-tour à l'aiguille & parcourir cent quatre-vingt degrés: ce point doit être distant du centre a de trois lignes sept huitiemes. Ayant donc pris trois lignes sept huitiemes du centre du rateau avec beaucoup d'exactitude, & perce un petit trou dans lequel on a fixé une piece d'acier trempée à laquelle on a donné une courbure telle, que lorsque la verge du pendule s'alonge ou se raccourcit, ce levier m ne change pas de longueur. La piece q a sur laquelle est fixée la petite portion d'acier, se meut sur le centre du rateau par une vis de rappel e, ensorte que l'on peut par ce moyen faire changer le rateau & amener l'aiguille au degré correspondant du thermometre, sans changer la position du levier qui doit toujours être à-peu-près perpendiculaire au pendule.
Les différentes divisions faites sur la piece q a, servent à produire des variations plus ou moins grandes; il y en a une à sept lignes trois quarts du centre; double en longueur de celle où a été fixée la petite piece d'acier, elle sert dans les cas où l'alongement des corps étant considérable, ils feroient parcourir à l'aiguille plus de 180 degrés du limbe. Pour fixer & déterminer la position du pendule sur un de ces points de division, on a fait une piece de cuivre l h, que l'on fixe au limbe par le moyen d'une forte vis i: la piece l i h se meut en coulisse, ensorte qu'on peut faire approcher son extrémité h fort près du centre du levier où sont les divisions: là cette piece est percée d'un trou dans lequel on fait passer une tige d'acier fixée au centre de la lentille du pendule que l'on veut observer.
On a aussi disposé une forte piece de cuivre D, fig. 4. qui a quatre pouces de diametre, & un pouce & demi de hauteur; elle sert à porter le limbe, lorsque l'on veut mesurer des corps de différentes longueurs: ce cylindre est ajusté avec une forte piece de fer coudée E F, qui sert à la fixer sur le marbre, au moyen d'une vis de pression G, telle que celle qui attache un étau après un établi: à travers de la piece de cuivre il y a une entaille dans laquelle se loge une partie de la piece de fer opposée à la vis; c'est ce qui fait la pression de la base du cylindre de cuivre sur le marbre: on voit cette piece attachée au marbre en E, fig. 2.
La figure 2. représente la machine toute montée avec son pendule, dont le crochet porté par la lentille vient passer sur le rateau, ensorte que si la verge s'alonge ou se racourcit, le rateau suivra le même mouvement, ce qui fera tourner le pignon & l'index ou aiguille qu'il porte; lorsque le pendule se raccourcit, ce rateau suit son mouvement, étant ramené par le petit poids P, fig. 3. lequel tient à un fil qui s'enveloppe sur la poulie d, portée par l'axe du pignon.
Pour produire les changemens de température, on 2 placé au-bas de l'étuve un poële E F a c, figure 1. lequel communique à l'étuve par un tuyau à soupape; ce tuyau est dirigé contre une plaque de tôle recourbée, de maniere à diviser la chaleur du poële & la répandre également dans l'étuve, sans frapper un endroit plus que l'autre, ou le moins inégalement, afin d'imiter autant qu il est possible, l'effet de l'air sur les corps: cette boîte est percée dans sa longueur, d'une fenêtre qui permet de voir dans l'intérieur de l'étuve, & de remarquer quelle est la température qui y regne, ce qui est indiqué par un thermometre: cette ouverture est fermée par une glace, & permet en même tems de voir les variations de l'aiguille du thermometre.
La figure 5. représente les deux vis qui servent à fixer le limbe sur la base du pilier ou cylindre, fig. 4.
Il résulte des observations faites par l'auteur, que les différens métaux s'alongent dans le rapport des nombres contenus dans la table suivante.
Noms des métaux & autres corps mis en expérience. Nombres qui expriment le rapport de leur alongement.
Acier recuit, . . . . . 69.
Fer recuit, . . . . . 75.
Acier trempé, . . . . 77.
Fer battu, . . . . . 78.
Or recuit, . . . . . 82.
Or tiré à la filiere, . . . 94.
Cuivre rouge, . . . . 107.
Argent, . . . . . . 119.
Cuivre jaune, . . . . 121.
Étain, . . . . . . 160.
Plomb, . . . . . . 193.
Le verre, . . . . . 62.
Le mercure, . . . . . 1235. SECONDE SECTION.
Toutes les Planches de cette seconde section ont été dessinées sous la direction de M. Romilly, qui en a fourni les explications; on lui doit aussi le discours qui précede l'explication de la Planche premiere de la section précédente, & l'explication de la Planche X. cotée A A.
Les Planches de la seconde section sont divisées en trois parties: la premiere contient cinq Planches, qui représentent la machine à tailler les limes & à arrondir les dentures; elles sont cotées à l'angle inférieur par les lettres a, b c, d, e.
La seconde partie contient aussi cinq Planches, distinguées par la lettre A à la suite du n°. Ces Planches représentent la machine qui a servi à faire les expériences dont il est parlé à l'article Pivot; elles sont cotées par les lettres f, g, h, i, k.
La troisieme partie est composée de trois Planches, distinguées par la lettre B à la suite du n°. & cotées des lettres l, m, n: ces Planches représentent l'outil qui sert à égaliser les roues de rencontre, &c.
PREMIERE PARTIE.
PLANCHE Iere. cotée a.
Fig. 1. Outil vû de profil avec toutes les pieces rassemblées.
A. B. Manche qui tient la lime à former les dentures: il se meut parallelement à lui-même, placé entre quatre pitons qui portent des roulettes, dont quatre sont horisontales & quatre verticales, pour diminuer le frottement que le manche éprouve dans son mouvement. Il faut que ces quatre pitons ou roulettes soient disposées parallelement entr'elles, & exactement de la même largeur que le manche, qui doit être aussi parfaitement parallele dans toute sa longueur, pour n'avoir aucun jeu dans toutes ses positions.
q q. Dossier qui s'ajuste sur le manche pour porter les limes.
r. Vis de rappel pour faire mouvoir le dossier & fixer la lime dans l'alignement desiré.
S. S. Deux vis qui fixent le dossier sur le manche.
C. Partie de l'outil qui s'attache à l'étau.
D. D. Sont les quatre pitons, dont deux sont cachés par le profil; ils servent à porter quatre roulettes verticales.
E E. Sont aussi quatre roulettes horisontales, dont deux sont dérobées par le profil.
F F. Sont deux talons attachés au manche A B pour borner la longueur de son mouvement, au moyen d'un tareau g, qui tient par un tenon à vis fixé sur le corps de l'outil en H.
I. I. Sont deux pointes qui tiennent la roue par les deux pivots.
K K. Sont les vis qui fixent les pointes dans les poupées L L, dont l'une est couverte par le piton D.
M. Vis de rappel pour mouvoir la roue dans le sens de la longueur de la vis.
N. Est une fourchette qui soutient la roue.
i. Est une vis qui soutient la petite fourchette qui soutient les tiges des roues plates.
I. Sont deux vis qui contiennent la roue dans la fourchette.
m. Est la piece de cuivre qui reçoit la fourchette qui s'ajuste à coulisses.
O. Est une vis pour monter ou descendre la fourchette.
P. Partie de l'outil qui porte en coulisse le montant des poupées.
d. Vis qui sert à fixer la piece des poupées.
Q. Vis de rappel pour faire monter ou descendre la roue contre la lime R R.
f. Tenon qui tient la vis de rappel Q.
2. P. la coulisse de la figure précédente vûe en face. S est la coulisse. 1, 2, 3, 4, 5, 6, sont des vis qui tiennent une plaque pour recouvrir la coulisse.
3. T T. Manche qui porte le rabot pour former les limes.
V. Est un instrument d'acier tranchant, qui coupe & donne la forme à la lime.
XXXX. Coulisse dans laquelle se meut le tranchant V.
Y. Vis qui fixe le tranchant V.
Z. Fraise à tailler les limes R R, fig. 1.
4. a. Montant de l'outil vû de profil & séparé de ses parties.
b. Coulisse dans laquelle s'ajustent deux mêchoires qui doivent tenir les limes qu'on veut faire.
c. fig. 1. mâchoire qui tient les limes pour les former.
PLANCHE II. cotée b.
Fig. 1. A B. Manche qui porte l'instrument tranchant pour faire les limes, décrit dans la Pl. I. fig. 3.
XXXX. Morceau de cuivre qui porte le tranchant V pour former les limes, & de l'autre bout la fraise Z, Pl. I. fig. 3. qui sert à tailler les limes après qu'elles sont formées. Y est la vis qui assujettit le tranchant à son support.
n. n. Sont deux vis qui servent à fixer le support de cuivre sur le manche A B.
2. n. n. Deux pieces de cuivre en coulisses, ajustées en queue d'ironde, que rapprochent les deux vis de rappel o, o, pour fixer les limes que l'on forme avec le manche armé de son tranchant, dont l'effet est celui du rabot. Quand la lime est formée par le tranchant V, Pl. I. fig. 3. on retourne le morceau de cuivre XXXX, & l'on met la fraise Z à la place du tranchant V; & appliquant le manche T sur la machine, Planche II. fig. 2. en appuyant fortement sur la fraise Z, & mouvant le manche dans le sens de sa longueur; la fraise Z tourne sur elle-même & fait des impressions sur la lime, qui est ainsi taillée. Les ouvertures P, P, sont faites pour passer des petites viroles qui se placent à l'extrémité des vis o, o, & qui sont retenus par une goupille.
2. Est l'outil vû en-dessus, le manche de sa lime étant ôté, tel qu'il est écrit dans la Pl. I. fig. 1. vû de profil.
3. Manche de la lime vû par-dessous.
PLANCHE III. cotée c.
Fig. 1. Le même outil recouvert de son manche.
2. Piece de cuivre qui sert à tenir les roues par le moyen de la fourchette, fig. 3. pour les roues plates, & de la piece, fig. 4, pour les roues de champ.
3. La fourchette pour les roues plates.
5. Piece qui porte la roue de champ, & qui s'emboîte dans le centre de la fig. 4.
6. Piece qui s'ajuste concentriquement sur la fig. 5.
7. Broche qui entre dans la fig. 6. pour centrer la roue de champ sur la fig. 5.
8. Porte-roue de champ remonté de ses parties, fig. 4, 5, 6, 7.
9. Même outil vû de profil.
10. Meme fourchette que la fig. 3. mais vûe du côté opposé.
11. Plaque qui s'ajuste sur les fourchettes pour tenir les roues plates.
12. Petite fourchette d'acier qui s'ajuste sur la grande fourchette, fig. 10. pour soutenir les tiges des roues plates.
13. Même petite fourchette vûe de profil.
PLANCHE IV. cotée d.
Fig. 1. Est le même outil tout monté & vû par-dessous.
Les même lettres correspondent aux lettres de la Pl. I. fig. 1. & désignent les mêmes parties de l'outil.
Les numéros 1, 2, 3, 4, 5, 6, 7. représentent; le 1. lime à égalir; le 2. lime à arrondir; le 3. même lime à arrondir vûe par le bout; le 4. même lime à arrondir vûe à plat; le 5. cranoir; le 6. cranoir vû à plat; le 7. instrument à donner les traits aux roues. Ces sept pieces s'ajustent au manche AB, Pl. I. fig. 1. à la place de la lime R R, qui tient par les deux vis e e, qui sont des parties de cuivre qui s'ajustent entre elles comme l'outil appellé dossier par les Horlogers.
e e e. Sont trois différentes clés servant à tourner les vis de l'outil.
f. Pointe à lunette pour conserver les pivots des roues plates qui sont sur l'outil; cette pointe à lunettes se substitue aux pointes i i.
PLANCHE V. cotée e.
Fig. 1. m. m. Deux pieces de cuivre vûes sous deux faces, qui portent deux ressorts o o, dont la fonction est d'élever la petite fourchette designée à la Pl. III. fig. 12. & 13.
2. P. P. La même piece de cuivre vûe de deux faces, C est une espece de tour sur lequel se mettent les roues, & qui s'ajustent sur l'outil.
3. V. Plaque qui fixe la vis de rappel vûe en face.
4. L'outil vû du bout qui porte les roues.
5. 2. 2. Petites poulies qui supportent le manche.
6. 3. 3. Deux autres poulies posées verticalement aux premieres, pour maintenir le manche dans sa place.
SECONDE PARTIE.
PLANCHE Iere. A cotée f.
Fig. 1. La machine vûe par-dessus.
2. Plan de la main servant à tenir les montres.
3. Boussole.
PLANCHE II. A cotée g.
Fig. 1. La machine vûe de profil, & la méchanique qu'elle porte vûe en face.
2, 3, 4, 5. Différens arbres.
x x. Ressorts spiraux.
PLANCHE III. A cotée h.
Fig. 1. La même machine & sa méchanique vûe de profil.
2. Balancier plein.
3. Globe plein.
4. Coquille mobile du pié.
PLANCHE IV. A cotée i.
Fig. 1. La même machine vûe en perspective, avec la main qui sert à tenir le mouvement d'une montre devant le miroir M I, l'image du balancier étant alors refléchie par la glace.
2. & 3. Balanciers.
PLANCHE V. A cotée k.
Fig. 1. La même machine vûe en-dessous.
2. Compas pour mesurer le diametre des pivots.
TROISIEME PARTIE.
PLANCHE Iere. B cotée l.
Fig. 1. Outil à égalir les roues de rencontre & les roues de cylindres vû par-dessus.
P P. Base de l'outil.
A A. Est l'h mobile autour du centre des vis B. B.
C. Piece de cuivre mobile autour du centre des vis D, D; ces vis sont terminées en pointe pour être logées dans deux creusures coniques de l'axe X X, autour duquel la piece C se meut, & que l'on fixe avec la vis E.
Y. Y. Piece de cuivre qui sert de centre de mouvevement à l'h, & qui est attachée contre la piece de cuivre C par la vis Q, & qui porte un petit index qui parcourt des divisions faites sur la piece C, & qui détermine l'inclinaison qu'on veut donner à l'h.
E. Est une des vis qui fixent la piece C.
F. F. Est une tige qui porte le guide G qui fixe la dent de la roue.
H. M. Ressort & piece de cuivre qui meut le guide G au moyen de la vis F, qui fait avancer & reculer.
I I. Arbre qui porte la fraise & le cuivreau K, ajusté sur les deux extrémités de l'h.
L. Montant qui porte les roues.
M. Pointe que l'on fixe au moyen de la vis N.
O. vis qui éleve ou abaisse l'h.
P. Vis qui donne à l'arbre de la fraise la liberté précise qui lui convient pour se mouvoir sans jeu ni balotage.
Q. Vis qui rassemble les deux pieces de cuivre portant l'h A.
2. & 3. L'h séparée de l'outil vû de deux manieres différentes.
4. L'outil tout remonté vû de profil.
S S. Support de la vis O.
a. Partie de l'outil qui se met à l'étau.
B. Centre de mouvement de l'h.
b. Piece qui détermine la hauteur de l'h, au moyen de la vis O.
c c. Deux vis qui servent à fixer le porte-roue L.
d. Vis qui fixe le centre de mouvement D.
e. Vis qui recule & avance le mouvement de l'h.
b. Piece détachée de l'outil.
G. Guide séparé de l'outil.
H. M. F. Pieces séparées de l'outil.
PLANCHE II. B cotée m.
Fig. 1. Le même outil vû par-dessous; les deux vis D D terminées en pointe pour être logées dans deux creusures coniques de l'axe X X, autour duquel la piece C se meut, & que l'on fixe au moyen de la vis E.
2. L'outil vû derriere.
3. La piece C vûe en face.
4. La même piece vûe de profil.
5. Support S S.
6. L. Porte-roue.
7. Y Y. Pieces qui portent l'index, & le centre de mouvement de l'h.
8. Clé à tourner les vis sans tête.
PLANCHE III. B cotée n.
Fig. 1. L'outil vû par-devant.
2. L'outil vû du côté opposé au profil de la figure 4. Pl. III. B.
3. Base P, où se rassemblent les numéros 1, 2, 3, 4, 5. Page:Encyclopedie Planches volume 3.djvu/347 Page:Encyclopedie Planches volume 3.djvu/349 Page:Encyclopedie Planches volume 3.djvu/350 Page:Encyclopedie Planches volume 3.djvu/351 Page:Encyclopedie Planches volume 3.djvu/352 Page:Encyclopedie Planches volume 3.djvu/353 Page:Encyclopedie Planches volume 3.djvu/354 Page:Encyclopedie Planches volume 3.djvu/355 Page:Encyclopedie Planches volume 3.djvu/356 Page:Encyclopedie Planches volume 3.djvu/357 Page:Encyclopedie Planches volume 3.djvu/358 Page:Encyclopedie Planches volume 3.djvu/359 Page:Encyclopedie Planches volume 3.djvu/360 Page:Encyclopedie Planches volume 3.djvu/361 Page:Encyclopedie Planches volume 3.djvu/362 Page:Encyclopedie Planches volume 3.djvu/363 Page:Encyclopedie Planches volume 3.djvu/364 Page:Encyclopedie Planches volume 3.djvu/365 Page:Encyclopedie Planches volume 3.djvu/366 Page:Encyclopedie Planches volume 3.djvu/367 Page:Encyclopedie Planches volume 3.djvu/368 Page:Encyclopedie Planches volume 3.djvu/369 Page:Encyclopedie Planches volume 3.djvu/371 Page:Encyclopedie Planches volume 3.djvu/372 Page:Encyclopedie Planches volume 3.djvu/373 Page:Encyclopedie Planches volume 3.djvu/374 Page:Encyclopedie Planches volume 3.djvu/375 Page:Encyclopedie Planches volume 3.djvu/376 Page:Encyclopedie Planches volume 3.djvu/377 Page:Encyclopedie Planches volume 3.djvu/378 Page:Encyclopedie Planches volume 3.djvu/379 Page:Encyclopedie Planches volume 3.djvu/380 Page:Encyclopedie Planches volume 3.djvu/381 Page:Encyclopedie Planches volume 3.djvu/382 Page:Encyclopedie Planches volume 3.djvu/383 Page:Encyclopedie Planches volume 3.djvu/385 Page:Encyclopedie Planches volume 3.djvu/386 Page:Encyclopedie Planches volume 3.djvu/387 Page:Encyclopedie Planches volume 3.djvu/389 Page:Encyclopedie Planches volume 3.djvu/390 Page:Encyclopedie Planches volume 3.djvu/391 Page:Encyclopedie Planches volume 3.djvu/392 Page:Encyclopedie Planches volume 3.djvu/393 Page:Encyclopedie Planches volume 3.djvu/394 Page:Encyclopedie Planches volume 3.djvu/395 Page:Encyclopedie Planches volume 3.djvu/396 Page:Encyclopedie Planches volume 3.djvu/397 Page:Encyclopedie Planches volume 3.djvu/398 Page:Encyclopedie Planches volume 3.djvu/399 Page:Encyclopedie Planches volume 3.djvu/400 Page:Encyclopedie Planches volume 3.djvu/401 Page:Encyclopedie Planches volume 3.djvu/402 Page:Encyclopedie Planches volume 3.djvu/403 Page:Encyclopedie Planches volume 3.djvu/404 Page:Encyclopedie Planches volume 3.djvu/405 Page:Encyclopedie Planches volume 3.djvu/406 Page:Encyclopedie Planches volume 3.djvu/407 Page:Encyclopedie Planches volume 3.djvu/408 Page:Encyclopedie Planches volume 3.djvu/409 Page:Encyclopedie Planches volume 3.djvu/410